
Резьбонарезной инструмент
Резьбообрабатывающий инструмент
1. Резьбонарезной инструмент
1.1. Резьбонарезные резцы
 Резьбонарезные резцы – однолезвийный фасонный режущий инструмент, образующий профиль нарезаемой резьбы одновременно всеми точками режущей кромки. В процессе резания инструмент совершает относительно заготовки винтовое движение, ось которого совпадает с осью нарезаемой резьбы, а параметр – равен параметру резьбы.
Резьбонарезные резцы – однолезвийный фасонный режущий инструмент, образующий профиль нарезаемой резьбы одновременно всеми точками режущей кромки. В процессе резания инструмент совершает относительно заготовки винтовое движение, ось которого совпадает с осью нарезаемой резьбы, а параметр – равен параметру резьбы.
Резцы предназначены для нарезания внутренних и наружных резьб различного профиля.
Достоинства резцов:
- простота конструкции и технологии изготовления;
- универсальность;
- точность расположения оси;
- возможность обработки конических резьб и резьб с переменным шагом.
1.1.1. Типы резцов
а) По виду нарезаемой резьбы:
- метрические,
Рекомендуемые материалы
- трапецеидальные,
- трубные,
- дюймовые и т. д.
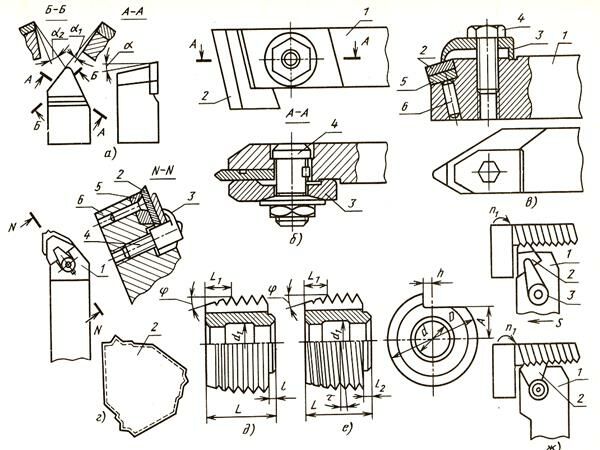
б) по конструкции:
- стержневые (Рис. 2. а, в, г, ж)
- круглые с кольцевой (Рис. 2. д) и винтовой нарезкой (Рис. 2. е),
- призматические (Рис. 2. б);
б) по форме режущей кромки:
- однопрофильные (Рис.2. а, б, в, г),
- многопрофильные (Рис.2. д, е,ж) –
резьбовые гребенки;
в) по исполнению режущей части:
- цельные (Рис.2 д, е),
- составные (Рис.2 а),
- сборные (Рис.2 в, г, ж);
г) по виду работы:
- черновые,
- чистовые;
 |
д) по типу нарезаемой резьбы:
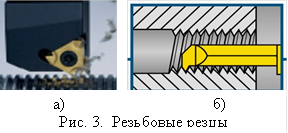
- наружные (Рис. 3, а),
- внутренние (Рис. 3, б);
е) по профилю режущей кромки:
-  с полным профилем (Рис.4.)
с полным профилем (Рис.4.)
полностью формируют профиль резьбы, включая и поверхность вершин; обеспечивается точность профиля по высоте и радиусов по вершине и впадине, что гарантирует прочность резьбы,
не требуется точного исполнения отверстия в заготовке и снятие заусенцев после обработки, но для каждого шага резьбы требуется свой инструмент.
-  с неполным профилем (Рис. 5) обеспечивают минимальную номенклатуру инструмента,
с неполным профилем (Рис. 5) обеспечивают минимальную номенклатуру инструмента,
не обрабатывают наружного диаметра резьбы, поэтому требуют точного диаметра заготовки,
могут использоваться для обработки резьб с разными шагами,
количество пластин на инструментальном складе сокращается,
1.1.2. Схемы резания
Форма и сечение срезаемого слоя для каждого реза зависят от последовательности срезания припуска, т.е. от схемы резания.
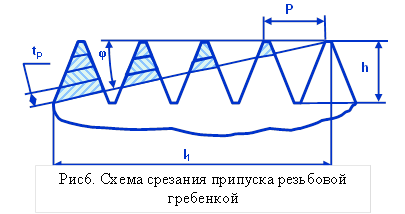
• Нарезание резьб мелкого модуля осуществляется за один проход. При нарезании однопрофильным резцом глубина резания tр равна высоте профиля резьбы h. При нарезании многопрофильным резцом (гребенкой) глубина резания уменьшается (рис.6):
 ,
,
где Р – шаг резьбы; l1 – длина режущей части.
• Многопроходное нарезание
а)  Радиальное врезание (рис.7)
Радиальное врезание (рис.7)
Достоинства:
- простой способ,
- высокая точность профиля,
- равномерный износ пластины.
Недостатки:
- жесткая стружка,
- повышенное давление на вершину,
- при нарезании крупной резьбы существует риск возникновения вибраций и плохого стружкообразования.
Используется для нарезания мелких резьб и при обработке закаленных материалов.
 Постепенное уменьшение глубины врезания (Рис.8.) обеспечивает постоянный объем стружки, срезаемой за каждый проход. Глубина врезания может изменяться от 0,2…0,35 мм вначале обработки до 0,02…0,09 мм на последнем проходе.
