Курсовая работа: Ремонтный центр для поверхностно-монтируемых компонентов печатных плат с шариково-матричными выводами
Описание
Проект курсовой
На тему: «Проектирование системы управления ремонтного центра
для поверхностно-монтируемых компонент печатных плат
с шариково-матричными выводами»
Расчетно-пояснительная записка
Москва 2006 г.
ЗАДАНИЕ
на курсовой проект по курсу «Основы проектирования систем автоматического управления оборудования электронных технологий».
Тема проекта: Ремонтный центр для поверхностно-монтируемых компонентов печатных плат с шариково-матричными выводами
1. Проработать описание работы установки, выбрать и обосновать состав ее основных целевых функций, сервисных функций, функций коррекции цели.
2. Разработать комплексную принципиальную схему, как совокупность системы целевых механизмов, системы их энергообеспечения и системы управления, связанных материальными, энергетическими и информационными потоками.
3. Описать механический, энергетический и информационный интерфейс компонентов машины. Дать техническое задание и техническое предложение на САУ и основные элементы машины.
4. Разработать принципиальную электрическую схему элемента САУ или САУ в целом.
Содержание графической части.
- Процессная модель установки..................................................1 л.
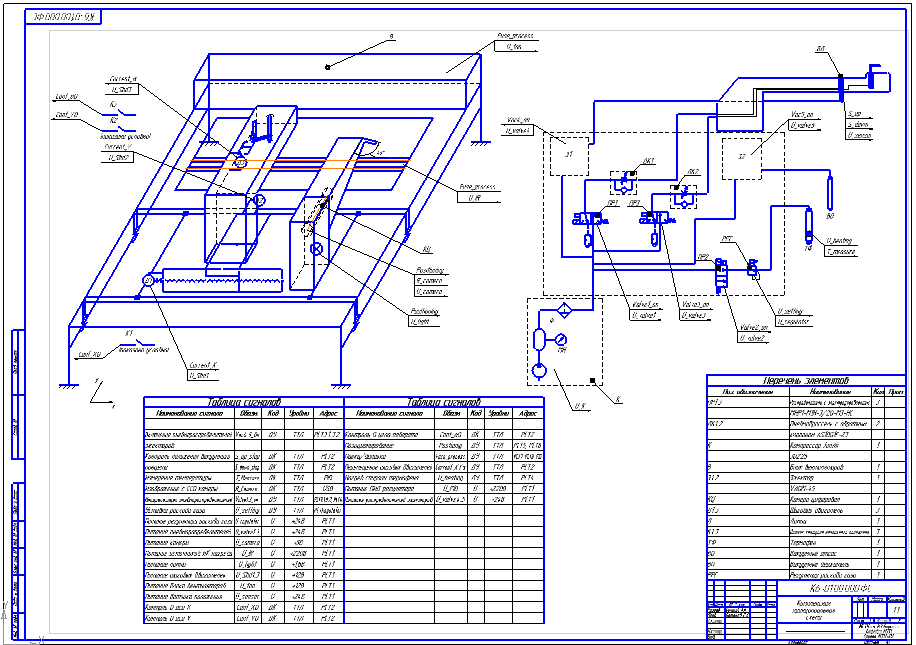
- Комплексная принципиальная схема....................................2 л.
- Принципиальная электрическая схема..................................1 л.
Содержание расчетно-пояснительной записки.
- Введение. Описание целевого, механического и энергетического интерфейса спроектированной технологической машины.
- Описание процессной модели. Выбор и обоснование целевых, сервисных функций, и функций коррекции цели.
- Техническое задание и техническое предложение на систему управления машины по приведенной в Приложении 1 форме.
- Описание комплексной принципиальной схемы ФС. Обоснование структурно-компоновочного решения, выбор и согласование уровней потоков элементов.
- Документы, сопровождающие комплексную принципиальную схему:
- перечень элементов ПЭ;
- перечень потоков и сигналов ПС;
- технические задания на основные подсистемы и узлы машины ТЗ.
- Информационный поиск датчиков и исполнительных элементов машины и ее САУ, описание целевого, механического, энергетического и информационного интерфейса этих элементов ОЭ.
- Расчет и описание принципиальной электрической схемы.
