Курсовая работа: Установка вакуумно - дугового нанесения покрытий
Описание
Расчетно-пояснительная записка
к курсовому проекту
«Системы автоматического управления технологического оборудования»
на тему:
«Установка вакуумно - дугового нанесения покрытий»
Москва, 2014
ЗАДАНИЕ
на курсовой проект по курсу «Основы проектирования систем автоматического управления оборудования электронных технологий».
Тема проекта: Установка вакуумно – дугового нанесения покрытий
1. Проработать описание работы машины, выбрать и обосновать состав его основных целевых функций, сервисных функций, функций коррекции цели.
2. Разработать комплексную принципиальную схему, как совокупность системы целевых механизмов, системы их энергообеспечения и системы управления, связанных материальными, энергетическими и информационными потоками.
3. Описать механический, энергетический и информационный интерфейс компонентов машины. Дать техническое задание и техническое предложение на САУ и основные элементы машины.
4. Разработать принципиальную электрическую схему элемента САУ или САУ в целом.
Содержание графической части.
- Процессная модель машины..................................................2 л.
- Комплексная принципиальная схема....................................1 л.
- Принципиальная электрическая схема..................................1 л.
Содержание расчетно-пояснительной записки.
- Введение. Описание целевого, механического и энергетического интерфейса спроектированной технологической машины.
- Описание процессной модели. Выбор и обоснование целевых, сервисных функций, и функций коррекции цели.
- Техническое задание и техническое предложение на систему управления машины по приведенной в Приложении 1 форме.
- Описание комплексной принципиальной схемы ФС. Обоснование структурно-компоновочного решения, выбор и согласование уровней потоков элементов.
- Документы, сопровождающие комплексную принципиальную схему:
- перечень элементов ПЭ;
- перечень потоков и сигналов ПС;
- технические задания на основные подсистемы и узлы машины ТЗ.
- Информационный поиск датчиков и исполнительных элементов машины и ее САУ, описание целевого, механического, энергетического и информационного интерфейса этих элементов ОЭ.
- Расчет и описание принципиальной электрической схемы.
- Заключение.
Аннотация
Курсовой проект содержит 5 графических листов, выполненных в пакете АСКОН КОМПАС V12. Расчетно-пояснительная записка выполнена в Microsoft Word 2010, содержит 50 листов формата А4. В проекте разработана система автоматического управления установкой нанесения тонких пленок металла.
1-ый лист (САУ К6-2-01.00.00.000 ПМ) содержит процессную модель работы САУ. На нем же содержатся 4 алгоритма работы отдельных процессов. Алгоритмы максимально облегчены для более понятного чтения, в РПЗ содержится подробное описание работы САУ.
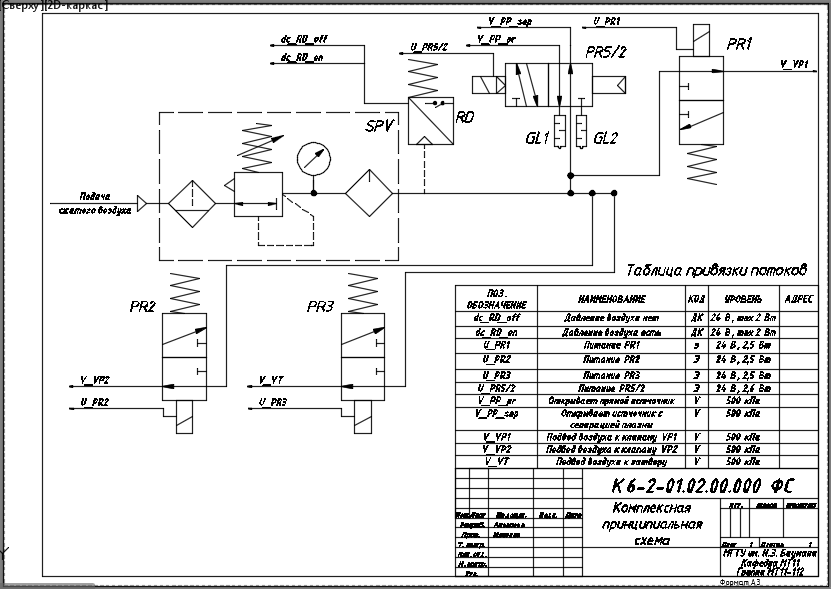
2-ой, 3-ий листы и 4-ый лист (САУ К6-2-01.01.00.000 ФС, САУ К6-2-01.02.00.000 ФС, САУ К6-2-01.02.00.000 ФС) содержат комбинированную функциональную схему установки с указанием всех энергетических и управляющих сигналов, а также схема блочного соединения САУ.
