
Термическая обработка сплавов, компоненты которых имеют полиморфное превращение
Глава 2. Термическая обработка сплавов, компоненты которых имеют полиморфное превращение
§1. Диаграмма состояний железо - углерод
- ДС сплавов железа с углеродом.
Компоненты: Feα, Feβ, Feγ
Железо:
d (плотность) ~ 7.68 г/см3
RFe ~ 1.25 Å
Углерод:
Рекомендуемые материалы
d ~ 2.5 г/см3
RC ~ 0.77 Å

рис. 58
Фазовый состав:
1) расплавленная жидкость (ж);
2) твердый раствор внедрения
● Feα(C), Feδ(C) – ОЦК – Феррит (Фα, Фδ).
Фα (max C = 0.02%), Фδ (max C = 0.1%).
Феррит содержит очень мало углерода – по свойствам похож на железо. Очень мягкая и пластичная фаза.
НВ ~ 800-1000 МПа
● Feγ(C) – ГЦК – Аустенит (А)
А (max C = 2.14%)
Пластичная фаза, вдвое тверже феррита.
НВ ~ 1600-2000 МПа;
3) промежуточная фаза
Fe3C (ромбоэдрическая решетка) – Цементит (Ц)
Ц (max C = 6.69%)
Крайне хрупкая, очень твердая фаза.
НВ ~ 8000 МПа.
Структурный анализ ДС
- Превращения при кристаллизации
Сплавы с содержанием (0 – 2.14)% С

Превращение перитектическое, С = К+1-Ф = 0
Для того, чтобы из 2-х фаз получилась одна необходимо, чтобы было равное соотношение фаз

Если пропорция нарушена, то одна из фаз в избытке.

После затвердевания кристаллизуются все сплавы с содержанием С до 2.14%, состоят они из 1 фазы аустенита.

Ледебуриты: 
Крайне хрупкая структура, состав сплавов:

Сплавы с содержанием (2.14 - 6.69)% С
Все сплавы после завершения кристаллизации состоят из 2-х фаз А+Ц и все в структуре содержать эвтектику ледебурит.
!!! Наличие или отсутствие хрупкой эвтектики изменяет свойства сплавов и служит признаком для классификации этих сплавов на стали и чугуны.
Стали содержат С < 2.14%, не содержат эвтектику, чугуны содержат С 2.14 – 6.69%, содержат эвтектику.
- Превращения в твердом состоянии
● SE – линия переменной растворимости углерода в аустените. Уменьшается от 2.14 до 0.8 при понижении температуры.
Из аустенита должен выделяться ЦII;
● DQ – линия переменной растворимости углерода в феррите. При понижении температуры уменьшается от 0.02 до 0.006. Из феррита должен выделиться ЦIII;
● PSK

(●) S
Эвтектоидное превращение. Перлит. С = 2+1-3 = 0!
Ф ~ 87%, Ц ~ 13%, НВ = 2000 МПа, σВ ~ 850 МПа, δ ~ 15%
Заключение: При переходе через линию PSK весь имеющийся в сталях и чугунах аустенит превращается в перлит.
- Техническое железо С ≤ 0.02%
Основная фаза феррит, в структуре нет перлита.
Стали: С (0.02 – 2.14)%, фазы феррит и цементит, Ф >> Ц, в структуре всегда есть перлит.
Чугуны: С (2.14 – 6.69)%, фазы феррит и цементит, Ц ≥ Ф, в структуре всегда есть ледебурит. Из-за огромного количества цементита чугуны по цвету излома называются белыми.
Пример:

Чугуны
Белые чугуны в технике применить нельзя, т.к. они хрупкие, литейные их качества высокие. Если не устраивают их свойства – меняют структуру. Хрупкость возникает из-за того, что много цементита.
Идея: Fe3C разложить на Fe (Ф) и С (графит), т.е графитизировать.
Доэфтектический чугун: П [ Ф+Ц] + ЦII + Л [Л [Ф+Ц] +Ц]
- частичная графитизация, П + графит;
- полная графитизация, Ф + графит (хрупкая фаза)
Графитизация чугунов
I способ – введение Si при выплавке (в присутствии кремния цементит либо не образуется, либо его очень мало).

