ВКР: ВКР / Дипломная работа (МТ-10) на тему "Реконструкция моталки стана 2000" вариант вкр
Описание
Что в архиве:
1)РПЗ
2)Исходники чертежей компаса
(Пояснительная записка: 119 стр., 5 таблиц, 67 формул, 42 рисунка и список из 19 использованных источников)
![]()
![]()
![]()
Ключевые слова: Стан 2000, МОТАЛКА, ЭЛЕКТРОПРИВОД МОТАЛКИ, ВЕНТИЛЬНО-ИНДУКТОРНЫЙ ДВИГАТЕЛЬ.
В данном проекте представлено предложение по реконструкции привода моталки широкополосового стана горячей прокатки 2000 Череповецкого металлургического комбината. Представлены план цеха, чертеж общего вида группы моталок, конструкция моталки, конструкция барабана моталки. Выполнен анализ достоинств и недостатков существующего привода – двигателя постоянного тока (ДПС), приведены характеристики двигателей, которые могут применяться в приводе прокатного оборудования. Предложен оригинальный вариант замены ДПТ на Вентильно-индукторный двигатель (ВИД). Произведено компьютерное моделирование системы управления ВИД.
В технологической части предложен маршрут изготовления сегмента барабана моталки.
В организационно-экономической части представлен расчет экономического эффекта от реконструкции оборудования.
В разделе промышленная экология и безопасность был произведен анализ вредных факторов производственной среды, определены мероприятия по защите от их воздействия.
СОДЕРЖАНИЕ
Введение. 8
1 Назначение стана. 10
2 Описание технологического процесса. 11
3 Описание моталок. 13
3.1Моталка для тонких полос. 13
3.2 Моталка для толстых полос. 17
3.3 Технические характеристики моталок. 18
3.4 Режим работы моталок. 19
3.5 Требования к конструкции моталок стана горячей прокатки. 19
3.6 Конструкция барабана моталок. 20
3.7 Принцип работы барабана. 21
4. Привод моталок. 23
4.1 Требования, предъявляемые к электроприводу моталок. 23
4.2 Характеристика двигателя, применяемого в приводе моталок стана 2000 23
4.3 Краткая характеристика электродвигателей, которые могут быть использованы в приводе моталок. 24
4.4. Система управления электроприводом моталок. 27
4.5 Вентильно-ндукторный двигатель (ВИД) 34
4.5.1 Характеристика ВИД.. 34
4.5.2 Функциональная схема ВИД.. 39
4.5.3 Расчет основных конструктивных параметров вентильно-индукторной машины (ВИМ) 40
4.5.4 Учет нелинейности магнитных характеристик при определении электромагнитного момента ВИД.. 50
4.5.5 Модель ВИД.. 56
4.5.6 Модель ВИД, выполненная с учетом необходимости поддержания постоянства натяжения. 59
5 Технологическая часть. 61
5.1 Назначение детали в узле. 61
5.2 Анализ технических требований на изготовление детали. 61
5.3 Анализ технологичности конструкции детали. 62
5.4 Обоснование выбора материала детали: критерий выбора, условия эксплуатации, возможные варианты. 62
5.5 Выбор и обоснование метода получения заготовки: критерии выбора, схематическое изображение (эскиз заготовки с припусками) 63
5.6 Маршруты обработки основных поверхностей. 65
5.7 Маршрутный технологический процесс изготовления детали. 66
6 Экономико-организационная часть. 71
6.1 Характеристика модернизируемого оборудования. 71
6.2 База для проведения сравнительного технико-экономического анализа 72
6.3 Расчет себестоимости и цены модернизируемого оборудования. 73
6.4 Расчет капитальных затрат. 74
6.5 Расчет текущих затрат на эксплуатацию оборудования. 75
6.5.1 Расчет текущих затрат на эксплуатацию оборудования по базовому оборудованию.. 76
6.5.2 Расчет текущих затрат на эксплуатацию оборудования по новому оборудованию.. 80
6.5.3 Результаты расчетов текущих затрат по базовому и новому оборудованию.. 80
6.6 Экономически обоснованная область применения нового оборудования и эффективность инвестиционного проекта. 83
7 Охрана труда и экология. 85
7.1 Анализ вредных и опасных производственных факторов при производстве горячекатаного листа на стане 2000. 85
7.1.1 Пожаробезопасность. 86
7.1.2 Электробезопасность. 87
7.1.3 Температура, влажность, освещенность, шум. 90
7.2 Очистка сточных вод от загрязнений. 91
7.2.1 Выбор оборудования для очистки цеховых стоков. 93
Список использованных источников. 99
Приложение А.. 101
Приложение Б. 114
Широкое применение электропривода (автоматизированного электропривода) в металлургии и тяжелом машиностроении обусловлено его уникальными свойствами: высокий КПД электродвигателей (около 90%), максимальный крутящий момент достигается с начала запуска электродвигателя, что позволяет снизить требования к редуктору, возможность осуществления торможения непосредственно самим электродвигателем. В то же время, электропривод относится к классу экологически чистых приводов в связи с отсутствием выброса вредных продуктов в атмосферу.
