
Обезвоживание полотна в прессовой части БДМ
4.6. Обезвоживание полотна в прессовой части БДМ
Типы прессов
По числу валов прессы бывают двух-, трёх- и четырёхвальные.
По конструкции прессы могут быть обычные (с гладкими валами), отсасывающие, с подкладной сеткой, желобчатые, с сетчатым чулком, с промежуточным валиком и другие (рис.103).
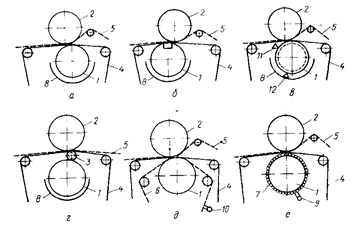
Рис. 103 - Схемы прессов: а – с гладкими валами; б – отсасывающий; в – с желобчатым валом; г – с промежуточным валиком; д – с подкладной сеткой; е – с сетчатым чулком; 1 – нижний вал; 2 – верхний вал; 3 – промежуточный валик; 4 – сукно; 5 – бумага; 6 – подкладная сетка; 7 – сетчатый чулок; 8 – корыто; 9 – воздушный шабер; 10 – отсасывающий ящик; 11 – шабер; 12 – металлическая пластина
Прессы также подразделяют на прямые, обратные, сглаживающие (офсетные) и горячие.
Обычный пресс состоит из двух гладких валов, нижний из которых обрезиненный или с полиуретановым покрытием, верхний - гранитный или металлический с покрытием из кварцевой резины (стоннитом).
Рекомендуемые материалы
Верхний вал смещён по отношению к нижнему на 50–120 мм с целью облегчения стока отжимаемой воды. Такой пресс применяют на тихоходных бумагоделательных машинах, так как с увеличением скорости машины возрастает встречное сопротивление воды (она может двигаться не только по сукну, но и по бумажному полотну), под действием гидравлического сопротивления волокна смещаются назад и образуются поперечные разрывы и складки.
Отсасывающий пресс имеет нижний вал с перфорированной рубашкой (диаметр отверстий 4–5 мм), снабженный отсасывающей камерой (ширина камеры 120–150 мм, в которой поддерживается вакуум 50–65 кПа). Обезвоживание осуществляется прессованием, а отжатая влага удаляется через перфорацию вала, преодолевая 5–6 мм к ближайшему отверстию.
Пресс с подкладной сеткой, так называемый «Фабрик-пресс», отличается от обычного тем, что между сукном и нижним гладким валом находится синтетическая сетка, в ячейки которой поступает отжатая вода. Вода из сетки удаляется с помощью отсасывающего ящика или продувкой воздухом.
Пресс с желобчатым валом «Вента-Нип» имеет нижний вал из бронзовой или стальной рубашки либо с полиуретановым покрытием. На вал нанесены по спирали желобки шириной 0,5 мм, глубиной 2,5 мм и шагом между ними 3 мм. Отжатая вода движется к желобкам, преодолевая не более 1,5 мм, что в несколько раз меньше, чем у отсасывающего вала, и удаляется под действием центробежной силы. Желобчатые валы работают при повышенном линейном давлении (100–120 кН/м). Для устранения маркировки бумаги желобками следует применять иглопробивные сукна массой 1–1,4 кг/м2.
Пресс с чулком - то же самое, что и пресс с подкладной сеткой, только вместо длинной сетки - чулок-рубашка из синтетического волокна, обладающий усадкой при нагревании.
Пресс с промежуточным валиком, или пресс высокой интенсивности (High Intensity Nip Press). Эффективность действия этого пресса основана на резком уменьшении зоны прессования, в связи с чем возрастает удельное давление на бумажное полотно. Между валами пресса находится вспомогательный стальной валик диаметром 100–150 мм, имеющий на поверхности спиральные желобки, через которые отводится отжимаемая вода.
Пресс с удлинённой зоной прессования. Увеличение времени воздействия высокого давления резко повышает эффективность обезвоживания полотна. Эту задачу можно решить увеличением диаметра прессовых валов (до 1,8 м), применением мягкой облицовки валов, оснащением прессов двумя сукнами, использованием вместо одного из валов пресса прижимного вогнутого башмака. Распространение получили пресс с удлинённым захватом фирмы «Beloit» и пресс «Flexonip» фирмы «Voith» (рис. 104). Ширина башмака 250 мм. Верхний вал с регулируемым прогибом. Давление в зоне прессования может достигать 1000 кН/м. Применение подобных прессов позволяет получать сухость полотна перед сушильной частью бумагоделательной машины 44–55 %, что экономит до 25% пара в сушильной части буммашины.
а) б)
Рис.104 - Схема прессов фирмы «Beloit » (а): 1 – верхний вал; 2 – полотно; 3 – нижнее сукно; 4 – башмак; 5 – камера; 6 – лента; 7 – место подачи смазки; 8 – верхнее сукно; «Flexonip » фирмы «Voith » (б) с расширенной зоной прессования: 1 – ротационный верхний вал; 2 – особо длинная зона прессования; 3 – верхнее сукно; 4 – бумага; 5 – нижнее сукно; 6 – ротационная пластиковая рубашка
Трёх- и четырёхвальные прессы (рис.105) позволяют уменьшить размеры прессовой части бумагоделательной машины и способствуют снижению обрывности бумажного полотна. Валы этого пресса могут быть различной конструкции, т.е. простые, отсасывающие, желобчатые и др. Расположение валов может быть горизонтальное, наклонное, треугольное и др.