I – белые чугуны П + Ц + Л[П+Ц], Si мало.
II – половинчатые П + графит + Ц.
III – перлитные [П+графит]
IIIа – феррито-перлитные Ф + П + графит
IIIб – ферритные Ф + графит.
III – серые маркировки, СЧ-45
IIIа – СЧ-25
IIIб – СЧ-15 – самые не прочные.
Свойства серых чугунов зависят от структуры основы – чем больше кремния, тем полнее графитизация, тем прочность меньше.
Также свойства зависят от размера, формы графитовых включений.

(1) – графитовые крупные пластинки, наименьшая пластичность, применяют для производства станин;
(2) – графитовые мелкие пластинки – модифицированные, применяют для производства зубчатых колес и корпусов. Соотношение Si-Ca (0.3 – 0.6)%;
(3) – графит шаровидный – модифицирование – Mg ~ (0.02 – 0.08)%, самый пластичный, применяют для производства коленчатого вала.
Высокопрочные чугуны ВЧ _ _ (σВ/σU)-_(δ) – старая маркировка;
ВЧ _ _ (σВ/σU) – старая маркировка.
Недостаток: из-за Si ухудшаются линейные качества (жидкотекучесть) чугуна. Для тонкостенных отливок серые чугуны не применяют.
II способ – применение специальной термической обработки (отжига).

Отжиг белого чугуна на ковкий:
I – форма графита.
Графитовые хлопья – компактные
КЧ _ _ (σВ/σU) [кг/мм2]-_(δ)
КЧ-35-10, КЧ-60-3.
Недостаток: длительность процесса.
§2. Превращения в сталях при нагреве и охлаждении
Фазы: - феррит Feα(C);
- аустенит Feγ(C);
- цементит Fe3C.
Структура: П[Ф+Ц]
Обозначение критических точек
| Линии | Превращение | Критическая точка | Нагрев/охлаждение |
| PSK | А‹―›П | А1 | АС1/Аr1 |
| GS | А‹―›Ф+А | А3 | АС3/Аr3 |
| SE | А‹―›А+Ц | Аст | АСст/Аrст |
- Превращения при нагреве
- до эвтектики Ф+П ―› А;
- эвтектика П ―› А;
- за эвтектикой П+Ц ―› А;
Рассмотрим эвтектоидную сталь, С 0.8%, П[Ф+Ц]―›А
Решетка: ГЦК(0.8)/ОЦК(0.02)/ромбоэдрич.(6.69) соответственно.

Превращение при нагреве П―›А вызывает изменение кристаллической решетки, из 2-х фаз образуется одна, возникает перераспределение углерода – превращение диффузионное.
Микроструктура:

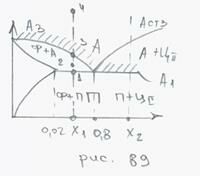
Превращение при нагреве доэвтектоидной стали пойдет в 2 стадии:

1) П ―› А0.8;
2) А0.8 + Ф0.8 ―› Ах1.
Превращение при нагреве заэвтектоидной стали состава х2 идет также в 2 этапа:

1) П ―› А0.8;
2) А0.8 + Ц ―› Ах2.
Итог: превращения при нагреве любой стали завершается образованием аустенита, является диффузионным и сопровождается измельчением зерна.

(1) – природнокрупнозернистые стали;
(2) – природномелкозернистые стали (в сталь введены специальные добавки, которые тормозят рост зерна.
- Превращения аустенита при охлаждении
2.1. Перлитное превращение
Наблюдается в условиях медленного охлаждения или в условиях изотермической выдержки.
Рассмотрим сталь с содержанием С 0.8%, П[Ф+Ц]―›А. Решетка: ГЦК(0.8)/ОЦК(0.02)/ромбоэдрич.(6.69) соответственно.

При перлитном превращении фаза превращается в две новые, при этом изменяется тип кристаллической решетки и перераспределяется углерод.
Особенности:
1) превращение диффузионное.
Микроструктура:

| Выдержка при: | Структура |
| 650 ± 20˚С | Перлит |
| 600 ± 20˚С | Сорбит |
| 550 ± 20˚С | Тростит |
Ниже 550˚С перлитное превращение не протекает из-за замедления диффузии углерода.
2) пластинчатая, перлитообразная структура.
| НВ, МПа | Структура |
| 2000 | Перлит |
| 3000 | Сорбит |
| 4000 | Тростит |
Твердость зависит от дисперсности смеси.
!!! 3) перлитное превращение начинается не сразу и протекает постепенно во времени.

