Курсовая работа: Установка диффузионной сварки
Описание
Расчетно-пояснительная записка
к курсовому проекту «Основы проектирования систем автоматического управления оборудования электронных технологий»
Москва, 2008 г.
Содержание
1..... Техническое задание.
2..... Реферат.
3..... Введение.
4..... Описание процессной модели.
4.1. Функции системы..
4.2. Программа управления.
5..... Техническое задание и техническое предложение на систему управления установкой.
6..... Описание комплексной принципиальной схемы..
6.1. Описание работы машины в целом..
6.2. Описание работы подсистем..
6.2.1. Камера технологическая К6-2.08.01.00.000.
6.2.2. Силовой механизм К6-2.08.02.00.000.
6.2.3. Вакуумная подсистема VS К6-2.08.03.00.000.
6.2.4. Система охлаждения К6-2.08.04.00.000.
6.2.5. Система энергообеспечения К6-2.08.05.00.000.
6.2.6. Система управления К6-2.08.06.00.000.
7..... Расчет и описание электрической схемы.
7.1. Описание электрической схемы..
7.2. Расчет элементов системы..
8..... Заключение.
9..... Список литературы.. 48
Техническое задание
ЗАДАНИЕ
на курсовой проект по системам автоматического управления оборудования электронных технологий.
1.Проработать описание работы машины, выбрать и обосновать состав его основных целевых функций, сервисных функций, функций коррекции цели.
2.Разработать комплексную принципиальную схему, как совокупность системы целевых механизмов, системы их энергообеспечения и системы управления, связанных материальными, энергетическими и информационными потоками.
3.Описать механический, энергетический и информационный интерфейс компонентов машины. Дать техническое задание и техническое предложение на САУ и основные элементы машины.
4.Разработать принципиальную электрическую схему элемента САУ или САУ в целом.
Содержание графической части.Процессная модель машины..................................................1 л.
Комплексная принципиальная схема....................................2 л.
Принципиальная электрическая схема..................................1 л.
Содержание расчетно-пояснительной записки.
1.Введение.
2.Описание процессной модели. Выбор и обоснование целевых, сервисных функций, и функций коррекции цели.
3.Техническое задание и техническое предложение на систему управления машины по приведенной в приложении 1 форме.
4.Описание комплексной принципиальной схемы ФС. Обоснование структурно-компоновочного решения, выбор и согласование уровней потоков элементов.
5.Документы, сопровождающие комплексную принципиальную схему:
·перечень элементов ПЭ;
·перечень потоков и сигналов ПС;
·технические задания на основные подсистемы и узлы машины ТЗ.
6.Информационный поиск датчиков и исполнительных элементов машины и ее САУ, описание целевого, механического, энергетического и информационного интерфейса этих элементов ОЭ.
7.Расчет и описание принципиальной электрической схемы.
8.Заключение.
1. Реферат
Графические работы в объеме 5 листов выполнены на ПК с помощью программы Autocad 2009. Записка выполнена с использованием программного продукта MS Word 2007.Целью данного курсового проекта является овладение навыками, методами и средствами комплексных разработок механических и электронных компонентов оборудования САУ, а также правилами и методами составления технического задания на программное обеспечение САУ.
Задачи проекта состоят в:
1. распределении функций машины между различными компонентами и обоснование этих функций;
2. постановке четких технических заданий перед разработчиками отдельных компонентов;
3. выполнении технической документации на электронные компоненты.