Производительность металлургических агрегатов и качество проката существенно зависят от характеристик привода. Так неправильная настройка электропривода моталки может привести к дефектам при намотке полосы и не обеспечить необходимое натяжение полосы в последней клети. Поэтому следует должное внимание уделять улучшению силовой части привода, средствам и методам управления и автоматизации.
В приводе моталки широкополосного стана горячей прокатки 2000 используется двигатель постоянного тока с независимым возбуждением. Выбор именно этого типа электродвигателя обусловлен хорошими регулировочными свойствами при относительно простой и дешевой системе управления. Но при этом, приходится сталкиваться с рядом существенных недостатков привода: возникновение искрений в коллекторном узле, быстрый износ графитовых щеток (двигатель может подвергаться ремонту свыше пяти раз за год), высокая себестоимость, низкие массогабаритные показатели. Более того, требования, предъявляемые к приводу моталки, имеют ряд особенностей, а именно: широкий диапазон регулирования скорости, обеспечение постоянства натяжение полосы металла в установившемся режиме, режимах ускорения и замедления, торможения, остановки.
Была рассмотрена возможность реконструкции электропривода моталки стана горячей прокатки 2000 с заменой на новый тип управляемого электродвигателя – вентильно-индукторный двигатель (ВИД). Данный интерес со стороны ведущих мировых разработчиков различных систем с электрическим приводом обусловлен многочисленными преимуществами по сравнению с уже используемыми электродвигателями. ВИД имеет ряд таких достоинств, как возможность изменения частоты вращения в широком диапазоне, высокая надежность, простота конструкции, высокие эксплуатационные характеристики, в том числе и при неблагоприятных внешних условиях (высокие или низкие температуры, высокая загрязненность).
Целью данной работы является реконструкция моталки широкополосного стана горячей прокатки 2000 череповецкого металлургического комбината.
В работе предложены пути реконструкции привода моталок стана горячей прокатки 2000, связанные с заменой двигателя постоянного тока (ДПТ) на двигатель нового типа, превосходящий по характеристикам и обеспечивающий решение некоторых проблем, возникающих при смотке полос. Преимущества ВИД над ДПТ подтверждены расчетами параметров этого двигателя на разработанной модели в среде программного комплекса MATLAB Simulink, выполненной с учетом обеспечения заданного натяжения и скорости смотки толстых полос.
Изготавливается данная полоса из углеродистых, низколегированных, легированных, конструкционных марок стали. Исходной заготовкой является литой сляб, толщиной 230 – 300 мм, длиной от 6,5 до 10,5 м, массой до 36 т., получаемый на машине непрерывного литья заготовок.
Производительность данного стана составляет около 6 млн. тонн в год. Продукция, получаемая без брака, составляет 95,5%. Более половины проката поступает в цех холодной прокатки для получения холоднокатаного листа. Дневная норма прокатываемого металла около 15 – 17 тыс. т. Проектная мощность стана 5 млн. тонн в год.