(1) – линия начала превращения;
(2) – линия конца превращения;
С–образная диаграмма превращения аустенита – диаграмма изотермического превращения переохлажденного аустенита.
2.2. Мартенситное превращение
При превращении получается мартенсит. Протекает в условиях быстрого превращения – нет времени на диффузию!

А (ГЦК, Feγ(C)) ―›М (ОЦК, Feα(C)).
При мартенситном превращении из одной исходной фазы получается одна новая. При этом меняется тип решетки, но не происходит перераспределения углерода – бездиффузионное превращение.

Мартенситное превращение – бездиффузионная перестройка решетки, при которой каждый атом смещается на расстояние многим меньшее межатомного и сохраняет своих соседей.
Кристалл мартенсита растет путем направленного смещения группы атомов плоскости хорошего сопряжения решетки, см. рис. 77.
При этом:
- 1-й атом смещается на расстояние, меньшее межатомного;
- i-й атом смещается на целое межатомное расстояние и рост данного кристалла прекращается.
Особенности строения мартенсита:
Мартенсит всегда состоит из особо мелких кристаллов

(1) – пластинок (пластинчатый мартенсит);
(2) – иголок (игольчатый)
Мартенсит всегда содержит столько же углерода, сколько было в аустените – он всегда сильно пересыщенный твердый раствор внедрения углерода в железо α.
Углерод находится на параллельных ребрах ячейки:

Мартенсит всегда содержит огромное количество дефектов:
~ 1012 ГЦК (0.74) ―› ОЦК (0,68)
Дефекты фактически компенсируют разницу плотности укладки этих
2-х решеток.
Мартенсит – это:
1) крайне неравновесная фаза в сталях;
2) самая искаженная кристаллическая решетка;
3) max твердость;
4) min пластичность – чем больше углерода в стали, тем тверже Ме.
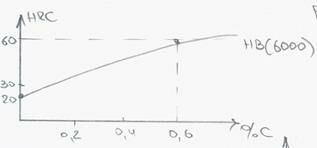
рис. 80
Мартенсит имеете самый большой удельный объем, при образовании мартенсита сталь увеличивается в объеме.

Условия получения мартенсита:
- нагреть до аустенитного состояния;
- быстро охладить, чтобы не было диффузионного перлитного превращения, Vкр – критическая скорость охлаждения,

охлаждать нужно со скоростью большей, чем Vкр;
- при непрерывном охлаждении полностью пройти мартенситный интервал температур, Мн – Мк,

если не достигнута точка Мк, если %С > 0.6, то кроме мартенсита сохраняется остаточный аустенит.
2.3. Промежуточное (бейнитное) превращение
А0,8:
1) аустенит, обедненный углеродом, из него получают малоуглеродистый мартенсит;
2) аустенит, обогащенный углеродом, из него получается цементит.
Ммалоуглер + Ц = Бейнит.
Превращение это промежуточное:
- по температурному интервалу;
- есть элемент диффузии и бездиффузионный элемент превращения;
- по уровню твердости НВ ~ 5000 МПа (М ~ 6000 МПа, Т ~ 4000 МПа)
Итог:
В зависимости от условий охлаждения возможны три варианта превращений аустенита с получением различных структур.
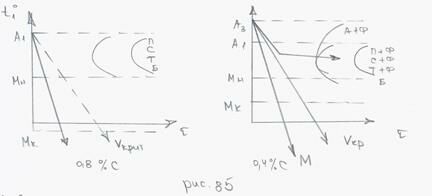
Диаграммы С-образные или изотермических превращений.
Для условия непрерывного охлаждения построены термокинетические диаграммы

