Курсовая работа: Разработка САУ координатного сверлильно-фрезерного станка
Описание
«Координатный сверлильно-фрезерный станок для производства печатных плат»
2012 г.
Оглавление
РЕФЕРАТ. 4ВВЕДЕНИЕ.. 5
1 Устройство установки и её функционирование. 6
1.1 Общее описание работы установки. 6
1.2 Состав установки. 7
2 Система перемещения шпиндельного узла СПШ (K6-2-02.01.00.000) 7
2.1 Описание элементов системы перемещения шпиндельного узла. 7
2.1.1 Шаговые двигатели SD_X, SD_Y, SD_Z.. 7
2.1.2 Направляющие с кареткой RG _X, RG _Y, RG_Z.. 11
2.1.3 Винтовые передачи BSD_X, BSD_Y.. 11
2.2 Процессы системы перемещения шпиндельного узла. 12
2.2.1 Процесс «Позиционирование» . 12
2.2.2 Процесс «Загрузка ПП» . 13
2.2.3 Процесс «Выгрузка ПП» . 13
3 Шпиндельная система ШС (K6-2-02.02.00.000) 14
3.1 Описание элементов шпиндельной системы.. 14
3.1.1 Высокочастотный шпиндель ТМPE0. 14
3.2 Процессы шпиндельной системы.. 15
3.2.1 Процесс «Смена инструмента» . 15
3.2.2 Процесс «Фрезерование» . 16
3.2.3 Процесс «Сверление» . 18
3.2.4 Процесс «Остановка технологического процесса» . 19
4 Пневмосистема ПНЕВ (K6-2-02.03.00.000) 20
4.1 Описание элементов пневмосистемы.. 21
4.1.1 Компрессор K.. 21
4.1.2 Блок подготовки воздуха MSB4. 21
4.2 Действия, реализуемые пневмосистемой. 22
5 Система электропитания и управления СЭУ (K6-2-02.04.00.000) 22
5.1 Система электропитания СЭО.. 22
5.1.1 Силовой модуль SM... 23
5.1.2 Источник питания S_100_24. 24
5.1.3 Источник питания S_15_5. 24
5.1.4 Преобразователь частоты KEB_F5G3B.. 24
5.2 Система управления САУ.. 25
5.2.1 Компьютер рабочего места оператора. 25
5.2.2 Контроллер CPU188-5. 26
6 Требования к программному обеспечению координатного сверлильно-фрезерного станка 27
7 Расчет потребителей и выбор блоков питания. 28
8 Заключение. 31
9 Используемая литература. 32
ПРИЛОЖЕНИЕ.. 33
РЕФЕРАТ
В данном курсовом проекте рассмотрена система автоматизированного управления установкой сверления и фрезерования печатных плат.
Рассмотрены основные узлы САУ и проведено проектирование принципиальной схемы соединений.
Графическую часть проекта составляют 4 листа, выполненных в среде Компас-3D V13.
Расчетно-пояснительная записка составляет 33 листа, выполненных в среде Microsoft Word 2003. Записка содержит 12 таблиц.
Графическая часть курсового проекта содержит:
1. Процессную модель установки.