![]()
Изготавливается данная полоса из углеродистых, низколегированных, легированных, конструкционных марок стали. Исходной заготовкой является литой сляб, толщиной 230 – 300 мм, длиной от 6,5 до 10,5 м, массой до 36 т., получаемый на машине непрерывного литья заготовок.
Производительность данного стана составляет около 6 млн. тонн в год. Продукция, получаемая без брака, составляет 95,5%. Более половины проката поступает в цех холодной прокатки для получения холоднокатаного листа. Дневная норма прокатываемого металла около 15 – 17 тыс. т. Проектная мощность стана 5 млн. тонн в год.
Производимая продукция:
Участок загрузки состоит из склада слябов и загрузочного рольганга, трех подъемных столов со сталкивателями в передаточную тележку, двух весов.
Сляб со склада поступает на агрегат очистки, где для улучшения теплопередачи и удаления окалины, возникшей во время транспортировки, на него воздействуют абразивные круги. При этом 3 – 8 мм металла уходит в стружку.
Электромостовыми кранами, грузоподъемность которых составляет 150 т, и самоходными тележками осуществляется передача заготовок на загрузочный рольганг. По рольгангу слябы транспортируются в печи. Тип печей – нагревательные с шагающими балками, с двухсторонним подогревом металла.
Количество печей – 4. Температура нагрева составляет 1200 – 1280С. В зависимости от длины слябов загрузка осуществляется в один или два ряда.
Далее по рольгангу металл отправляется в черновую группу клетей. Слябы поступают в клеть со скоростью 1 м/с. Черновая группа состоит из пяти клетей, первая из которых вертикальная (предназначена для точного формирования ширины сляба и предварительной ломки окалины), а остальные четыре универсальные кватро. С первой по четвертую клеть уставлены установки гидросбива окалины. Три последние черновые клети образуют непрерывную группу. Преимуществами данного решения является повышение производительности стана, уменьшение общей длины стана, а, следовательно, и длины самого цеха, улучшение температурного режима прокатки. Температура подката находится в пределах 1050 – 1120С. Скорость полосы после выхода из последней черновой клети 2 – 5 м/с.
После черновой группы установлены летучие ножницы двухбарабанного типа, которые предназначены для обрезки переднего и заднего концов перед задачей металла в первую чистовую клеть
Затем прокатка ведется в чистовой группе, которая состоит из 8 клетей кватро, образующих непрерывную группу. Гидросбивы установлены за клетями 6, 7 и 8, они так же служат для снижения температуры толстых полос. Для выравнивания температуры по длине прокатываемой полосы предусмотрена непрерывная прокатка с ускорением. Для получения необходимого профиля полосы, в промежутках между клетями 8 – 12 установлена система противоизгиба. По окончании прокатки в чистовой группе полоса попадает в систему водяного охлаждения, где температура становится равной 450 – 750 С.
После охлаждения полоса поступает в уборочную группу, где расположены 6 моталок, происходит смотка полосы в рулоны. Передний конец полосы выходит из чистовой клети стана и тянущими роликами направляется в моталку со скоростью не менее 10 м/с. Летучими ножницами полосы режутся на мерные длины.
1)РПЗ
2)Исходники чертежей компаса
(Пояснительная записка: 119 стр., 5 таблиц, 67 формул, 42 рисунка и список из 19 использованных источников)


РЕФЕРАТ
Пояснительная записка: 119 стр., 5 таблиц, 67 формул, 42 рисунка и список из 19 использованных источников.Ключевые слова: Стан 2000, МОТАЛКА, ЭЛЕКТРОПРИВОД МОТАЛКИ, ВЕНТИЛЬНО-ИНДУКТОРНЫЙ ДВИГАТЕЛЬ.
В данном проекте представлено предложение по реконструкции привода моталки широкополосового стана горячей прокатки 2000 Череповецкого металлургического комбината. Представлены план цеха, чертеж общего вида группы моталок, конструкция моталки, конструкция барабана моталки. Выполнен анализ достоинств и недостатков существующего привода – двигателя постоянного тока (ДПС), приведены характеристики двигателей, которые могут применяться в приводе прокатного оборудования. Предложен оригинальный вариант замены ДПТ на Вентильно-индукторный двигатель (ВИД). Произведено компьютерное моделирование системы управления ВИД.
