


Термохимическая обработка
Лекция 6
Термохимическая обработка
Назначение и виды химико-термической обработки
Химико-термической обработкой называется процесс поверхностного насыщения стали различными элементами путем их диффузии из внешней среды при высокой температуре. Цель химико-термической обработки — поверхностное упрочнение металлов и сплавов и повышение их стойкости против воздействия внешних агрессивных сред при нормальной и повышенных температурах.
Процессы химико-термической обработки состоят из трех стадий:
- диссоциации, которая заключается в распаде молекул и образовании активных атомов диффундирующего элемента;
- адсорбции, т. е. контактирования атомов диффундирующего элемента с поверхностью стального изделия и образования химических связей с атомами металла;
- диффузии, т. е. проникновения насыщающего элемента в глубь металла.
 Скорость диффузии (коэффициент диффузии) при проникновении диффундирующих атомов в решетку растворителя будет выше, если при взаимодействии образуются твердые растворы внедрения, и значительно ниже, если образуются твердые растворы замещения.
Скорость диффузии (коэффициент диффузии) при проникновении диффундирующих атомов в решетку растворителя будет выше, если при взаимодействии образуются твердые растворы внедрения, и значительно ниже, если образуются твердые растворы замещения.
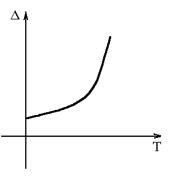
Концентрация диффундирующего элемента на поверхности зависит от притока атомов этого элемента к поверхности и от скорости диффузионных процессов, т. е. отвода этих атомов в глубь металла. Чем выше концентрация диффундирующего элемента на поверхности детали, тем больше толщина слоя. Чем выше температура процесса, тем больше скорость диффузии атомов, а, следовательно, возрастает толщина диффузионного слоя.
Границы зерен являются участками, где диффузионные процессы облегчаются из-за наличия большого числа дефектов кристаллического строения. Если растворимость диффундирующего элемента в металле мала, то часто наблюдается преимущественная диффузия по границам зерен. При значительной растворимости диффундирующего элемента в металле роль пограничных слоев уменьшается. В момент фазовых превращений диффузия протекает быстрее.
 |
Рекомендуемые материалы
 - толщина диффузионного слоя
- толщина диффузионного слоя

 - время ТХО
- время ТХО

- энергия активации диффузии

Различают следующие виды химико-термической обработки: цементацию, азотирование, цианирование (нитроцементацию) и т. д.
Цементация
Цементацией называется процесс насыщения поверхностного слоя стальных изделий углеродом. Цементация осуществляется с целью получения высокой твердости на поверхности изделия при сохранении вязкой сердцевины, она способствует повышению износостойкости и предела выносливости.
Цементации подвергают детали из низкоуглеродистых сталей (содержание углерода до 0,25%), работающие в условиях контактного износа и знакопеременных нагрузок (втулки, поршневые пальцы, кулачки, колонки и т. д.).
Для цементации детали поступают после механической обработки с припуском на шлифование 0,05— 0,10 мм. Участки, не подлежащие цементации, защищают тонким слоем меди (0,02—0,04 мм), наносимым электролитическим способом, или специальными обмазками, состоящими из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле, и др.
Цементация осуществляется при температурах 900—950°С. Чем меньше углерода в стали, тем выше температура нагрева для цементация. При этих температурах атомарный углерод адсорбируется на поверхности стали и диффундирует в глубь металла. В результате цементации содержание углерода в поверхностном слое составляет 0,8—1,0%. Более высокая концентрация углерода способствует охрупчиванию цементованного слоя.
Цементованный слой имеет переменную концентрацию углерода по толщине, которая уменьшается от поверхности к сердцевине. В связи с этим после медленного охлаждения в структуре цементованного слоя можно различить три зоны: заэвтектоидную, состоящую из перлита и цементита вторичного; эвтектоидную, состоящую из перлита; доэвтектоидную, состоящую из перлита и феррита.
За толщину цементованного слоя обычно принимают сумму заэвтектоидной, эвтектоидной и половины доэвтектоидной зон. Обычно толщина слоя для большинства стаей составляет 0,8—1,4 мм.
