ДЗ 1: Кинематика точки и простейших движений твердого тела вариант 14
Описание
 Показать/скрыть дополнительное описание
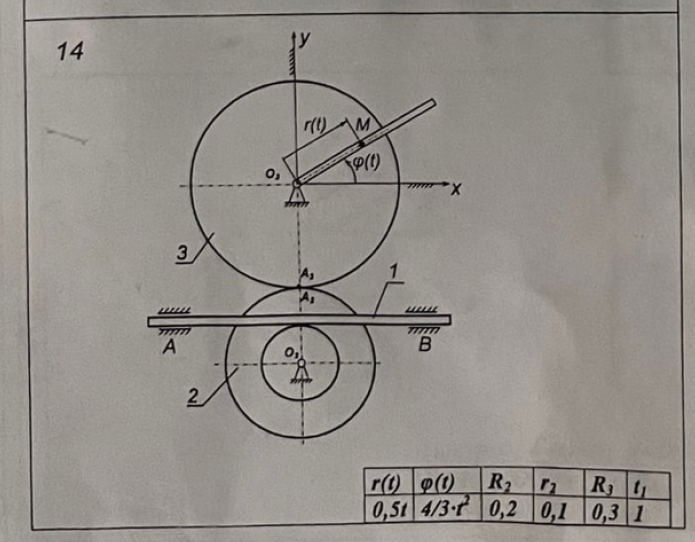
Показать/скрыть дополнительное описание1. КИНЕМАТИКА ТОЧКИ В первой части задания нужно исследовать движение точки M и определить основные характеристики этого движения. Требуется: 1) по заданному движению механизма (см.варианты заданий) получить уравнения движения точки M координатным способом (в декартовой или полярной системе координат, указанной на схеме варианта); 2) определить траекторию движения точки M . Для момента времени 1 t t : 3) найти скорость v и ускорение a точки M ; 4) определить проекции скорости v и ускорения a точки M на оси декартовой системы координат; 5) найти касательную a и нормальную n a составляющие ускорения, радиус кривизны траектории в данном положении точки M ; 6) найти радиальные и трансверсальные составляющие скорости и ускорения точки M .
Начало полярной системы координат нужно поместить в начало декартовой, направив полярную ось по оси Ox ; 7) в выбранном масштабе выполнить чертеж с изображением траектории движения точки M . На чертеже указать все составляющие скорости и ускорения точки M в момент времени 1 t t . 2. КИНЕМАТИКА ПРОСТЕЙШИХ ДВИЖЕНИЙ ТВЕРДОГО ТЕЛА Во второй части курсового задания требуется: 1) установить вид движения звеньев механизма. Для момента времени 1 t t ; 2) определить угловые скорости и угловые ускорения звеньев механизма, совершающих вращательное движение, указав на чертеже круговыми стрелками их направления, определить характер движения тел (замедленный или ускоренный); 3) определить скорости v и ускорения a тел при поступательном движении; 4) для точек контакта тел Ai ( i - номер звена) определить скорости, ускорения и изобразить их на схеме механизма в соответствующем масштабе (см.разд.
4). Примечания 1. Радиусы ступеней i -го зубчатого колеса обозначены Ri и i r . 2. Законы движения звеньев в ряде механизмов справедливы для ограниченного промежутка времени, включающего момент 1 t t . 3. Для тела при вращении его вокруг оси Oz : - угол поворота тела. Положительное направление отсчета угла принято против хода часовой стрелки, если смотреть с положительного направления оси Oz ; - угловая скорость тела - скользящий вектор на оси вращения, z k , где k - единичный орт оси Oz, dt d z - проекция вектора на ось Oz ; - угловое ускорение тела – скользящий вектор на оси вращения Oz, z k , где z - проекция вектора на ось Oz : dt d dt d z z 2 2 ...
Характеристики домашнего задания
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов
 polosatik
polosatik


