Постепенное уменьшение глубины врезания (Рис.8.) обеспечивает постоянный объем стружки, срезаемой за каждый проход. Глубина врезания может изменяться от 0,2…0,35 мм вначале обработки до 0,02…0,09 мм на последнем проходе.
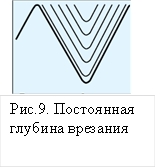
Постоянная глубина врезания (Рис.9.) обеспечивает наилучшее формирование стружки и повышение стойкости инструмента.
Начальное значение глубины врезания не должно превышать 0,12…0,18 мм, а на последнем проходе не должна быть менее 0,08 мм.
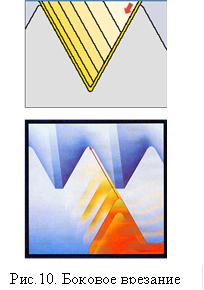
б) Боковое врезание (рис.10)
Достоинства:
- Лучше форма стружки
- Возможность направить стружку в нужную сторону
- Уменьшается тепловыделение
- Можно снизить вибрации
Недостатки:
-  Ухудшение качества обработанной поверхности
Ухудшение качества обработанной поверхности
в) Боковое двухстороннее врезание (рис.11)
- Применяется для обработки резьб с большим профилем.
- Обеспечивает минимальный и равномерный износ пластины.
1.1.3. Геометрия
Задний угол на вершине – 15…200
 Инструментальные боковые задние углы можно рассчитать по формуле:
Инструментальные боковые задние углы можно рассчитать по формуле:
где ε – угол профиля резьбы.
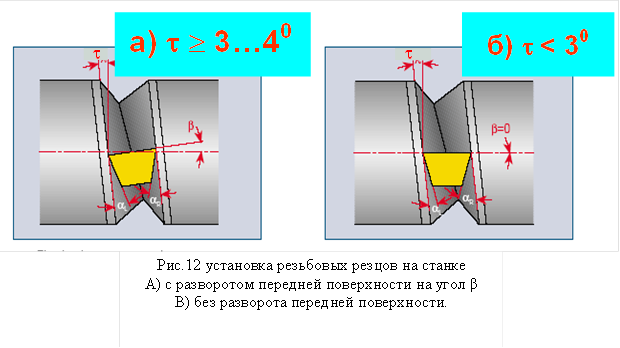
Геометрия резца зависят от его установки на станке. При малом угле подъема ось симметрии профиля резца располагают перпендикулярно к оси заготовки (рис. 12 б).
Если угол подъема резьбы больше 3…40, то резец наклоняют к оси заготовки под углом β = t (рис.12 а)
 |
подъема резьбы
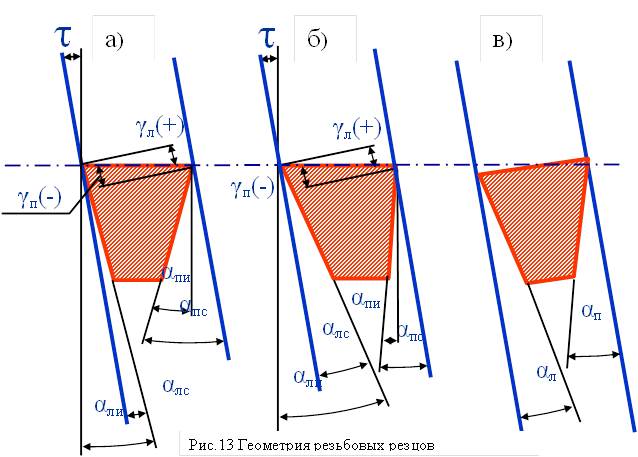
При установке резца без разворота (рис. 13 а) при равенстве инструментальных углов на левой и правой стороне профиля статические углы изменяются. С одной стороны инструментальный передний угол увеличивается а задний уменьшается, с другой стороны профиля – наоборот, передний уменьшается , а задний увеличивается.
 |
При установке резца без разворота значения статических задних углов с правой и левой стороны профиля можно выравнять, если произвеести заточку разных по величине инструментальных задних углов (рис.13 б).
Бесплатная лекция: "4 Химическая неоднородность слитков" также доступна.
При равенстве инструментальных углов на левой и правой стороне профиля статические углы можно выравнять, если произвести разворот резца на станке (рис.13 в). Но в этом случае профиль резца отличается от профиля нарезаемой резьбы. Требуется коррекционный расчет профиля.
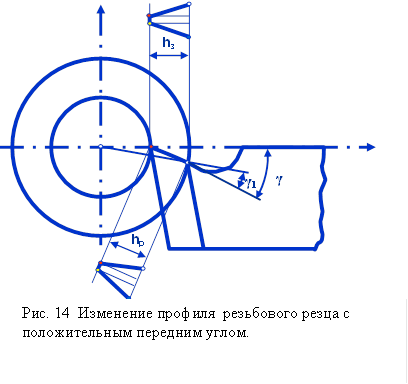
Наличие положительных передних углов также вызывает необходимость коррекционного расчета профиля резца (рис.14).
Рекомендуемые лекции
- Компенсация и коррекция отклонений в развитии
- Октябрьская революция и Гражданская война
- Подготовка агрессором необходимой инфраструктуры войны на национальной территории и самом социуме, определенном в качестве его жертвы
- 4 Химическая неоднородность слитков
- 90 Обязательства из неосновательного обогащения




