- Заключение.
Содержание
4. Комплексная принципиальная схема. 12
4.1. Рабочий стол и система автоматического визуального позиционирования. 12
5. Технические параметры управляемых элементов. 15
5.1. Компрессор Jun-Air QF205.25. 15
5.2. Пневмораспределитель с электроуправлением MHP1-M1H-3/2O-M3-HC.. 15
5.4. Регулятор расхода газа Bronkhorst F112-AI/F-001AC. 17
5.5. Пневмодроссель с обратным клапаном SMC AS 1001F-4001F. 17
5.6. Цифровая камера SDU-285C.. 18
5.7. ПИД-регулятор МЕТАКОН-613-Т-ТСХ-1. 19
5.8. Согласующие реле G3R-I/0. 21
7. Блок управления эжекторами. 22
8. Блок управления пневматикой. 23
9. Блок управления камерой. 23
10. Блок управления лампой. 23
11. Блок управления вентиляторами. 24
12. Блок управления ИК нагревателями. 24
13.1 Датчики контроля начального положения. 24
14. Микроконтроллер MCS 51. 24
15. Расчет оптронной развязки. 26
16. Драйвер шаговых двигателей SLA7052М фирмы Allegro. 27
19. Список использованных источников. 31
В данном курсовом проекте рассмотрена система автоматизированного управления ремонтным центром для поверхностно-монтируемых компонентов печатных плат с шариково-матричными выводами.
Рассмотрены основные узлы САУ и проведено проектирование принципиальной электрической схемы.
Графическую часть проекта составляют 4 листа, выполненных в среде KOMPAS V. 7.0.
Расчетно–пояснительная записка составляет 32 листа выполненных в среде Microsoft Word XP.
Графическая часть курсового проекта содержит:
- Процессную модель установки. Блок схему алгоритмов работы.
- Комплексную принципиальную схему установки.
- Таблицы сигналов и элементов.
- Электрическую принципиальную схему.
2. Введение
Окончательную сборку микроэлектронных компонентов (дискретных приборов, твердотельных и гибридных интегральных схем) производят на печатных платах, представляющих собой диэлектрические подложки из стеклотекстолита или другого диэлектрика с нанесенным на них слоем медной фольги толщиной 9-50 мкм. Различают односторонние двухсторонние и многослойные печатные платы. Технологии их изготовления не сильно отличаются друг от друга т.к. односторонние и двухсторонние платы по своей сути являются частым случаем многослойных печатных плат, поэтому многослойным платам и технологии их изготовления и следует уделить наибольшее внимание. Минимальные размеры элементов на печатных платах - 100 мкм, в ближайшей перспективе — 25 и менее микрометров. Габариты печатных плат обычно составляют 200-400 миллиметров.
Основной тенденцией современной электронной техники является уменьшение основных размеров элементов, монтируемых на печатные платы. Это приводит к уменьшению размеров контактных площадок этих элементов, диаметров переходных отверстий, толщины проводников и т.д.
Проектируемая установка предназначена для качественной пайки компонентов с шариково-матричными выводами (в дальнейшем BGA-компоненты) и их позиционирования на поверхности печатной платы с помощью системы автоматического визуального позиционирования.
Обычные системы позиционирования основываются на технологии разделения полей. Совмещение полностью зависит от сложной калибровки оптических зеркал, а конечная установка происходит "вслепую". В разрабатываемом ремонтном центре установкой компонента от начала и до конца управляет камера. Таким образом, точность установки зависит только от разрешения камеры.
Процесс нагрева является комбинированным и состоит из двух частей: нагрева ПП снизу с помощью инфракрасного излучения. Это дает половину требуемой энергии и позволяет избежать коробления печатной платы. В тоже время сверху компонент обдувается потоком горячего воздуха.
Отработка термопрофиля при оплавлении возможно в двух режимах ручном и автоматическом. Ручной режим предназначен для коррекции (отладки, создания) термопрофиля с целью достижения наилучшего результата. Автоматический режим предназначен для качественной пайки с использованием отработанного термопрофиля с целью воспроизводимости технологического процесса. Также возможно задание термопрофиля из библиотеки расположенной в персональном компьютере.
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel


















