
Обработка металлов давлением
§5 Обработка и сварка металлов.
1. Обработка металлов давлением.
Обработкой металлов давлением называют процесс получения изделий, основанный на использовании пластических свойств металлов и их сплавов. При обработке давлением наряду с изменением формы изменяется строение исходного металла (сплава) и его физико–химические и механические свойства.
Обработка металлов давлением – высокопроизводительный процесс, позволяющий получать изделия с весьма точными размерами, хорошей чистотой поверхности, малыми отходами металла и более высокими механическими свойствами по сравнению с отливками. К способам обработки металлов давлениям относят прокатку, волочение, прессование, ковку и штамповку. Обработке давлением подвергают слитки, сортовой прокат и листы, изготовленные из стали, алюминиевых, магниевых, медных и других сплавов.
Заготовки перед обработкой давлением нагревают для повышения пластичности металла, в результате его сопротивление деформации уменьшается в 10 – 15 раз по сравнению с холодным состоянием. При горячей деформации сопротивление деформированию примерно в 10 раз меньше, чем при холодной. Это позволяет снизить стоимость изготовляемых изделий. Для каждого металла и сплава температура горячей обработке имеет свои верхний и нижний пределы, образующие область нагрева, называемую температурным интервалом обработки.
В процессе горячей обработки давлением происходит образование мелких зерен, уменьшаются или уничтожаются пороки литого металла (например, завариваются газовые раковины, пустоты с неокисленными поверхностями), кристаллы стали вытягиваются и ориентируются в направлении течения металла, создается волокнистая макроструктура, вследствие чего механические свойства стали, вдоль волокон становятся выше, чем поперек волокон. Это свойство используют при изготовлении деталей; заготовку деформируют так, чтобы направление возникающих в детали максимальных растягивающих напряжений совпало с направлением волокон, причем волокна должны огибать контур изделий и не должны пересекать их.
Для нагрева заготовок применяют пламенные и электрические печи. Пламенные печи работают на твердом, жидком и газообразном топливе. В них нагревают как мелкие, так и крупные заготовки. По характеру распределения температуры в рабочем пространстве печи делят на камерные (температура во всем рабочем пространстве одинакова) и методические (температура в рабочем пространстве повышается от загрузочного окна к окну выдачи нагретых заготовок). В пламенных печах заготовки соприкасаются с продуктами горения, поэтому металл угорает. Для исключения или уменьшения образования окалины применяют безокислительный нагрев металла в расплавленных солях, в среде защитных газов, в муфельных печах, защищают поверхность заготовки специальными покрытиями из стекла, оксида лития.
Электрические печи сопротивления имеют металлические или карборундовые элементы сопротивления, которые подключают к электрической сети. Печи чаще применяют для нагрева цветных металлов и сплавов, имеющих высокую температуру начала обработки давлением. В таких печах температуру можно регулировать.
Рекомендуемые материалы
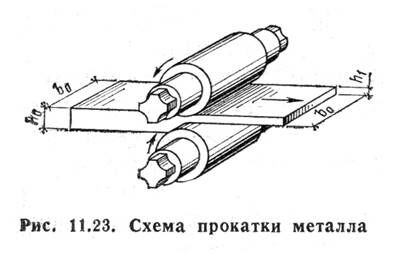
Прокаткой называется процесс обработки металла между вращающимися валками прокатного стана (рис.11.23). Металл при прокатки движется благодаря трению между поверхностями валков и металла со скоростью до 50 м/с. Прокатное производство металлургического завода представляет собой сложный технологический процесс, который делятся на четыре основных передела; подготовка слитка к прокатке, получения полупродукта, получение готовых изделий и охлаждение, резка и правка проката.
Для получения прокатных изделий исходным материалом служат слитки или литые заготовки, поступающие с установок непрерывной разливки. Слитки бывают различной формы, размеров и массы. Для достижения высокой производительности станов готового проката слитки металла массой до 28т предварительно обжимают и придают им необходимую форму. Слитки квадратного профиля называются блюмами и обжимаются на блюмингах; слитки прямоугольного профиля называются слябами и обжимаются на слябингах. Полупродукт в виде блюмов используется для получения сортового проката (рис.11.24), а слябы – для получения листа.