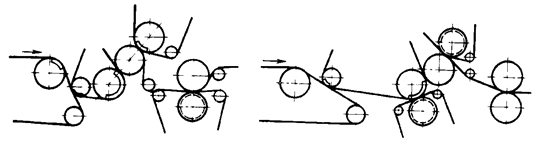
Рис. 105 - Схема работы трех- и четырехвальных прессов
Под действием собственной массы и нагрузки валы прессов, особенно при большой ширине машины, прогибаются, что ведет к неравномерности давления между валами по линии их контакта, а следовательно, и к неравномерности влажности по ширине бумажного полотна. Прессовые валы изготавливают с бомбировкой (с увеличением диаметра посередине), чтобы компенсировать прогиб вала за счёт массы и давления верхнего вала на нижний. Величина бомбировки зависит от размера валов и давления верхнего вала на нижний.
Однако сложность изготовления таких валов и невозможность регулировки привели к созданию принципиально новых конструкций валов – валов с регулируемым прогибом.
В настоящее время применяют валы с регулируемым прогибом типа «Кюстерс» (рис.106).
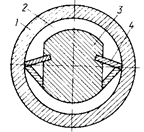
Рис.106 - Вал с регулируемым прогибом типа «Кюстерс»: 1 – цилиндр; 2 – камера; 3 – сердечник; 4 – продольное уплотнение
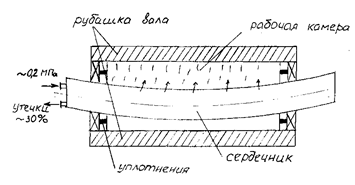
Вал «Сим-Ролл» – с зонным регулированием, имеет неподвижный центральный сердечник, который принимает на себя всю нагрузку, и свободно вращающуюся рубашку, опирающуюся на гидравлические элементы, установленные в отверстия центрального сердечника (рис. 107).
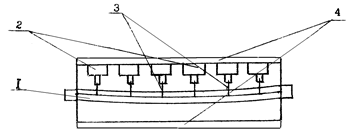
Рис. 107 - Схема прессового вала с регулируемым прогибом: 1 – сердечник; 2 – поршни гидравлической системы; 3 – маслопроводы; 4 – рубашка вала
Таким образом, подавая под высоким давлением масло в поршни гидравлических элементов можно регулировать бомбировку на разных участках. Центральный сердечник изготовлен из чугуна или стали, в торце - каналы, через которые поступает масло в гидроцилиндры.
Валы Nipco
Эти валы нашли широкое применение в прессовой части и при каландрировании.
Валы Nipco – это валы с регулируемым прогибом, которые обеспечивают необходимое линейное давление в каждой точке полотна по всей ширине машины. Этот вал состоит из неподвижной оси и вращающейся рубашки, которая покрыта эластичным рукавом. Изменение линейного давления по ширине машины обеспечивается опорными элементами, которые установлены на неподвижной оси и под действием гидравлической системы оказывают давление на рубашку вала с внутренней стороны. Гидравлическое давление можно задать отдельно для каждого элемента, что позволяет регулировать распределение линейного давления в захвате.
Вал NipcoTex оборудован эластичным рукавом, который может одновременно прижиматься к двум, расположенным под углом 90о друг к другу валам (рис.108).
Вал Monoroll (рис.109) поставляется либо с закаленной стальной рубашкой (для жесткого зажима), либо с незакаленной стальной рубашкой с пластиковым покрытием рубашкой (для мягкого зажима).
Рис.108 - NipcoTex Рис.109 - Monoroll
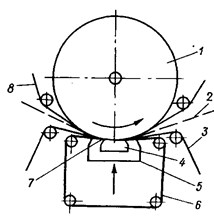
Пример башмачного пресса приведен на рис. 110.
Рис.110 - Пример башмачного пресса
Смазочное масло используется, в том числе для гидродинамической смазки между башмаком и прессовым рукавом.
Для БДМ малой и средней обрезной шириной оправдано расположение прессового вала в качестве ответного валу Nipco Flex (т.е. башмачный пресс снизу).
Прессовые части современных бумагоделательных машин
Современные БДМ и КДМ, как правило, специализируются на выработке определенного вида продукции, требования к качеству которой определяют конструктивные особенности машины. Эффективность обезвоживания бумажного полотна, как отмечалось ранее, определяется сопротивлением сжатию волокнистого скелета и сопротивлением фильтрации воды в сжимаемом полотне. Для некоторых видов бумаги решающим фактором является сопротивление сжатию бумажного полотна. Это, например, санитарно-гигиенические виды бумаги, высококачественная бумага массой до 100 г/м2, включая офсетную и др. Поскольку проницаемость этих видов бумаги велика и в сжатом состоянии, то гидравлическое давление в порах полотна мало даже при больших внешних нагрузках. Поэтому для этих видов продукции применяют прессы с относительно «жесткой» зоной контакта валов, образуемой, например, гранитным валом и желобчатым валом с рубашкой из коррозионно-стойкой стали без резинового покрытия. Учитывая малую массу 1 м2 таких видов бумаги, а следовательно, и сравнительно небольшое количество воды, удаляемой при прессовании, в таких прессах применяют легкие, но жесткие сукна. Большое значение на конечную сухость в этом случае оказывает повторное увлажнение бумаги на выходной стороне зоны прессования. В связи с этим на тихоходных и среднескоростных машинах, вырабатывающих данные виды продукции, не применяется прессование между двух сукон. Для уменьшения обратного впитывания применяют сукна с тонкими волокнами ватки на лицевой стороне сукна.
К видам бумаги, на обезвоживание которых решающее влияние оказывает повышенное сопротивление полотна фильтрации воды, относится бумага, вырабатываемая из массы высокой степени помола, и бумага и картон с большой массой 1 м2. При прессовании такой бумаги следует, в первую очередь, увеличивать продолжительность прессования. Поэтому наиболее рациональным в данном случае является применение прессов с удлиненной зоной прессования. При использовании прессов валкового типа увеличить продолжительность прессования можно с помощью валов большого диаметра с более мягкими покрытиями и более тяжелых сукон. Целесообразно прибегать к подогреву бумажного полотна.