Различают два вида цементации: твердую и газовую. Среда, в которой проводят цементацию, называется карбюризатором.
Цементация в твердой среде
Карбюризатором является активированный древесный уголь (дубовый или березовый), а также каменноугольный полукокс и торфяной кокс. Для ускорения процесса к древесному углю добавляют активизаторы — углекислый барий, кальцинированную соду, поташ.
Подготовленные для цементации изделия укладывают в металлический ящик. Предварительно в ящик насыпают слой карбюризатора 20—30 см. Детали укладывают слоями на расстоянии 10—15 мм друг от друга. Каждый слой деталей засыпают карбюризатором и на него укладывают следующий слой деталей и т. д. Последний слой засыпают карбюризатором и ящик накрывают крышкой, края которой обмазывают огнеупорной глиной или смесью глины с песком. Иногда вместо крышки кладут лист асбеста и сверху обмазывают глиной. После этого ящик помещают в печь с температурой 900—950°С.
В ящике между кусочками угля имеется воздух, кислород которого взаимодействует с углеродом карбюризатора, образуя окись углерода СО. Соприкасаясь с поверхностью деталей, окись углерода диссоциирует.

Выделившийся атомарный углерод диффундирует в глубь металла. Добавление углекислых солей активизирует процесс цементации.
Продолжительность выдержки в печи при температуре цементации зависит от требуемой толщины цементованного слоя. На практике выдержка принимается из расчета роста слоя со скоростью 0,1 мм в час. Например, слой толщиной 1 мм получают за 9,5-10,4 ч.
Для контроля над протеканием процесса и толщины цементованного слоя в ящик вместе с деталями закладывают «свидетели» - образцы диаметром 10—15 мм, изготовленные из той же марки стали, что и деталь. Во время цементации «свидетели» периодически вынимают, ломают и по излому определяют толщину цементованного слоя.
Повышение температуры цементации до 950—1000° С позволяет значительно ускорить процесс, но такой режим применим для наследственно мелкозернистых сталей.
Ящики после цементации охлаждают на воздухе и потом разбирают. Участки изделия, не подлежащие цементации, защищают, нанося гальваническое покрытие медью. После цементации детали подвергают нормализации для измельчения зерна, повторной закалке и низкотемпературному отпуску.
Структура сердцевины зависит от состава стали и режима закалки. У углеродистых сталей она состоит из феррита и сорбита или троостита, а у легированных — из малоуглеродистого мартенсита.
Газовая цементация
В настоящее время газовая цементация является основным процессом цементации на заводах массового производства. При газовой цементации сокращается длительность процесса, так как отпадает необходимость прогрева ящиков, можно обеспечить более полную механизацию и автоматизацию процесса, упрощается последующая термическая обработка и, самое главное, можно получить заданную концентрацию углерода в слое.
Цементацию выполняют в шахтных, муфельных или безмуфельных печах непрерывного действия. При цементации в шахтных печах для получения науглероживающей атмосферы применяют метан, керосин, синтин, бензол и т. д. В печах непрерывного действия чаще используют метан. Для получения заданной концентрации углерода (обычно 0,8%) применяют атмосферы с регулируемым потенциалом углерода.
Под углеродным потенциалом атмосферы понимают определенную концентрацию углерода на поверхности цементованного слоя. Для ускорения процесса углеродный потенциал атмосферы в печи меняют по зонам. Вначале его поддерживают высоким, обеспечивающим получение в поверхностном слое концентрации углерода 1,3— 1,4%, а затем его снижают для получения в этом слое оптимального содержания углерода (0,8%).
С этой целью в первую зону, занимающую примерно 2/3 длины печи, подают газ, состоящий из смеси природного (10—15%) и эндотермического (90—85%) газов. Во вторую зону подают только эндотермический газ, находящийся в равновесии с заданной концентрацией углерода (0,8%) на поверхности. При этом за счет диффузии углерода в глубь металла и взаимодействия поверхности детали с эндотермической атмосферой концентрация углерода на поверхности уменьшается и происходит более равномерное его распределение по толщине цементованного слоя.