В технологической части предложен маршрут изготовления сегмента барабана моталки.
В организационно-экономической части представлен расчет экономического эффекта от реконструкции оборудования.
В разделе промышленная экология и безопасность был произведен анализ вредных факторов производственной среды, определены мероприятия по защите от их воздействия.
СОДЕРЖАНИЕ
Введение. 8
1 Назначение стана. 10
2 Описание технологического процесса. 11
3 Описание моталок. 13
3.1Моталка для тонких полос. 13
3.2 Моталка для толстых полос. 17
3.3 Технические характеристики моталок. 18
3.4 Режим работы моталок. 19
3.5 Требования к конструкции моталок стана горячей прокатки. 19
3.6 Конструкция барабана моталок. 20
3.7 Принцип работы барабана. 21
4. Привод моталок. 23
4.1 Требования, предъявляемые к электроприводу моталок. 23
4.2 Характеристика двигателя, применяемого в приводе моталок стана 2000 23
4.3 Краткая характеристика электродвигателей, которые могут быть использованы в приводе моталок. 24
4.4. Система управления электроприводом моталок. 27
4.5 Вентильно-ндукторный двигатель (ВИД) 34
4.5.1 Характеристика ВИД.. 34
4.5.2 Функциональная схема ВИД.. 39
4.5.3 Расчет основных конструктивных параметров вентильно-индукторной машины (ВИМ) 40
4.5.4 Учет нелинейности магнитных характеристик при определении электромагнитного момента ВИД.. 50
4.5.5 Модель ВИД.. 56
4.5.6 Модель ВИД, выполненная с учетом необходимости поддержания постоянства натяжения. 59
5 Технологическая часть. 61
5.1 Назначение детали в узле. 61
5.2 Анализ технических требований на изготовление детали. 61
5.3 Анализ технологичности конструкции детали. 62
5.4 Обоснование выбора материала детали: критерий выбора, условия эксплуатации, возможные варианты. 62
5.5 Выбор и обоснование метода получения заготовки: критерии выбора, схематическое изображение (эскиз заготовки с припусками) 63
5.6 Маршруты обработки основных поверхностей. 65
5.7 Маршрутный технологический процесс изготовления детали. 66
6 Экономико-организационная часть. 71
6.1 Характеристика модернизируемого оборудования. 71
6.2 База для проведения сравнительного технико-экономического анализа 72
6.3 Расчет себестоимости и цены модернизируемого оборудования. 73
6.4 Расчет капитальных затрат. 74
6.5 Расчет текущих затрат на эксплуатацию оборудования. 75
6.5.1 Расчет текущих затрат на эксплуатацию оборудования по базовому оборудованию.. 76
6.5.2 Расчет текущих затрат на эксплуатацию оборудования по новому оборудованию.. 80
6.5.3 Результаты расчетов текущих затрат по базовому и новому оборудованию.. 80
6.6 Экономически обоснованная область применения нового оборудования и эффективность инвестиционного проекта. 83
7 Охрана труда и экология. 85
7.1 Анализ вредных и опасных производственных факторов при производстве горячекатаного листа на стане 2000. 85
7.1.1 Пожаробезопасность. 86
7.1.2 Электробезопасность. 87
7.1.3 Температура, влажность, освещенность, шум. 90
7.2 Очистка сточных вод от загрязнений. 91
7.2.1 Выбор оборудования для очистки цеховых стоков. 93
Список использованных источников. 99
Приложение А.. 101
Приложение Б. 114
ВВЕДЕНИЕ
При реконструкции оборудования прокатных цехов стремятся заменить детали, узлы или агрегаты на элементы, превосходящие по качеству и принципу работы. Но часто, замена происходит на точно такие же модели, только новые. Тогда работа реконструируемой машины осуществляется в аналогичном режиме, как и до реконструкции, что может не приводить к существенному росту показателей производства и устранению недостатков, свойственных этому оборудованию. Наиболее актуальны проблемы реконструкции для электропривода оборудования металлургических цехов, так как насыщенность электроприводом цехов высокая, и качество обработки металла зависит от его работы.Широкое применение электропривода (автоматизированного электропривода) в металлургии и тяжелом машиностроении обусловлено его уникальными свойствами: высокий КПД электродвигателей (около 90%), максимальный крутящий момент достигается с начала запуска электродвигателя, что позволяет снизить требования к редуктору, возможность осуществления торможения непосредственно самим электродвигателем. В то же время, электропривод относится к классу экологически чистых приводов в связи с отсутствием выброса вредных продуктов в атмосферу.