Прессовая часть большей части современных машин состоит из компактного многовального пресса с тремя или четырьмя зонами прессования, после которого при необходимости может устанавливаться один или два отдельно стоящих двухвальных пресса. Из наиболее часто применяемых схем прессовых частей можно назвать следующие: Twinver пресс, Tri-nip пресс, Bi-nip пресс, Tri-Vent пресс, универсальный пресс.
Twinver пресс состоит из пересасывающего, отсасывающего, гранитного и желобчатого валов (рис. 111). Пресс позволяет уменьшить сеточную маркировку, поскольку сеточная сторона бумажного полотна в двух захватах контактирует с гладкой поверхностью гранитного вала. В третьей зоне прессования с гладкой поверхностью контактирует верхняя сторона бумаги. Достоинством является также то, что первая открытая проводка бумажного полотна происходит после двух зон прессования. Пресс обеспечивает легкое удаление брака. Недостатками данной конструкции являются: возможность образования воздушных пузырей перед третьей зоной прессования и опасность обрыва на открытом участке между второй и третьей зонами прессования.
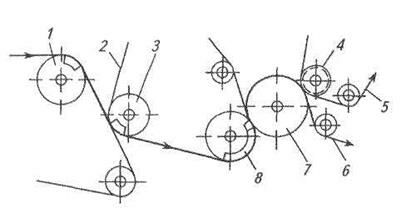
Рис. 111 - Схема Twinver пресса:
1 – гауч-вал; 2 – сукно пикап; 3 – пересасывающий вал; 4 – верхний желобчатый вал; 5 – сукно; 6 – бумажное полотно; 7 – гранитный вал; 8 – отсасывающий вал
Tri-nip пресс (рис.112) состоит из пересасывающего вала и многовального пресса, образованного двумя желобчатыми, отсасывающим и гранитным валами.
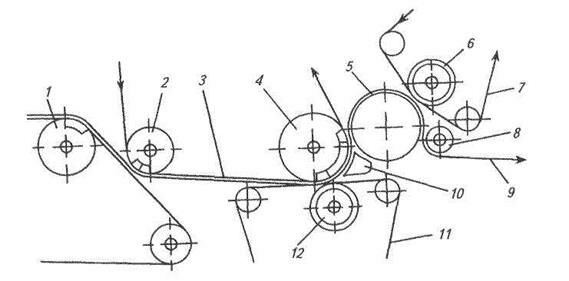
Рис. 112 - Схема Tri-nip пресса с паровой камерой:
1 – гауч-вал; 2 – пересасывающий вал; 3 – сукно пикап; 4 – отсасывающий вал; 5 – гранитный вал; 6, 12 – желобчатые валы; 7 – верхнее сукно; 8 – бумаговедущий валик; 9 – бумажное полотно; 10 – паровая камера; 11 – нижнее сукно
В этом прессе вместо гранитного вала часто применяется гладкий вал с покрытием из заменителя гранита. В первой зоне, образованной нижним желобчатым и отсасывающим валами, прессование происходит между двух сукон. Во второй зоне, образованной отсасывающим и гранитным валами, и в третьей зоне, образованной гранитным и верхним желобчатым валами, бумажное полотно прессуется с одним сукном. Достоинством пресса является то, что первая открытая проводка полотна происходит только после третьей зоны прессования, где бумажное полотно обладает уже достаточно высокой прочностью. Для повышения эффективности обезвоживания напротив второй камеры отсасывающего вала возможна установка паровой камеры. Однако при этом надо учитывать и повышение температуры гранитного вала. Это опасно как из-за возникновения температурных напряжений, способных привести к разрушению вала, так и из-за пересыхания поверхности вала и нарушения нормальной работы шаберов.
Недостатком Tri-nip пресса является высокая нагрузка на отсасывающий вал, обусловленная его контактом с двумя валами. Это требует увеличения толщины рубашки вала или уменьшения живого сечения поверхности по сравнению с обычными отсасывающими валами. Более высокие требования предъявляются и к покрытию вала. Оно должно иметь достаточно высокую твердость, чтобы уменьшить потери на гистерезис и, следовательно, уменьшить разогрев покрытия.
Разновидностью рассматриваемой компоновки, позволяющей устранить эти недостатки, является схема Tri-nip пресса с дополнительным желобчатым валом (рис. 113).
В этой схеме гранитный вал поднят над отсасывающим валом, а вторая зона прессования образована желобчатым и гранитным валами. Это позволяет увеличить давление во второй и в третьей зонах прессования. При этом уменьшается опасность чрезмерного нагрева гранитного вала при установке паровой камеры у отсасывающего вала, однако необходимо устанавливать дополнительный желобчатый вал. Следует отметить, что в обоих вариантах имеет место разносторонность вырабатываемой бумаги, поскольку ее сеточная сторона соприкасается с гранитным валом два раза, а лицевая – ни разу.
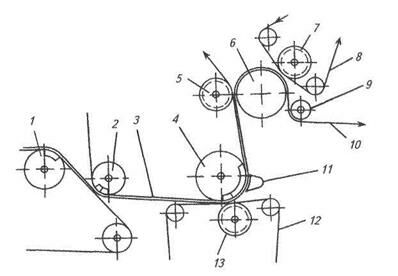
Рис. 113 - Схема Tri-nip пресса с дополнительным желобчатым валом:
1 – гауч-вал; 2 – пересасывающий вал; 3 – сукно пикап; 4 – отсасывающий вал; 5, 7, 13 – желобчатые валы; 6 – гранитный вал; 8 – верхнее сукно; 9 – бумаговедущий валик; 10 – бумажное полотно; 11 – паровая камера; 12 – нижнее сукно
Для уменьшения разносторонности прессовая часть, содержащая Tri-nip пресс, часто оснащается отдельно стоящим двухвальным прессом. Такая прессовая часть используется на высокоскоростных машинах, вырабатывающих писче-печатные виды бумаги. Типичные значения давления в зонах прессования составляют 65, 80 и 120 кН/м.