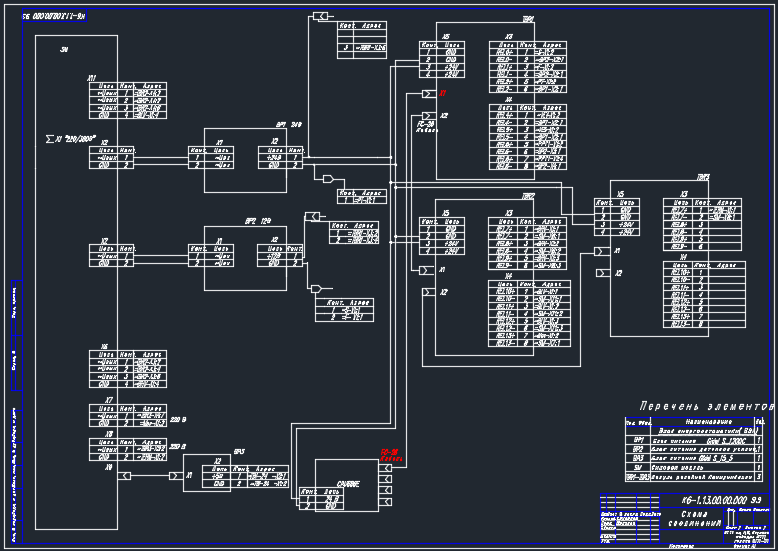
В проекте разработана система управления установкой диффузионной сварки.Курсовой проект выполнен в следующем объеме: процессная модель (алгоритм работы системы управления установкой); комплексная принципиальная схема (КПС) установки, включающая разработку КПС механической части и КПС систем энергообеспечения и управления; принципиальная схема соединениий блока контроллеров. В расчетно-пояснительной записке приведены необходимые пояснения и отражены принципы построения САУ установки, даны расчеты и описания.
Развитие современной науки и техники требует применения новых конструкционных материалов, обладающих высокими механическими и специальными свойствами, а также использования изделий сложной конфигурации из разнородных материалов (металлы, стекло, керамика, углерод и др.). Многие из этих материалов малопластичны, тугоплавки, нерастворимы друг в друге, либо образуют между собой хрупкие интерметаллические соединения. Получить качественные соединения этих материалов между собой довольно трудно. Решить эту задачу может способ диффузионного соединения материалов в вакууме или защитных и восстановительных средах. Диффузионная сварка по сравнению с известными способами сварки и пайки имеет ряд важных преимуществ, среди которых можно выделить следующие: отсутствие необходимости в применении флюсов, контактов, присадочной проволоки и т.п.; возможность сварки материалов, соединение которых другими способами затруднено или невозможно; получение принципиально новых конструкций сварных узлов; диффузионные соединения по прочности, пластичности, вакуумной плотности, термической и коррозийной стойкости полностью отвечают требованиям, предъявляемым к любым ответственным конструкциям. Данная установка предназначена для выполнения диффузионной сварки алюмокерамических узлов ЭВП в вакууме.
Целью курсового проекта является разработка системы автоматического управления установкой для реализации технологических процессов диффузионной сварки алюмокерамических оболочек и узлов специальных электровакуумных приборов .
Технологический блок установки (рис.1) состоит из сварочная камера 1, вакуумная откачная система, состоящая из форвакуумного насоса 5 XtraDry 150-2, высоковакуумного турбомолекулярного насоса 3 TMH 521P соединенного с форвакуумным насосом гибким шлангом. Непосредственно на сварочной камере установлен широкодиапазонный вакуумный датчик WRG. Технологический блок смонтирован на площадке снабженной колесами и фиксирующими упорами.
Основные технические данные:
·Габаритные размеры установки: длина -1400 мм, ширина-600 мм, высота - 1300мм
·Масса установки не более 150 кг.
·Предельное остаточное давление в сварочной камере при температуре 6000 С не более 1х10-3 Па.
·Температура в зоне сварки 6200С ±50 С.
·Неравномерность температуры свариваемых приборов, расположенных в сварочном приспособлении не более - ± 5 ОС.
·Диапазон создаваемых и измеряемых усилий 0-6,0 кН.
·Диапазон измерения деформации свариваемых приборов, вместе со сварочным приспособлением, в котором они установлены - 0,05 – 1,0 мм.
·Количество одновременно свариваемых приборов при использовании 6-ти позиционного приспособления - 6 шт.
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel