
Режущий инструмент для обработки цилиндрических поверхностей
Режущий инструмент для обработки цилиндрических поверхностей (резцы)
Конструкция любого резца, в общем виде, состоит из державки и режущей части. Державки, в основном имеют прямоугольную форму, реже круглую (для револьверных станков) Поперечное сечение державки в зависимости от величины срезаемой стружки, изменяется в пределах от 16х10 до 63х40мм. Обычно на державки резцов из конструкционной стали напаиваются или навариваются пластинки из быстрорежущей стали или твердых сплавов. Размеры пластинок определены ГОСТ2379-77 и ГОСТ2209-82. Размеры пластинок из быстрорежущей стали рассчитаны на десять, из твердых сплавов - на двадцать переточек. В последнее время широко применяются резцы с неперетачиваемыми пластинками твердых сплавов, имеющие от трех до шести граней. Обобщенная классификация токарных резцов приведена в табл. 1
Таблица 1
Классификация токарных резцов.
| Классификационный признак | Типы резцов |
| Вид обработки | Рекомендуемые материалыТехническое задание FREE Маран Программная инженерия Процесс резания растительного сырья и аппараты для его реализации Технологии сварочного производства и инженерия поверхностей Расчётно-конструкторское обоснование технических решений для элементов конструкций и систем наземного оборудования ракетного комплекса союз-5.2 на космодроме восточный -9% КМ-3. Инфологическое проектирование. Вариант 12. Cистема управления проектами в IT-компании. Проходные, подрезные, прорезные, отрезные, канавочные, расточные, резьбовые, фасонные |
| Характер обработки | Обдирочные(черновые), чистовые, для тонкого точения |
| Направление подачи | Радиальные, тангенциальные, правые, левые |
| Конструкция головки | Прямые, отогнутые, изогнутые, оттянутые |
| Способ изготовления | Цельные, с приваренной или припаянной пластинкой, со сменной неперетачиваемой пластинкой |
| Материал режущей части | Быстрорежущие, твердосплавные, минералокерамические, алмазные |
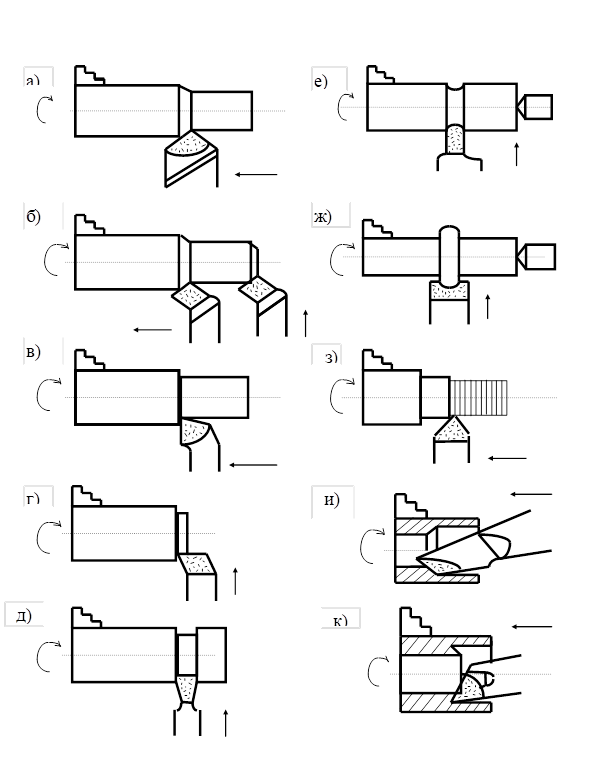
На рис.1 показаны конструкции наиболее часто используемых токарных резцов. Резец проходной прямой (рис.1а) применяется при обдирочных (черновых) операциях. Стандартный проходной отогнутый резец (рис. 1б) облегчает подвод резца к обрабатываемым поверхностям сложной формы, квадратная пластинка допускает большое количество переточек. Отогнутая форма головки обеспечивает универсальность резца: позволяет производить подрезку и торцовку нижним углом. Обдирочные проходные резцы работают при значительных припусках и подачах, поэтому имеют достаточно жесткое и прочное сечение.
При подрезке торцов ступенчатых валов используются резцы подрезные (рис.1г), для прорезки канавок - резец канавочный широкий. Наличие у канавочного резца двух боковых режущих граней позволяет
58 Стадии законотворчества - лекция, которая пользуется популярностью у тех, кто читал эту лекцию.
Рис.1 Классификация токарных резцов по назначении.
а – проходной прямой; б – проходной отогнутый; в – проходной упорный; г – подрезной;
д – отрезной; е – прорезной; ж – фасонный; з – резьбовой; и – расточной; к – упорный.
работать в обе стороны – к передней и задней бабкам станка. Для растачивания отверстий предназначены резцы расточные, которые могут быть проходными (рис. 1и) и упорными (рис. 1к). Расточной проходной резец используется при расточке сквозных отверстий, а упорный – для глухих отверстий. Канавки в отверстиях обрабатываются расточным канавочным резцом.
Отрезные резцы (рис..1д) поперечной подачей режут одновременно тремя режущими кромками - передней и двумя боковыми. Узкое сечение режущей части резца не обеспечивает необходимого теплоотвода. Все три режущие кромки испытывают высокую концентрацию напряжений и температур. Вследствие того, что отрезные резцы работают с переменной скоростью (при перемещении резца к центру детали она убывает), подачи назначают низкие (0,05-0,1мм/об.).
При нарезании резьбы используются резьбовые резцы (рис.1з), профиль режущей части которых должен соответствовать профилю нарезаемой резьбы. Для обработки фасонных поверхностей применяют токарные фасонные резцы (рис. 1ж)



