Модификацией Tri-nip пресса является Bi-nip пресс (рис. 114), отличающийся отсутствием верхнего желобчатого вала. Поскольку перед первым участком свободной проводки бумажного полотна в этом случае имеется только две зоны прессования, эту схему целесообразно применять при выработке легко обезвоживаемых видов бумаги и картона.
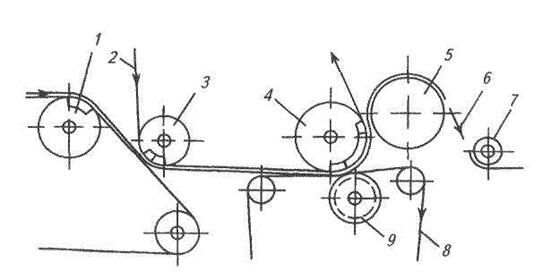
Рис. 114 - Схема Bi-nip пресса:
1 – гауч-вал; 2 – сукно пикап; 3 – пересасывающий вал; 4 – отсасывающий вал; 5 – гранитный вал; 6 – бумажное полотно; 7 – бумаговедущий валик; 8 – нижнее сукно; 9 – желобчатый вал
На высокоскоростных машинах, вырабатывающих газетную бумагу, хорошо зарекомендовала себя схема Tri-Vent пресс (рис. 115). В этой схеме, в отличие от схемы Tri-nip пресса, на гранитном валу установлен третий желобчатый вал с собственным сукном. Первая свободная проводка бумажного полотна происходит после четырех зон прессования. Поэтому опасность обрывов даже при работе на высоких скоростях мала.
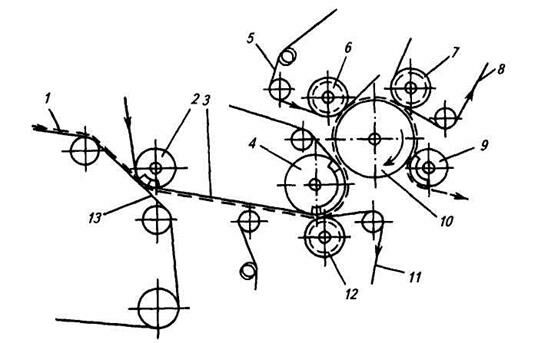
Рис. 115 - Схема Tri-Vent пресса:
1 – бумажное полотно; 2 – пересасывающий вал; 3 – сукно пикап; 4 – отсасывающий вал; 5, 8 – верхние сукна; 6, 7, 12 – желобчатые валы; 9 – бумаговедущий валик; 10 – гранитный вал; 11 – нижнее сукно; 13 – сетка
Большое распространение получили универсальные прессы, отличающиеся компактной конструкцией, например, трехвальный Combi пресс (рис. 116). В этом прессе первый вал отсасывающий с двумя камерами – широкой и узкой. Второй вал гранитный, третий – желобчатый. Первый и третий валы – приводные. Преимуществами этого пресса являются: способность работать с бумагой разной массы 1 м2; нет опасности отделения бумажного полотна от сукна пикап; повышение гладкости сеточной стороны; легкость удаления брака. При необходимости в прессовую часть может быть добавлен отдельно стоящий пресс. В последнее время в этом качестве часто используется пресс с валами большого диаметра, что позволяет существенно повысить сухость после прессовой части.
С увеличением скорости машины и содержания в композиции бумаги и картона полуфабрикатов высокого выхода и макулатуры возникла необходимость в существенном увеличении продолжительности прессования. Кроме того, при больших скоростях возникает опасность обрывов бумажного полотна вследствие возрастания его натяжения под действием центробежных сил. Применение в прессовых частях башмачных прессов позволило избежать этой опасности.
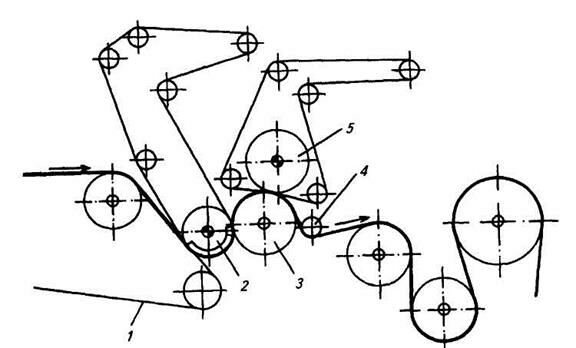
Рис. 116 - Схема Combi пресса:
1 – сетка; 2 – отсасывающий вал; 3 – гранитный вал; 4 – бумаговедущий валик; 5 – желобчатый вал
Четырехвальный пресс (рис.117) состоит из пересасывающего вала и многовального пресса, образованного двумя желобчатыми, отсасывающим и гранитным валами. Для усиления обезвоживающей способности этого пресса могут установить паровую камеру.
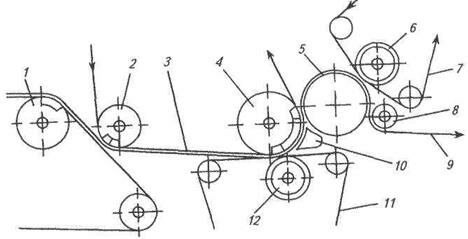
Рис. 117 - Схема пресса с паровой камерой:
1 – гауч-вал; 2 – пересасывающий вал; 3 – сукно пикап; 4 – отсасывающий вал; 5 – гранитный вал; 6, 12 – желобчатые валы; 7 – верхнее сукно; 8 – бумаговедущий валик; 9 – бумажное полотно; 10 – паровая камера; 11 – нижнее сукно
При наличии паровой камеры в этом прессе вместо гранитного вала часто применяется гладкий вал с покрытием из заменителя гранита. В первой зоне, образованной нижним желобчатым и отсасывающим валами, прессование происходит между двух сукон. Во второй зоне, образованной отсасывающим и гранитным валами, и в третьей зоне, образованной гранитным и верхним желобчатым валами, бумажное полотно прессуется с одним сукном. Достоинством пресса является то, что первая открытая проводка полотна происходит только после третьей зоны прессования, где бумажное полотно обладает уже достаточно высокой прочностью. Для повышения эффективности обезвоживания напротив второй камеры отсасывающего вала возможна установка паровой камеры. Однако при этом надо учитывать и повышение температуры гранитного вала. Это опасно как из-за возникновения температурных напряжений, способных привести к разрушению вала, так и из-за пересыхания поверхности вала и нарушения нормальной работы шаберов.