На 4-ом листе (САУ К6-1-1.00.00.000 Э3) представлена принципиальная электрическая схема соединений САУ.
Содержание
Стр.
Введение ………………………………………………………………………………….……..5
1 Описание установки……………………………………………………………………….6
1.1. Описание интерфейсов установки……………………………………………...7
2 Описание комплексной принципиальной схемы……………………………………….8
3 Описание процессной модели………………………......................................................12
4 Техническое задание и техническое предложение на систему управления…………14
4.1 Общие требования к алгоритму управления………………………………....14
4.1.1 Функции системы……………………………………………………………....14
4.1.2 Режимы работы………………………………………………………………...14
4.1.3 Основные целевые процессы………………………………………………….15
5 Информационный поиск элементов САУ и исполнительных механизмов………….18
5.1 Вакуумная система…………………………………………………………….18
5.1.1 Насос турбомолекулярный……………………………………………………18
5.1.2 Насос пластинчато-роторный………………………………………………....20
5.1.3 Вакууметр ионизационный…………………………………………………....20
5.1.4 Вакууметр термопарный………………………………………………………22
5.1.5 Клапан с электромагнитным приводом……………………………………....23
5.1.6 Клапан с пневмоприводом…………………………………………………….24
5.1.7 Затвор………………………………………………….......................................25
5.2 Система напыления………………………………………………………….....25
5.3 Система запуска технологического газа……………………………………...29
5.3.1 Клапан с электромагнитным приводом……………………………………....29
5.3.2 Клапан – натекатель…………………………………………………………....30
5.4 Система ввода движения в вакуум…………………………………………....31
5.4.1 Мотор – редуктор………………………………………………………………31
5.4.2 Поворотный привод……………………………………………………………33
5.5 Пневматическая система………………………………………………………36
5.6 Система нагрева………………………………………………………………..37
5.7 Система охлаждения…………………………………………………………...40
5.8 Система индикации…………………………………………………………….41
5.9 Программируемый логический контролер…………………………………...42
5.9.1 Центральный процессор……………………………………………………….42
5.9.2 Модуль дискретного ввода…………………………………………………….44
5.9.3 Модуль вывода………………………………………………………………….45
5.9.4 Модуль аналогового ввода/выхода……………………………………………45
5.9.5 Модуль обмена данными………………………………………………………45
5.9.6 Блок питания……………………………………………………………………46
6 Расчет и описание принципиальной электрической схемы……………………........47
Заключение……………………………………………………………………………………...48
Список литературы……………………………………………………………………………..49
Введение
Автоматизация производства - это основа развития современной промышленности, генеральное направление технического прогресса. Его целью является повышение эффективности труда, улучшение качества выпускаемой продукции, создание условий для оптимального использования всех ресурсов производства. Без управляющей электроники уже не может обойтись ни одна отрасль промышленности, особенно электронное машиностроение, где необходимо управление множеством технологических параметров при высочайшей точности и жестких требованиях к соблюдению технологии.
В основе конструкции и принципа действия установки вакуумно – дугового нанесения покрытий лежит технология испарения материала в катодном пятне электрической дуги. Технология дугового испарения – это процесс физического осаждении паров материала. Пар возникает в результате дугового разряда между катодом и приемником. Покрытие получается путём прямой конденсации пара наносимого материала на подложку. Осаждение и нанесение покрытия происходит в вакууме. Источники испарения, встроенные в двери, создают высокоионизированный металлический пар. При реакции металлического пара с азотом образуется нитрит металла. Затем эти нитриты осаждаются на заготовки. В результате образуется гладкая и твердая поверхность с очень высокой стойкостью к механическому износу.
Установка вакуумно – дугового нанесения покрытий предназначена нанесения износостойких покрытий, применяемых для увеличения срока службы инструментов и деталей машин, и декоративные покрытия.
Отметим, что в случае необходимости изменения профиля предприятия и перехода к производству электронных компонентов: печатных плат, светодиодов, с использованием метода физического осаждения, такого как магнетронное, установка вакуумно – дугового осаждения не требуют серьезных конструкционных изменений. Модернизация оборудования, связана в основном с установкой магнетронов вместо дуговых источников. При этом затратная часть на проведение этих работ незначительна и составляет не более 20% от стоимости установки НОВ.