Производительность металлургических агрегатов и качество проката существенно зависят от характеристик привода. Так неправильная настройка электропривода моталки может привести к дефектам при намотке полосы и не обеспечить необходимое натяжение полосы в последней клети. Поэтому следует должное внимание уделять улучшению силовой части привода, средствам и методам управления и автоматизации.
В приводе моталки широкополосного стана горячей прокатки 2000 используется двигатель постоянного тока с независимым возбуждением. Выбор именно этого типа электродвигателя обусловлен хорошими регулировочными свойствами при относительно простой и дешевой системе управления. Но при этом, приходится сталкиваться с рядом существенных недостатков привода: возникновение искрений в коллекторном узле, быстрый износ графитовых щеток (двигатель может подвергаться ремонту свыше пяти раз за год), высокая себестоимость, низкие массогабаритные показатели. Более того, требования, предъявляемые к приводу моталки, имеют ряд особенностей, а именно: широкий диапазон регулирования скорости, обеспечение постоянства натяжение полосы металла в установившемся режиме, режимах ускорения и замедления, торможения, остановки.
Была рассмотрена возможность реконструкции электропривода моталки стана горячей прокатки 2000 с заменой на новый тип управляемого электродвигателя – вентильно-индукторный двигатель (ВИД). Данный интерес со стороны ведущих мировых разработчиков различных систем с электрическим приводом обусловлен многочисленными преимуществами по сравнению с уже используемыми электродвигателями. ВИД имеет ряд таких достоинств, как возможность изменения частоты вращения в широком диапазоне, высокая надежность, простота конструкции, высокие эксплуатационные характеристики, в том числе и при неблагоприятных внешних условиях (высокие или низкие температуры, высокая загрязненность).
Целью данной работы является реконструкция моталки широкополосного стана горячей прокатки 2000 череповецкого металлургического комбината.
В работе предложены пути реконструкции привода моталок стана горячей прокатки 2000, связанные с заменой двигателя постоянного тока (ДПТ) на двигатель нового типа, превосходящий по характеристикам и обеспечивающий решение некоторых проблем, возникающих при смотке полос. Преимущества ВИД над ДПТ подтверждены расчетами параметров этого двигателя на разработанной модели в среде программного комплекса MATLAB Simulink, выполненной с учетом обеспечения заданного натяжения и скорости смотки толстых полос.
1 Назначение стана
Непрерывный широкополосный стан 2000 предназначен для производства широкой горячекатаной полосы толщиной от 1,2 до 16 мм шириной от 900 до 1835 мм, свернутой в рулоны от 7 до 36 т.Изготавливается данная полоса из углеродистых, низколегированных, легированных, конструкционных марок стали. Исходной заготовкой является литой сляб, толщиной 230 – 300 мм, длиной от 6,5 до 10,5 м, массой до 36 т., получаемый на машине непрерывного литья заготовок.
Производительность данного стана составляет около 6 млн. тонн в год. Продукция, получаемая без брака, составляет 95,5%. Более половины проката поступает в цех холодной прокатки для получения холоднокатаного листа. Дневная норма прокатываемого металла около 15 – 17 тыс. т. Проектная мощность стана 5 млн. тонн в год.