Недостатком этого пресса является высокая нагрузка на отсасывающий вал, обусловленная его контактом с двумя валами. Это требует увеличения толщины рубашки вала или уменьшения живого сечения поверхности по сравнению с обычными отсасывающими валами. Более высокие требования предъявляются и к покрытию вала. Оно должно иметь достаточно высокую твердость, чтобы уменьшить потери на гистерезис и, следовательно, уменьшить разогрев покрытия.
Разновидностью рассматриваемой компоновки, позволяющей устранить эти недостатки, является схема пресса с дополнительным желобчатым валом (рис. 118).
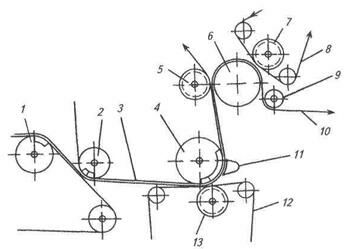
Рис. 118 - Схема пресса с дополнительным желобчатым валом:
1 – гауч-вал; 2 – пересасывающий вал; 3 – сукно пикап; 4 – отсасывающий вал; 5, 7, 13 – желобчатые валы; 6 – гранитный вал; 8 – верхнее сукно; 9 – бумаговедущий валик; 10 – бумажное полотно; 11 – паровая камера; 12 – нижнее сукно
В этой схеме гранитный вал поднят над отсасывающим валом, а вторая зона прессования образована желобчатым и гранитным валами. Это позволяет увеличить давление во второй и в третьей зонах прессования. При этом уменьшается опасность чрезмерного нагрева гранитного вала при установке паровой камеры у отсасывающего вала, однако необходимо устанавливать дополнительный желобчатый вал. Следует отметить, что в обоих вариантах имеет место разносторонность вырабатываемой бумаги, поскольку ее сеточная сторона соприкасается с гранитным валом два раза, а лицевая – ни разу.
Для уменьшения разносторонности прессовая часть, содержащая четырехвальный пресс, часто оснащается отдельно стоящим двухвальным прессом. Такая прессовая часть используется на высокоскоростных машинах, вырабатывающих писче-печатные виды бумаги. Типичные значения давления в зонах прессования составляют 65, 80 и 120 кН/м.
Одной из важнейших разработок фирмы «Voith» является прессовая часть Tandem NipcoFlex (рис.119), состоящая из двух прессов с расширенной зоной прессования. Эта конструкция позволяет удалить большое количество воды при низком давлении прессования, что исключает опасность раздавливания влажного полотна и сохраняет пухлость картона, а также обеспечивает высокую гладкость картона даже при высоких скоростях картоноделательной машины.
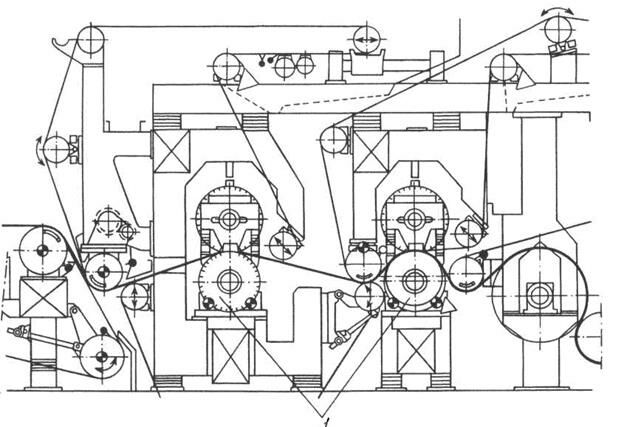
Рис. 119- Прессовая часть Tandem NipcoFlex:
1 –прессы
Покрытия прессовых валов
Для облицовки прессовых валов применяют резины из натурального и синтетического каучука, а также различные полимерные материалы. Выбор покрытия определяется их функциональным назначением, а в некоторых случаях – и композицией бумажной массы. Так, в древесной массе содержится большое количество смолы, которая отрицательно влияет на мягкое покрытие вала, придавая ему липкость. Поэтому твердость валов в этом случае должна быть более высокой (для оценки твердости часто применяют прибор Pusey and Jenes). От правильного выбора покрытия зависят такие параметры как ширина зоны прессования, распределение давления по ширине зоны прессования, долговечность сукна и т.д.
В настоящее время широко применяются покрытия из полиуретана. По сравнению с резиновыми полиуретановые покрытия имеют более высокие прочность и сопротивление абразивному износу, меньшее значение коэффициента трения скольжению. Все полиуретаны устойчивы к действию слабых кислот и щелочей, минеральных и растительных масел, смазок, керосина, бензина и т.д.
Наибольшее распространение полиуретановые покрытия получили в отсасывающих, желобчатых и глухосверленных прессовых валах.