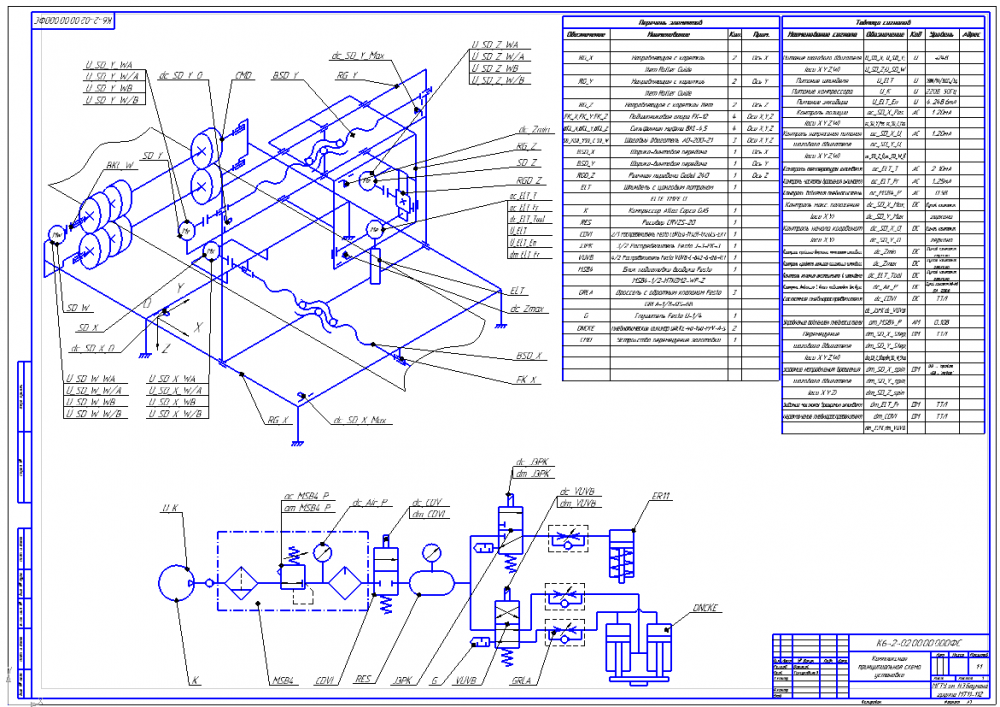
2. Комплексную принципиальную схему установки.
3. Таблицы сигналов и элементов.
4. Схему соединений.
Ключевые слова:
ДЛИННОМЕРНАЯ ПЕЧАТНАЯ ПЛАТА, СВЕРЛЕНИЕ, ФРЕЗЕРОВАНИЕ, АВТОМАТИЗАЦИЯ ПРОЦЕССА, АВТОМАТИЗАЦИЯ ПЕРЕМЕЩЕНИЯ ЗАГОТОВКИ.
Установка сверления печатных плат предназначена для механической обработки печатных плат (сверление отверстий, фрезерование изолирующих каналов) и ориентированы для применения на производствах, где необходимо сочетать высокую точность и качество обработки с большими размерами партий продукции. Наличие широкого набора дополнительных устройств (опций) делает ее способной выполнять операции по механической обработке заготовок печатных плат любого класса и размера.
Загрузка/выгрузка заготовок производится вручную. Система перемещения шпиндельного узла установки состоит из трех приводов: - перемещения по оси Х, Y на шариковой винтовой передаче (ШВП), а по оси Z – на речной передаче. Для сверления отверстий установлен высокоскоростной шпиндель с автоматической заменой инструмента. Способ фиксации заготовок: на первом цикле - с помощью зажимов, фиксируемых в призматическо-щелевых пазах стола, на последующих – с помощью устройства перемещения заготовки. Устройство перемещения заготовки состоит из системы зубчатых колес, его основной задачей является перемещение заготовки на один шаг обработки.
Шариковая винтовая передача обладает следующими преимуществами:
·высокая точность позиционирования
·скорость перемещения
·плавность хода
·нагрузочная способность
·осевая жесткость
·долговечностью
·высокий КПД 85-90%
·надежность работы на высоких скоростях
·реверсивность.
Для обеспечения перемещения шпинделя по оси Z применена реечная передача. Станок обеспечивает частоту вращения шпинделя 10 000-40 000об/мин. Возможная толщина платы для обработки 0,01-3,0 мм, диаметр сверления 0,5-2,5 мм. Фрезерование обычно ведется коническими фрезами с углом при вершине 60 или 30 градусов (в ряде случаев - менее 18 градусов). На станке можно обрабатывать заготовки плат максимальным размером 60000х350 мм.
Прототипы печатных плат могут быть изготовлены без применения фотохимических процессов - методом фрезерования. Основное преимущество механического метода - высокая оперативность и простота реализации.
Механическое изготовление плат происходит полностью на одном станке и включает следующие этапы:
1) подготовка управляющего файла для станка с ЧПУ;
2) фрезерование изолирующих каналов;
3) автоматическая сверловка заготовки;
4) металлизация переходных отверстий (возможны различные способы).
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel


