1 Назначение стана
Непрерывный широкополосный стан 2000 предназначен для производства широкой горячекатаной полосы толщиной от 1,2 до 16 мм шириной от 900 до 1835 мм, свернутой в рулоны от 7 до 36 т.Изготавливается данная полоса из углеродистых, низколегированных, легированных, конструкционных марок стали. Исходной заготовкой является литой сляб, толщиной 230 – 300 мм, длиной от 6,5 до 10,5 м, массой до 36 т., получаемый на машине непрерывного литья заготовок.
Производительность данного стана составляет около 6 млн. тонн в год. Продукция, получаемая без брака, составляет 95,5%. Более половины проката поступает в цех холодной прокатки для получения холоднокатаного листа. Дневная норма прокатываемого металла около 15 – 17 тыс. т. Проектная мощность стана 5 млн. тонн в год.
Производимая продукция:
- Лист толстый рядовой 4,0 мм;
- Лист тонкий рядовой 1,9 – 3,9 мм;
- Лист тончайший рядовой 1,2 – 1,8 мм;
- Лист конструкционный толстый 4,0 мм;
- Лист конструкционный тонкий 1,9 – 3,9 мм;
- Лист конструкционный тончайший 1,2 – 1,8 мм;
- Лист для судостроения;
- Штрипс толстый рядовой;
- Штрипс толстый конструкционный;
- Штрипс тонкий рядовой;
- Штрипс тонкий конструкционный;
- Заготовка для цеха гнутых профилей;
- Подкат для ПХЛ;
- Лист нержавеющий.
2 Описание технологического процесса
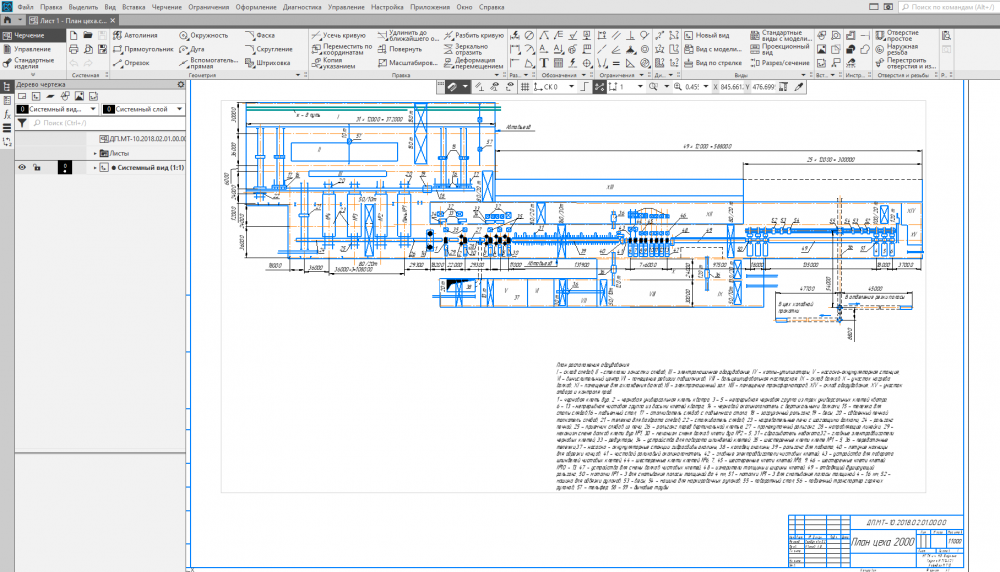
Широкополосный непрерывный стан горячей прокатки 2000 состоит из участка загрузки, четырех нагревательных печей, черновой группы клетей, промежуточного рольганга, чистовой группы клетей, установки ускоренного охлаждения, уборочной группы.Участок загрузки состоит из склада слябов и загрузочного рольганга, трех подъемных столов со сталкивателями в передаточную тележку, двух весов.
Сляб со склада поступает на агрегат очистки, где для улучшения теплопередачи и удаления окалины, возникшей во время транспортировки, на него воздействуют абразивные круги. При этом 3 – 8 мм металла уходит в стружку.
Электромостовыми кранами, грузоподъемность которых составляет 150 т, и самоходными тележками осуществляется передача заготовок на загрузочный рольганг. По рольгангу слябы транспортируются в печи. Тип печей – нагревательные с шагающими балками, с двухсторонним подогревом металла.