После ряда крупных аварий с гранитными валами, используемыми в прессах с подогревом бумажного полотна, начались интенсивные поиски материалов, близких по своим свойствам к граниту, но способных работать в условиях повышенных температур. Одним из таких материалов является материал Top Rock, представляющий собой твердую синтетическую смолу со специальными наполнителями. Это покрытие может работать при температурах до 110 оС и линейных давлениях до 350 кН/м. Другое известное покрытие – Unirock. Это материал на основе полиуретана с наполнителями в виде шпата и кварца. В последние годы отлично зарекомендовал себя покрытия, разработанные фирмой «Scapa Kern», известные под маркой Cera. Все типы покрытий семейства Cera наносятся плазменным напылением. При этом напыляемые частицы керамического или металлического порошка (проволоки) расплавляются и наносятся на поверхность вращающегося вала. Керамическое покрытие CeraLease и CeraLease S (добавлен фторсодержащий полимер) используются для центральных прессовых валов. Твердометаллические покрытия CeraVac и CeraVent рекомендуются для любых типов отсасывающих и желобчатых прессовых валов, эксплуатируемых без резинового или полиуретанового покрытия.
Новые покрытия валов
На металлическую рубашку с помощью связующего слоя наносится многослойная основа, усиленная стекловолокном (рис.120). Далее следует полимерный слой с трехмерной структурой. Он связывает многослойную основу с рабочим слоем из полиуретана. При этом структура рабочего слоя позволяет увеличить глубину желобков для эффективного водоотведения (глубина желобков до 3 мм при ширине от 0,4 до 0,9 мм, шаг 1,8…2,5 мм.)
За счет увеличения глубины желобков увеличивается водосохраняющий объем покрытий и ускоряется отведение воды. В отдельных случаях ими можно полностью заменить глухосверленныые валы, которые часто дают теневую маркировку на бумаге.
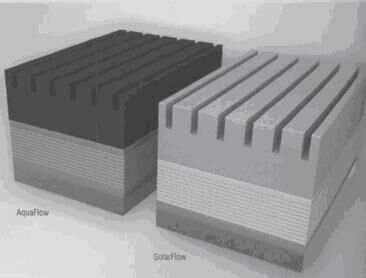
Рис. 120 -Новые покрытия валов
Композитные валы
Для получения высококачественных валов используют валы с композитным покрытием (например, из углепластика).
Композитным валам, в отличие от стальных валов, не требуется времени для равномерного нагрева при пуске, что позволяет существенно сократить количество бумажного брака при пуске БДМ.
Валы из углепластика гасят вибрацию, имеют повышенную жесткость и намного легче обычных валов, применяются во всех частях машины (рис.).
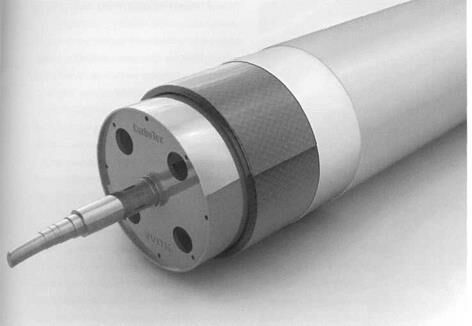
Рис. 121 - Схематическое изображение вала с композитным покрытием
Механизм обезвоживания полотна в прессе
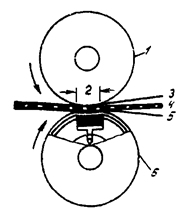
В процессе прохождения бумажного полотна через пресс можно выделить две стадии: I – возрастающего давления и II – снижающегося давления.
На первой стадии (рис. 122) происходит сжатие полотна и сукна, вода из сжатого полотна переходит в сукно. После достижения максимального давления начинается вторая стадия, на которой происходит восстановление толщины сукна и бумаги вследствие их упругости и идёт обратное всасывание воды из сукна в бумагу под действием сил капиллярного всасывания, так как размер пор в бумаге меньше, чем в сукне.
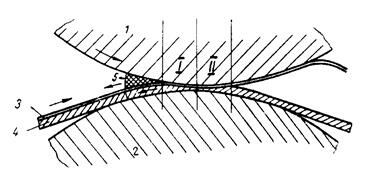
Рис. 122- Механизм прессования (I, II – фазы обезвоживания): 1 – верхний вал; 2 – нижний вал; 3 – бумажное полотно; 4 – прессовое сукно; 5 – вода
Факторы, влияющие на процесс прессования бумажного полотна
С повышением удельного давления увеличивается сухость полотна, плотность, механические показатели вследствие лучшего контакта между волокнами, уменьшается пористость и непрозрачность. Линейное давление по мере увеличения сухости полотна от первого к последующим прессам увеличивается от 30–40 кг/см до 120 кг/см.
С повышением скорости работы машины обезвоживание на прессах ухудшается, так как уменьшается время прессования.
Композиция и степень помола массы. Целлюлозные хорошо размолотые волокна, имеющие на поверхности большое количество гидроксильных групп, более прочно удерживают воду, чем древесная масса той же степени помола, так как гидроксильные группы в древесной массе блокированы лигнином.
С повышением температуры понижается вязкость воды, облегчается обезвоживание. Иногда полотно подогревают, но это усиливает маркировку бумаги сукнами.
С уменьшением массы 1 м2 ниже 200 г сухость уменьшается, что объясняется обратным ходом влаги из сукна в бумагу под действием сил капиллярного всасывания. С целью снижения обратного перехода влаги из сукна в полотно последнее сразу же после выхода из зоны прессования необходимо отделять от сукна, пропуская через бумаговедущий валик.
Натяжение полотна. При чрезмерном натяжении полотна увеличивается анизотропия, при отсутствии натяжения полотно провисает, образуя складки, что является причиной обрывов.
На качество бумаги также влияет равномерность распределения давления между валами прессов по ширине машины, которая зависит от состояния облицовки валов и их бомбировки.