После газовой цементации применяют закалку (для наследственно мелкозернистых сталей) непосредственно из цементационной печи, предварительно сделав подстуживание до температуры 850—830°С. Заключительной операцией является низкотемпературный отпуск при температуре 160—180° С.
Цианирование и нитроцементация
Цианированием называется процесс одновременного насыщения поверхности деталей углеродом и азотом.
На состав и свойства цианированного слоя особое влияние оказывает температура процесса. Повышение температуры цианирования ведет к увеличению содержания углерода в слое, снижение температуры — к увеличению содержания азота. Толщина цианированного слоя также зависит от температуры и продолжительности процесса.
Различают жидкое и газовое цианирование. Газовое цианирование еще называют нитроцементацией. Жидкое цианирование проводят в расплавленных солях, содержащих цианистый натрий.
Цианирование при температурах 820—850°С позволяет осуществлять закалку непосредственно из ванны. После закалки следует низкотемпературный отпуск.
Цианирование при температурах 820—850°С позволяет получать слои толщиной 0,15-0,35 мм за 30-90 мин. Для получения слоев большой толщины (0,5-2,0 мм) применяют глубокое цианирование при температурах 900-950° С, длительность 1,5-6,0 ч. Глубокое цианирование имеет ряд преимуществ по сравнению с цементацией: меньше продолжительность процесса для получения слоя заданной толщины; меньше деформация и коробление; более высокое сопротивление износу и повышенная усталостная прочность.
После цианирования деталь охлаждают на воздухе, повторно нагревают для закалки и проводят низкотемпературный отпуск. Такая обработка необходима в связи с тем, что при температурах цианирования (900—950° С) сильно вырастает зерно аустенита и необходим повторный нагрев для его измельчения. Структура цианированного слоя после закалки такая же, как после цементации.
Недостатком цианирования является ядовитость цианистых солей. Поэтому цианирование проводят в специально выделенных помещениях с соблюдением мер предосторожности.
Нитроцементацию осуществляют при температурах 840—860°С в газовой смеси из науглероживающего газа и аммиака. Продолжительность процесса зависит от глубины насыщаемого слоя и составляет 1 —10 ч. Толщина слоя колеблется от 0,1 до 1,0 мм.
После нитроцементации изделия подвергают закалке и низкотемпературному отпуску при температуре 160— 180° С.
Низкотемпературное цианирование осуществляется при температурах 540—560°С в расплавленных цианистых слоях. Низкотемпературному цианированию подвергают инструмент из быстрорежущих сталей для повышения его стойкости при резании. В результате такой обработки образуется нитроцементованный слой толщиной 0,02—0,04 мм. Длительность процесса 1 —1,5 ч.
Азотирование
Азотированием называется процесс насыщения поверхности стали азотом. Процесс осуществляется в среде аммиака при температуре 480—650° С. При этих температурах выделяется атомарный азот, который диффундирует в поверхностные слои детали.
Для азотирования применяют среднеуглеродистые легированные стали. При азотировании легированных сталей азот образует с легирующими элементами устойчивые нитриды, которые придают азотированному слою высокую твердость.
Перед азотированием детали подвергают термической обработке, состоящей из закалки и высокотемпературного отпуска. Затем производят механическую обработку, придающую окончательные размеры изделию.
Участки, не подлежащие азотированию, защищают тонким слоем (0,001—0,015 мм) олова, нанесенным электролитическим методом, или жидким стеклом. В процессе азотирования олово расплавляется и благодаря поверхностному натяжению удерживается на поверхности стали в виде тонкой непроницаемой для азота пленки. Продолжительность процесса зависит от толщины слоя. Обычно процесс азотирования ведут при температурах 500—520° С. В этом случае получают слои толщиной до 0,5 мм за 24—90 ч.
Для ускорения процесса азотирования применяют двухступенчатый цикл. Вначале азотирование ведут при 500—520°С, а затем температуру повышают до 580—600° С. Это ускоряет процесс в 1,5—2 раза при сохранении высокой твердости азотированного слоя.
В процессе азотирования изменяются размеры деталей за счет увеличения объема поверхностного слоя. Чем выше температура процесса и больше толщина азотированного слоя, тем больше изменение размеров деталей.
Для повышения коррозионной устойчивости изделий азотирование проводят при температуре 600—700°С в течение 15 мин. для мелких деталей и 6—10 ч. для крупных деталей.
Процесс жидкостного азотирования осуществляют при температуре 570°С в расплаве циансодержащих солей. В ходе процесса расплав непрерывно продувается сухим и чистым воздухом, что обеспечивает превращения цианида в цианат, являющийся поставщиком атомов углерода и азота.
Преимуществом жидкостного азотирования является резкое сокращение времени получения насыщенного слоя по сравнению с газовым азотированием (слой толщиной 0,10-0,20 мм получают за 1,5-3 ч). Кроме того, отсутствие водорода в среде способствует
повышению вязкости слоя. Недостатком процесса является применение ядовитых солей.
Широкое применение получает ионное азотирование. По сравнению с газовым азотированием оно имеет ряд преимуществ: меньшую продолжительность процесса, более высокое качество азотированного слоя, пониженную хрупкость слоя.
Диффузионная металлизация
Диффузионная металлизация - это процесс диффузионного насыщения поверхностных слоев стали различными металлами. Она может осуществляться в твердых, жидких и газообразных средах.
При диффузионной металлизации в твердых средах применяют порошкообразные смеси, состоящие обычно из ферросплавов с добавлением хлористого аммония.
Жидкая диффузионная металлизация осуществляется погружением детали в расплавленный металл (например, цинк, алюминий).
При газовом способе насыщения применяют летучие хлористые соединения металлов, образующиеся при взаимодействии хлора с металлами при высоких температурах. Хлориды диссоциируют на поверхности железа и выделяющийся в атомарном состоянии металл диффундирует в железо.
Диффузия металлов в железе идет значительно медленнее, чем углерода и азота, потому что углерод и азот образуют с железом твердые растворы внедрения, а металлы - твердые растворы замещения. Это приводит к тому, что диффузионные слои при металлизации получаются в десятки раз более тонкими. Поверхностное насыщение стали металлами проводится при температурах 900—1200° С.
Алитирование (Al)
Алитированием называется процесс насыщения поверхности стали алюминием. В результате алитирования сталь приобретает высокую окалиностойкость (до850—900° С) и коррозионную стойкость в атмосфере и в ряде сред.
При алитировании в порошкообразных смесях чистые детали вместе со смесью упаковывают в железный ящик. В рабочую смесь входят: порошковый алюминий (25—50%) или ферроалюминий (50—75%), окись алюминия (25—50%) и хлористый алюминий (~1,0%). Процесс осуществляется при температуре 900—1000°С в течение 3—12 ч.
Реже применяют алитирование в ваннах с расплавленным алюминием. Алитируемые детали погружают в расплавленный алюминий (92—94% А1 и 6—8% Fe). Железо добавляют для того, чтобы предотвратить растворение обрабатываемых деталей в алюминии. Процесс проводят при температурах 700—800°С в течение 45— 90 мин.
Алитирование в расплавленном алюминии отличается от алитирования в порошкообразных смесях простотой метода, быстротой и более низкими температурами. Основной недостаток процесса — налипание алюминия на поверхность деталей.
Иногда применяют металлизацию поверхности стали алюминием (напыление слоя алюминия на обрабатываемую поверхность) с последующим диффузионным отжигом при температуре 900—1000°С в течение 1—3 ч.
Для предохранения алюминия от окисления во время диффузионного отжига изделие покрывают обмазкой, состоящей из серебристого графита (48%), кварцевого песка (30%), глины (20%), хлористого алюминия(2%) и 20—25% от массы первых четырех составляющих - жидкого стекла.
Алитирование стали металлизацией с последующим диффузионным отжигом в несколько раз дешевле, чем в порошках. Агитированный слой представляет собой твердый раствор алюминия в железе, концентрация алюминия в поверхностном слое достигает 30-40%. Алитированию подвергают трубы, инструмент для литья цветных сплавов, чехлы термопар, детали газогенераторных машин и т. д.