Готовый продукт получается на сортовых станах горячего и холодного проката. Рельсобалочные станы предназначены для получения из блюмов рельсов, балок, швеллеров и других крупных профилей; сортовые станы – для изготовления сортового проката простого и фасонного профилей; проволочные станы – для прокатки проволоки диаметром 5 – 10 мм; листопрокатные станы – для производства листа; трубопрокатные станы – для получения бесшовных труб и т.д. При производстве прокатных изделий заготовка, проходя через ряд специальных установок, приобретает заданную форму. Например, для получения круга последовательно меняют сечение заготовки: квадрат – овал – круг.
Особое место в прокатном производстве занимает холодная прокатка стали для получения листов и лент высокой прочности с хорошим качеством поверхности. Технологический процесс холодной прокатки состоит из термической обработки заготовки, холодной прокатки, термической обработки готового листа.
В последние годы большое распространение получает изготовление фасонных гнутых профилей на непрерывных профилегибочных станах. Тонкостенные, легкие, сложной конфигурации, обеспечивающие наилучшую работу конструкции, фасонные профили находят применение в автомобилестроении, авиастроении, строительстве и т.п. замена проката гнутыми профилями весьма экономична как по рациональности форм, так и по расходу металла.
15 Обустройство городской среды и ее объектов для инвалидов - лекция, которая пользуется популярностью у тех, кто читал эту лекцию.
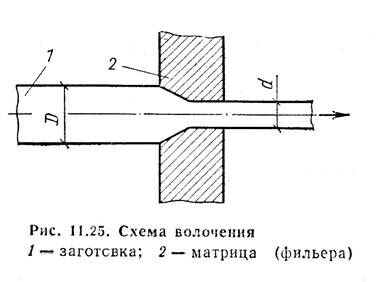
Волочение - процесс обработки металлов давлением с протаскиванием заготовки 1 через отверстие матрицы 2, сечение которого меньше исходного сечения заготовки (рис.11.25). В результате волочения получают изделие с постоянным сечением по всей длине. При волочении за счет уменьшения поперечного сечения заготовки увеличивается ее длина. Волочение производят на волочильных станах, которые по принципу работы подразделяются на две группы: 1) с прямолинейным движением тянущих устройств (цепные, реечные, винтовые); 2) с круговым движением протягиваемого металла (барабанные). Волочильный стан состоит из двух основных частей: матрицы (волоки) и тянущего устройства. Через фильеру при помощи тянущего устройства протягивается заготовка.
На станах с прямолинейным движением изготовляют прутки, профили и трубы. На станах с круговым движением производят волочение проволоки и труб малого диаметра с одновременным наматыванием их на барабаны в бунты. Волочильные прямолинейные станы бывают однопрутковые и многопрутковые, когда одновременно происходит волочение нескольких прутков.
Барабанные станы делятся на станы однократного волочения, где заготовка проходит одну фильеру, и многократного волочения, где заготовка проходит последовательно через несколько фильер (2 – 15 и более) с уменьшающимся сечением отверстий. На станах однократного волочения в основном изготовляют толстую проволоку диаметром 0,4 – 8 мм; на станах многократного волочения – проволоку меньшего сечения.
Ковка заключается в получении детали из нагретой заготовки путем деформирования ее ударными нагрузками, передаваемыми молотом, или статическими нагрузками путем нажатия пресса. Полученная деталь называется поковкой.
Штамповкой называют процесс деформации металла в штампах. Различают объемную и листовую штамповку. При объемной штамповке предварительно нагретую заготовку деформируют в замкнутой полости штампа, форма и размеры которой определяют форму и размеры получаемой поковки. Горячую объемную штамповку производят на молотах, прессах или горизонтально – ковочных машинах. Листовая штамповка – деформация в холодном состоянии листовой исходной заготовки в штампе, имеющей матрицы с прижимным кольцом и пуансон. Этот вид штамповки проводят на специальных штамповочных прессах. Штамповкой изготовляют закладные детали для сборного железобетона, корпуса оборудования и машин.




