Прессовые сукна
К прессовому сукну предъявляются следующие требования:
высокая проницаемость, обеспечивающая низкое сопротивление течению воды в сукне;
большой объем порового пространства, обеспечивающий способность сукна переносить значительное количество воды;
низкая сжимаемость, обеспечивающая сохранение достаточной проницаемости и порового объема даже в середине зоны прессования;
равномерность распределения давления, передаваемого на бумагу;
стабильность в процессе работы и равномерность свойств по ширине сукна;
не вызывающее затруднений обезвоживание и кондиционирование прессового сукна;
способность гасить вибрации, возникающие при работе пресса;
высокая износостойкость и способность сопротивляться разрушающему действию химикатов;
быстрая приработка;
легкость установки и замены.
Современные прессовые сукна, как правило, изготовлены полностью из синтетических волокон и состоят из двух основных компонентов: основы (каркаса) и поверхностных слоев ваты, соединенных с основой иглопробивным способом (рис. 123). Иглопробивная машина имеет большое количество иголок с зазубринами, напоминающими по форме вязальные крючки. Иголки совершают возвратно-поступательные движения, пронизывая основу и ватку, которые движутся вместе с небольшой скоростью. Прокалывая каждый квадратный сантиметр сукна до 300 и более раз, иголки надежно соединяют ватку с основой сукна.
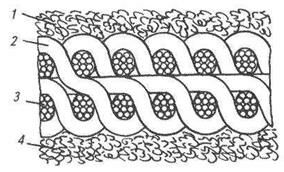
Рис. 123 - Поперечное сечение иглопробивного сукна:
1 – верхняя ватка; 2 – поперечные нити основы; 3 – продольные нити основы; 4 – нижняя ватка
Основа сукна может выполняться в виде одно-, двух- или трехслойной сетки или состоять из двух сеток, соединенных иглопробивным способом (ламинатные)
В качестве материалов для волокон, используемых при изготовлении сукон, применяют полиамиды (нейлон, капрон, силон и т.д.), реже полиэфиры (диолен, терилен, лавсан и т.д.) и полиакриды (долан, редон, уралон и т.д). Все синтетические волокна невосприимчивы к микроорганизмам, не повреждаются молью.
Увеличение массы 1 м2 сукон и их жесткости осложнило процесс их замены на машине. Решением этой проблемы стало появление сукон со швом. Концы этих сукон снабжены короткими и жесткими петлями. Соединение концов сукна осуществляется при помощи соединительного тросика, продеваемого через два ряда этих петель.
Самые современные прессовые сукна изготавливаются из нетканых материалов, т.е. продольных и поперечных нитей, которые не переплетаются друг с другом. Нетканые структуры практически не изменяют свои свойства в процессе эксплуатации.
Изображения современных прессовых сукон приведены на рис.124.
Рис. 124 - Изображения современных прессовых сукон
Кондиционирование прессовых сукон
При прессовании в зоне контакта валов в сукно вместе с вытесняемой из бумажного полотна водой переходят твердые частицы (мелкие волокна, наполнитель и т.д.), проклеивающие вещества, влагопрочные смолы. Они задерживаются в порах сукна, что ведет к снижению его проницаемости. Особенно опасно неравномерное забивание сукна по ширине, ведущее к появлению на бумажном полоне мокрых полос. В результате на бумаге в сушильной части образуются морщины и неизбежна пересушка бумаги для устранения участков с повышенной влажностью. Для поддержания сукна в нормальном состоянии применяются различные системы кондиционирования. Процесс кондиционирования обычно включает три основных этапа:
1) обработку сукна с целью отделения загрязняющих частиц от волокон;
2) предотвращение повторного соединения отделенных частиц с волокнами сукна;
3) удаление загрязняющих веществ и обеспечение требуемой влажности сукна перед входом в зону контакта.
Расположение элементов системы кондиционирования сукна показано на рис.125. На первом этапе используют спрыски высокого давления (СВД). На втором этапе при помощи спрысков низкого давления (СНД) подают большое количество воды. На третьем этапе избыточная вода вместе с загрязняющими частицами удаляется при помощи отсасывающих щелевых сукномоек.
Эффективность кондиционирования во многом определяется расположением спрыска относительно сукна. Так в современных системах кондиционирования СВД располагают с лицевой стороны сукна. И их задача – разрыхлить верхний слой ватки для облегчения удаления скопившихся в нем загрязнений. Установка СВД внутри сукна иногда применяется при выработке тонких видов бумаги, когда решающее значение имеет однородность поверхности лицевой стороны сукна. Струя спрыска должна иметь небольшой наклон против хода сукна (20…40о). В большинстве случаев эти спрыски снабжены игольчатыми соплами, но иногда применяют и веерные сопла с углом веера 30о. Диаметр отверстий игольчатых сопел 0,7…1,0 мм, веерных – 1,0…1,5 мм. Давление воды – 1,0…1,5 МПа при постоянной работе спрыска и может достигать 4 МПа при периодической работе. Обычно в начале работы сукна давление воды почти в два раза ниже, чем к концу срока его службы, когда оно уплотнено и поры его частично забиты. Рекомендуемый расход воды при давлении 2,5 МПа для сопел с диаметром 0,7 мм – 5 л/мин на 1 м ширины сукна, с диаметром 1,0 мм – 12 л/мин.
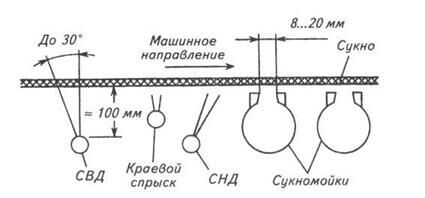
Рис. 125 - Расположение элементов системы кондиционирования сукна
Большое влияние на эффективность работы СВД оказывает также расстояние от спрыска до сукна. Обычно оно составляет 100…150 мм, т.к. на таком расстоянии струя сохраняет еще компактную форму.
Скорость движения СВД по ширине машины колеблется от 6 мм/мин на длинных сукнах тихоходных машин и до 100…150 мм/мин на сукнах высокоскоростных машин. Расстояние между отверстиями насадок обычно 150…200 мм. Величина хода спрыска по ширине машины принимается в два раза больше расстояния между отверстиями соседних насадок. Это гарантирует 100%-ную промывку сукна даже при забивании отдельных насадок.