Количество печей – 4. Температура нагрева составляет 1200 – 1280С. В зависимости от длины слябов загрузка осуществляется в один или два ряда.
Далее по рольгангу металл отправляется в черновую группу клетей. Слябы поступают в клеть со скоростью 1 м/с. Черновая группа состоит из пяти клетей, первая из которых вертикальная (предназначена для точного формирования ширины сляба и предварительной ломки окалины), а остальные четыре универсальные кватро. С первой по четвертую клеть уставлены установки гидросбива окалины. Три последние черновые клети образуют непрерывную группу. Преимуществами данного решения является повышение производительности стана, уменьшение общей длины стана, а, следовательно, и длины самого цеха, улучшение температурного режима прокатки. Температура подката находится в пределах 1050 – 1120С. Скорость полосы после выхода из последней черновой клети 2 – 5 м/с.
После черновой группы установлены летучие ножницы двухбарабанного типа, которые предназначены для обрезки переднего и заднего концов перед задачей металла в первую чистовую клеть
Затем прокатка ведется в чистовой группе, которая состоит из 8 клетей кватро, образующих непрерывную группу. Гидросбивы установлены за клетями 6, 7 и 8, они так же служат для снижения температуры толстых полос. Для выравнивания температуры по длине прокатываемой полосы предусмотрена непрерывная прокатка с ускорением. Для получения необходимого профиля полосы, в промежутках между клетями 8 – 12 установлена система противоизгиба. По окончании прокатки в чистовой группе полоса попадает в систему водяного охлаждения, где температура становится равной 450 – 750 С.
После охлаждения полоса поступает в уборочную группу, где расположены 6 моталок, происходит смотка полосы в рулоны. Передний конец полосы выходит из чистовой клети стана и тянущими роликами направляется в моталку со скоростью не менее 10 м/с. Летучими ножницами полосы режутся на мерные длины.
Характеристики ВКР
Предмет
Учебное заведение
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаВариант
Теги
Просмотров
58
Размер
19,19 Mb
Список файлов
Листы Компас
Лист 1 - План цеха.cdw
Лист 2 - Общий вид участка моталок.cdw
Лист 3 - Моталка стана 2000.cdw
Лист 4 - Барабан моталки.cdw
Лист 5 - Сегмент барабана.cdw
Лист 6 - МТП.cdw
Лист 7 - Характеристка применяемых эд.cdw
Лист 7 - Характеристка применяемых эд.cdw.bak
Лист 8 - Характеристика ВИД.cdw
Лист 8 - Характеристика ВИД.cdw.bak
Лист 9 - ВИД Магнитные характеристики.cdw
Лист 9 - ВИД Магнитные характеристики.cdw.bak
Лист 10 - Основные величины ВИД.cdw
Лист 10 - Основные величины ВИД.cdw.bak
Лист 11 - Модель Матлаб.cdw
Лист 11 - Модель Матлаб.cdw.bak
Лист 12 - модель с учетом натяжения.cdw
Лист 12 - модель с учетом натяжения.cdw.bak
Лист 12 - не доработан.cdw
Лист 12 - не доработан.cdw.bak
Лист 13 - Экономика.cdw
Листы в приложение
Лист 1 - План цеха.png
Лист 2 - Общий вид участка моталок.png
Лист 3 - Моталка стана 2000.png
Лист 4 - Барабан моталки.png
Лист 5 - Сегмент барабана.png
Лист 6 - МТП.png
Лист 7 - Характеристка применяемых эд.png
Лист 8 - Характеристика ВИД.png

Ваше экономие времени является моей ГЛАВНОЙ задачей! Если я Вам хоть чуть-чуть помог, пожалуйста, сделайте и мне приятное, оставьте 5 ЗВЁЗД и позитивный комментарий. Большое спасибо!
 EcoTime Inc.
EcoTime Inc.
17 октября 2021 в 16:57
Комментарии
Нет комментариев
Стань первым, кто что-нибудь напишет!
