В установке предусмотрен нагрев вакуумной камеры для дегазации с помощью трубчатых электронагревателей до температуры порядка 600 . Общая мощность дуговых источников 12 кВт. Для отвода выделяющейся теплоты необходимо предусмотрено водяное охлаждение.
Управление установкой при выходе на стационарный режим осуществляется оператором. На мониторе отображается состояние ее подсистем и элементов. Оператор запускает процессы откачки, нагрева, подачи и транспортирования продукта, вручную по подсказке с монитора коммутируя клапана и включая насосы. Он имеет возможность задавать установки на основные параметры реализуемых процессов, активизировать их и далее они выполняются автоматически.
В процессе работы установки фиксируются в памяти системы управления и сохраняются на жестком диске файлы отчёта о работе, предназначенные для анализа режимов ее работы с целью выбора оптимальных режимов функционирования.
Ручной режим управления позволяет реализовать нетиповые режимы и устранять нештатные ситуации.
Анализ работы на установке вакуумно – дугового нанесения покрытий или результаты экспериментов на других установках позволяют полностью автоматизировать процесс работы установки, кроме загрузки и выгрузки изделий. Для этого програмно создается файл со всеми параметрами технологического процесса нанесения покрытия. Оператор сможет запустить процесс вручную, далее все выполняется в автоматическом режиме.
1 Описание установки
В установке вакуумно – дугового нанесения пленок (рис. 1) первоначально применялся метод дугового осаждения источником с сепарацией плазмы через прямолинейный фильтр. Для увеличения производительности и более высокой очистки генерируемой плазмы установка была модернизирована: заменили источник на дуговой источник с фильтром в виде четверти тора. Также был поставлен второй источник без сепарации плазмы и ионный источник для очистки подложек. Для данной установки необходимо разработать максимально эффективную систему автоматического управления(САУ) с учетом Поставлена задача разработки максимально эффективной САУ с учетом оставшихся от предыдущей эксплуатации элементов САУ, особенностей установки и протекающих процессов.
Рис. 1. Установка вакуумно – дугового нанесения пленок
Основные узлы и системы установки:
- Вакуумная система (пластинчато - роторный и турбомолекулярный насосы, система клапанов, вакуумные датчики)
- Система напыления (дуговые источники без сепарации плазмы и с сепаратором в виде четверти тора, ионный источник, напряжение смещения на подложку)
- Система напуска технологического газа (2 баллона с азотом и аргоном, система клапанов)
- Система ввода движения в вакуум (привод для вращения карусели, пневматический поворотный привод)
- Система нагрева
- Система охлаждения
- Пневматическая система
- Система индикации
Технические требования:
1. Напряжение питания: трехфазный ток 380 В и однофазный 220 В частотой 50 Гц
2. Давление охлаждающей воды 2 атм., расход не менее 6 л/ч, температура 20-25
3. Давление в пневмосистеме не более 400 кПа.
Технические характеристики:
1. Рабочее давление в камере 10-5 мбар
2. Время откачки камеры – 30 мин
3. Максимальный ток дуги каждого дугового источника 100 А
4. Напряжение ионного источника не более 2000 В
4. Подача рабочих газов (аргон, азот) с точностью поддержания заданного давления
5. Напряжение смещения карусели до 1000 В
6. Время прогрева камеры до 600 за 25 мин
Опишем технологический процесс работы установки:
- Загрузка изделий в камеру и ее герметизация.
- Включение нагрева и вакуумной откачки. Нагрев возможен до 600 , а откачка до 10-8 мбар.
- Очистка мишени одного дугового источника или поочередно каждого.
- Ионная очистка изделий. Время ограничено 15 минутами, так как выделяется большое количество энергии.
- Нанесения покрытия одним из источников или поочередно каждым (при нанесении многослойных покрытий).
- Выстой до температуры не выше 100 .
- Разгерметизация камеры и выгрузка изделий.
Обрабатываемые образцы устанавливаются на карусель, которая посредством мотор-редуктора с асинхронным двигателем, совершает планетарное вращение, таким образом, обеспечивается равномерное осаждение пленок. Процесс напыления прекращается по достижению определенного времени нанесения покрытия.
Особенностью завершения технологического процесса является выстой изделий, то есть после завершения напыления тонкой пленки необходимо выдержать образцы до температуры не выше 100 (постепенное охлаждение происходит за счет водяной рубашки камеры).
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxelКомментарии
Отзывы на другие работы автора