Эффективность работы спрыска можно повысить, используя горячую воду. Желательно, чтобы температура воды составляла 40…60 оС.
Обычно в спрысках используют отфильтрованную водопроводную воду. Однако даже в этом случае возможно забивание отверстий спрыска. Поэтому применяют спрыски, способные самоочищаться. Например, известна конструкция спрыска, в котором с этой целью применена эластичная мембрана. Для получения игольчатой струи в центральной части мембраны имеется утолщение, в котором рассверлено отверстие. При забивании отверстия давление над мембраной повышается и мембрана деформируется. В результате частицы загрязнений вместе с водой выходят через отверстие.
На втором этапе, перед сукномойками, сукно обрабатывается большим количеством очищенной оборотной или свежей воды, что позволяет предотвратить повторное осаждение загрязняющих веществ на волокна сукна и облегчает его очистку. Для этого применяют СНД, создающие веерообразную струю, что обеспечивает смачивание большей площади поверхности сукна. Угол веера спрысков 40…60о. Давление воды 0,2…0,4 МПа. Расход воды зависит от массы сукна и положения пресса в прессовой части и обычно составляет 10…12 л/мин на каждый метр сукна. Расстояние между соплами СНД обычно 100…250 мм в зависимости от расстояния от сукна, которое также лежит в этом диапазоне. Поскольку ни один тип веерного спрыска не обеспечивает равномерного распределения воды, то желательно применение осциллирующих спрысков.
На третьем этапе вода, содержащая загрязнения, удаляется из сукна. В современных прессах это делается при помощи отсасывающих сукномоек. Простейшая сукномойка состоит из трубчатого корпуса, имеющего сквозную щель на стороне, соприкасающейся с сукном. Под действием вакуума, создаваемого в корпусе сукномойки при помощи вакуум-насосов, из сукна отсасывается вода. Ширина щели зависит от скорости машины и обычно составляет 10…14 мм. Скорость просасываемого через сукно воздуха в системе должно быть около 10 м/с. Время нахождения сукна над щелью 2…4 мс.
Промывка и кондиционирование одежды БДМ (рис. 126)
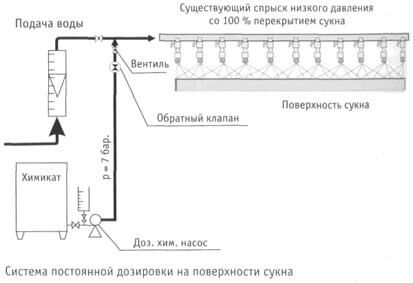
Рис.126 -
Химические реагенты, применяемые в данном направлении, условно можно разделить на три группы:
1. Препараты ПАВ – применяются, в основном, для периодической химической промывки одежды БДМ.
2. Препараты для шоковой промывки.
3. Препараты для постоянной промывки одежды с целью повышения эффективности работы систем кондиционирования.
Проблемы профиля влажности бумажного полотна обычно идентифицируются с профилями влажности и уплотнения прессового сукна.
«ДуоКлинер»- эффективная очистка сукон и сеток (рис. 127).
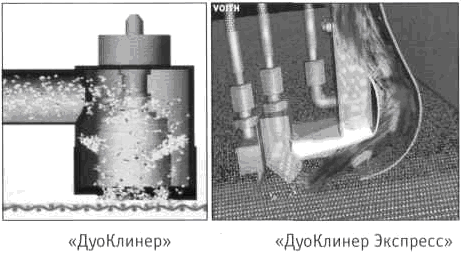
Рис.127 – Виды ДуоКлинеров
Основные проблемы, возникающие по мере загрязнения одежды БДМ:
- липкие загрязнения (приводят к увеличению обрывов);
- низкая водо- и воздухопроницаемость одежды (ухудшается поперечный профиль влажности);
- рост энергозатрат в результате повышения расхода пара и увеличения нагрузки на приводы;
- сокращение срока службы одежды, а также покрытий валов и шаберных лезвий из-за абразивного износа.
Очистка сушильных сеток
Для этой цели применяется «ДуоКлинер Экспресс». Это дает следующие преимущества:
- повышение эффективности сушки;
- стабильность бумажного полотна в сушильной части;
- высокая воздухопроницаемость сетки;
- улучшение поперечного профиля влажности;
Ещё посмотрите лекцию "1. Биофизика как наука" по этой теме.
- увеличение срока службы сетки;
снижение отложений на сушильных цилиндрах и шаберах.
Очистка формующих сеток и прессовых сукон осуществляется с помощью «ДуоКлинер».
Чистка «одежды» машины с высокой степенью эффективности может осуществляться на устройстве, состоящем из траверсирующей (перемещающейся поперек полотна) тележки с моющей головкой и насосного агрегата высокого давления.
Основным элементом устройства является чистящая головка: вращающаяся в устройстве «ДуоКлинер» и стационарная в устройстве «ДуоКлинер Экспресс». Нижняя часть чистящей головки в первом варианте вращается под действием реактивных сил, возникающих в тангенцально установленных соплах. Выходящие из вращающейся моющей головки водяные струи, пульсирующие в разных направлениях, попадают на частицу загрязнения движущейся сетки. Импульс струи с давлением до 350 бар надежно отделяет от одежды даже липкие частицы, что исключает применение химикатов для улучшения действия промывки. Он прижимается к сетке с помощью эластичной кромки. Отсос удаляет отделенные частицы грязи и водяной туман, что предотвращает образование водяных полос и унос сеткой отделенных частиц грязи.
Частицы загрязнений и свободные капли воды удаляются под действием вакуума. при повышенной жесткости воды рекомендуется устанавливать узел промывки чистящей головки.




