§3. Термическая обработка сталей
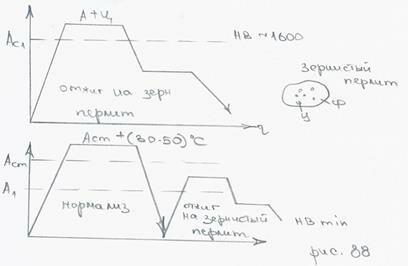
- Предварительная термическая обработка.
Цели:
- НВ ―› min (для облегчения механической обрабатываемости);
- устранить структурную деформацию (крупное зерно, цементитная сетка).
- Окончательная термическая обработка.
Цель - получить структуру и свойства, требующиеся по условиям эксплуатации:
- max НВ (инструменты, подшипники);
- сочетание (σU, НВ, δ, КСU).
Стали:
1) конструкционные (детали машин, < 0.7% С, маркировка 30, 35, 40);
2) инструментальные (max НВ, инструменты, (0.7 - 2.14)% С, маркировка У8, У10.
- Предварительна термическая обработка
1.1. Конструкционные стали
Цели:
- НВ ―› min;
- изменить размер зерна;

1.2. Инструментальные стали
Цель:
- НВ ―› min;
Отжиг инструментальной стали сделать нельзя, т.к. получится структура, в которой нельзя получить тяжелую структурную деформационную сетку и min прочность.
Изготовление детали:
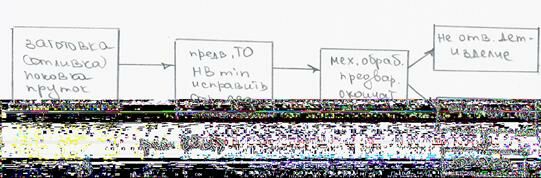
- Окончательная термическая обработка
Она всегда упрочняющая, связана с получением структуры мартенсита, включает операцию закалки.
2.1. Закалка сталей
Выбор температуры нагрева.
Цель закалки – получить max твердость без излишней хрупкости.
Конструкционная сталь:
| Тем-ра | Структура при нагреве | Структура после быстрого охлаждения | Результат |
| t1 | Ф+П | Ф+П | НВ повыситься не может |
| t2 | А~0.8+Ф~0.02 | М~0.8+Ф~0.02 | НВ повышается, но не до max из-за феррита |
| t3 | Ах1 | Мх1 | НВ max |
| t4 | Ах1 крупнозернистый | Мх1 крупнокристаллический | НВ почти max, но излишняя хрупкость |
Полная закалка:
 ˚С
˚С
Инструментальная сталь:
| Тем-ра | Структура при нагреве | Структура после быстрого охлаждения | Результат |
| t2 | А~0.8+ЦII | М~0.8+ЦII+Аост(мало) | НВ max |
| t3 | Ах2 крупное зерно | Мх2+ Аост(много) крупнокристаллический | Не max НВ из-за Аост и хрупкость из-за М |
Неполная закалка:
 ˚С
˚С
Примечание:
После закалки в инструментальной стали неизбежен остаточный аустенит, поэтому закаленный инструмент сразу подвергается обработке холодом.
Обработка холодом.
● до -40˚С – холодильные камеры;
● до -70˚С – сухой лед СО2;
● до -196˚С – жидкий азот N2.
Выбор условий охлаждения:
Vохл > Vкрит
Для стали углеродистой:
● вода (~600˚С/сек);
● вода+NaCl (10%) (~1200˚С/сек);
● вода+NaОН (10%) (~1400˚С/сек).

I – студить быстро;
II – студить медленно.
Для стали легированной:
● масло (~60˚С/сек);
● brcox (~50÷250˚С/сек);
Проблемы:
1. При быстром охлаждении любая сталь остывает неравномерно, возникают огромные закалочные напряжения.
Закалочные напряжения:
- термическое (из-за неравномерного термического сжатия);
- структурное (из-за неравномерного протекания мартенситного превращения, идущего с увеличением объема).
Итог: если структурные напряжения накладываются на термические, то возникает коробление детали, возле концентратора напряжения возникает трещина.
Способы закалки:

(1) – закалка в одном охладителе, max закалочные напряжения; нужно только для деталей простой формы;
(2) – закалка в 2-х охладителях вода-масло;
(3) – закалка ступенчатая (выдержка короткая, для выравнивания температуры), термические напряжения ―› 0;
(4) – закалка изотермическая.
Если закалочные напряжения ―› 0, то прочность уменьшается.
Лишние концентраторы напряжения убирают.
2. В любой охлаждающей среде массивная деталь быстро не остынет.
У каждой стали есть свое значение прокаливаемости.