Хромирование (Cr)
Хромирование (поверхностное насыщение хромом) проводят для повышения коррозионной стойкости, кислостостойкости, окалиностойкости (до 850° С) и т. д. Хромирование средне- и высокоуглеродистых сталей повышает твердость и износостойкость.
Хромирование чаще всего проводят в порошкообразных смесях (50% металлического хрома или феррохрома, 49% окиси алюминия и 1% хлористого аммония). Процесс осуществляется при температуре 1000—1050°С. Диффузионный слой, получаемый при хромировании углеродистых сталей, состоит из карбидов хрома. Толщина хромированного слоя достигает 0,15—0,20 мм при длительности процесса 6—15 ч. Чем больше углерода в стали, тем меньше толщина слоя.
Значительно реже применяется газовое хромирование. Процесс проводят в среде, содержащей пары CrCl2. Пары CrCl2 получают пропусканием осушенных Н2 и НС1 через феррохром или хром при температуре 980°С. За 3-5 ч получают слой толщиной 0,06-0,10 мм.
Иногда применяют хромирование в вакууме. Изделия засыпают кусочками (диаметром 1—3 мм) хрома в стальном или керамическом тигле и помещают в вакуумную печь. При высокой температуре (960—1000° С) хром испаряется и диффундирует в сталь.
Хромирование применяют для пароводяной арматуры, клапанов, вентилей, а также деталей, работающих в агрессивных средах.
Борирование (B)
Борированием называется насыщение стали бором. Борирование проводят с целью повышения стойкости против абразивного износа. Толщина борированных слоев не превышает 0,3 мм.
Широкое распространение получил метод электролизного борирования в расплавленных солях, содержащих бор. Деталь служит катодом в ванне с расплавленной бурой. Температура процесса 900—950° С. Процесс можно вести и без электролиза в ваннах с расплавленными хлористыми солями, в которые добавляют порошкообразный ферробор или карбид бора.
Применяют также и метод газового борирования. В этом случае насыщение бором проводят в среде диборана в смеси с водородом при температуре 850—900° С.
Борированию подвергают втулки грязевых нефтяных насосов, штамповый инструмент и т. д.
Силицирование (Si)
Силицированием называется процесс насыщения поверхности стали кремнием. В результате силицирования сталь приобретает высокую коррозионную стойкость в морской воде, в различных кислотах и повышенную износостойкость. Кроме того, силицирование резко повышает окалиностойкость молибдена и некоторых других металлов и сплавов.
Силицированный слой представляет собой твердый раствор кремния в α-железе. Силицированный слой несмотря на низкую твердость и значительную пористость после пропитки маслом при температуре 170—200° С имеет повышенную износостойкость.
Силицирование можно проводить в порошкообразных смесях, состоящих из 60% ферросилиция, 39% окиси алюминия и 1 % хлористого аммония, но наиболее часто применяют газовое силицирование. При газовом силицировании при температуре 1000°С в течение 2—4 ч образуется слой толщиной 0,5—1,0 мм.
Силицированию подвергают детали, применяемые в оборудовании химической, бумажной и нефтяной промышленности.
В последние годы разработаны и получают промышленное внедрение новые процессы поверхностного насыщения металлов — титанирование и цинкование.
Поверхностно-пластическая деформация
Дробеструйный наклёп
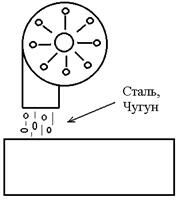
Упрочнение поверхности,
снятие поверхностных напряжений.
Центробежный шариковый наклёп
Обратите внимание на лекцию "Понятие личности в психологии".

Накатывание стальных шариков
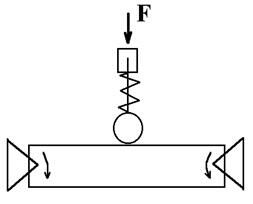
 (шарика)
(шарика)

Прочность увеличивается в  раза.
раза.
 .
.