(1) - Vохл поверхности, М;
(2) - Vохл сердцевины, П+С+Т+Б+М.
Прокаливаемость – способность стали закаливаться на определенную глубину в конкретном охлаждении.
Закаливаемость – способность стали приобретать высокую твердость при закалке, f(%C).
Закаленным считается слой, в котором мартенсита ≥ 50%.
HRCПМЗ – твердость полумартенситной зоны. Для определения прокаливаемости используют метод торцевой закалки.

прокаливаемость определяется как либо Δ, либо Dкрит – критический диаметр (Δ+2 ~18 мм).
Прокаливаемость зависит от:
- химического состава стали;
- охлаждающей способности среды.
Чем быстрее скорость охлаждения, тем больше прокаливаемость.
| среда | Δ | Dкрит, мм |
| Вода | 0.6% С | 14 |
| Масло | 0.6% С | 1 |
Закаленные стали имеют значительные закалочные напряжения, крайне неравновесную структуру Н, max HB, min δ.
Не устраивает значение закалочного напряжения и min δ, поэтому закалка – не последняя операция, сразу после нее необходим отпуск стали.
2.2. Отпуск закаленной стали
Отпуск – нагрев закаленной детали с целью понижения закалочных напряжений и получения структуры и свойств, требуемых по условиям эксплуатации.
Превращения в закаленной стали при отпуске
Нагрев до 80-100˚С, нет диффузии и никаких превращений.
Нагрев до 100-200˚С – I стадия – начинается распад мартенсита (начинается объединение мартенсита с углеродом), появляются метастабильные мелкие частицы карбидных фаз.
Структура: Мотп + ε-карбид.
Нагрев до 200-260˚С – II стадия – продолжается распад мартенсита.
Структура: Мотп + ε-карбид., в инструментальной стали Аост―›Б.
Нагрев до 260-400˚С – III стадия – завершается распад мартенсита.
Структура: Ф+Ц – тростит отпуска (типа тростит).

Нагрев до 400-600˚С – IV стадия – укрупняются частицы Ц – коагуляция Ц.
Структура: Ф+Ц – Сотп – сорбит отпуска (типа сорбит), НВ ~ 3000 МПа.

Нагрев > 600˚С –V стадия – огрубление структуры.
Структура: перлит отпуска, равновесная структура, НВ ~ 2000 МПа.
При нагреве закаленной стали постепенно достигается равновесное состояние.
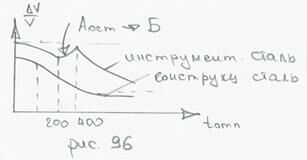
При отпуске сталь уменьшается в объеме.

I – необратимая отпускная хрупкость (250-300˚С). Отпуск в этой зоне никогда не делается.
II – обратимая отпускная хрупкость (500-600˚С), хрупкость второго рода. Есть 2 способа этого избежать:
- быстрое охлаждение после отпуска в воде;
- в сталь вводят ~0.3% Мо или 0.3% W, после этого сталь не склонна к этой сложности.
Рекомендуемые виды отпуска:
| Название | tотп, ˚С | Структура | Цель | Свойства | Применение |
| Низкий | 160-250 (отпусков нет) | Мотп+ε | Понизить закалочное напряжение | HRC=60-64 (сохраняет твердость, полученную при закалке) | Инструменты, подшипники |
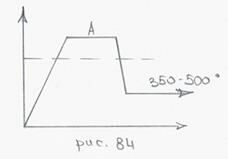
| Средний | 350-400 | Тотп | Снять закалочные напряжения, повысить структурную стабильность | HRC=40-50 (max упругие свойства, выносливость в циклических нагрузках) | Пружины, рессоры |
| Высокий | 500-600 | Сотп | Если Вам понравилась эта лекция, то понравится и эта - 4 Основы научных знаний о Земле. Снять закалочные напряжения, создать относительную стабильность структуры | HRC=30-35 (наилучшее сочетание прочности, пластичности, ударной вязкости) | Детали машин (валы, оси) |
Закалка + высокий отпуск = улучшение
Примечание: окончательная ТО (закалка + отпуск) ―› доводка точных размеров.


















