
Склад металла и предварительная его обработка
ЛЕКЦИЯ 6
Склад металла и предварительная его обработка
Заводской склад стали во многих случаях служит не только для хранения, сортировки и конвейерного запуска стали в производство, но также и для правки и очистки стали, поэтому уровень организации работ па складе существенно влияет на дальнейший ход производственного процесса в корпусообрабатывающем цехе.
К основным функциям склада следует отнести: прием металла; учет прихода, расхода и наличия металла па складе; комплектование металла по маркам и типоразмерам, с опережением не менее одного месяца до начала обработки, определяемого графиком поставки металла в корпусообрабатывающий цех; правку листового и профильного проката; подбор и передачу его на линию очистки.
Заблаговременное комплектование металла осуществляют на основании разрабатываемых ОГТ завода ведомостей заказа листового и профильного проката. При этом учитывают возможность поставки металлургическими заводами немерных листов (до 5%) в счет заказа (но не более 10% по отдельным позициям). Немерные листы поставляют с отклонениями от заказных размеров, не превышающими по длине ±25% и по ширине ±15%.
Для конструкций, не рассчитываемых на прочность, изготовляемых из угольников, швеллеров, двутавровых балок, заказ полос профиля всех номеров следует производить по тоннажу, без указания длины полос профиля. Для расчетных конструкций (набор, стрингерный угольник, форштевень и т.п.) допускается заказ полос профиля определенной длины.
Подготовку пачек металла для очистки производят на основании сменного задания с определением даты запуска металла в обработку на одну-две смены.
На современных складах листовой металл хранят в горизонтальном положении пачками высотой до 1 м. Нижние листы укладывают на деревянные подкладки, расстояние между которыми должно быть таким, чтобы исключить пластический изгиб листов. Между листами двухслойной стали устанавливают деревянные прокладки для предохранения плакирующего слоя. Иногда пачки листов хранят в специальных поддонах, что облегчает транспортировку пачки специальными автопогрузчиками. Профильный прокат хранят пачками на стеллажах в горизонтальном положении. Расстояния между кронштейнами стеллажей должны быть такими, чтобы исключались остаточные деформации от провисания.
Наилучший вариант хранения листов на расходной части склада – это когда листы скомплектованы по секциям и по заказам. В этом случае сортировку металла и его подачу на обработку обеспечивают крановщик и комплектовщик. Последний, имея карту подачи металла, отбирает нужный металл и мелом проставляет условные шифры, а крановщик, имея аналогичную карту, подает в определенной последовательности листы на транспортные рольганги конвейера.
Рекомендуемые материалы
На судостроительных заводах, обрабатывающих в год до 50 000 т металла, применима принципиальная схема склада стали, приведенная на рис. 6.1. Такая схема склада позволяет выдавать в производство до 70 листов в смену.
Реконструкции существующего складского хозяйства проводится по следующим основным направлениям: механизация погрузочно-разгрузочных работ путем применения специальных магнитных захватов при разгрузке вагонов и специальных поддонов для пачек металла; увеличение грузоподъемности кранового оборудования и создание систем дистанционного управления кранами; создание высокопроизводительных механизированных комплексных поточных линий по правке, очистке, грунтовке и сушке листовой стали с высокой автоматизацией управления, как на отдельных операциях, так и в целом на поточной липни; создание автоматически работающих правильных вальцов с саморегулируемыми устройствами (автоматическая установка требуемого зазора и наклона валков). Полная механизация и автоматизация работы склада позволяет в 3–8 раз уменьшить затраты труда и обеспечить быструю и бесперебойную подачу металла в производство.
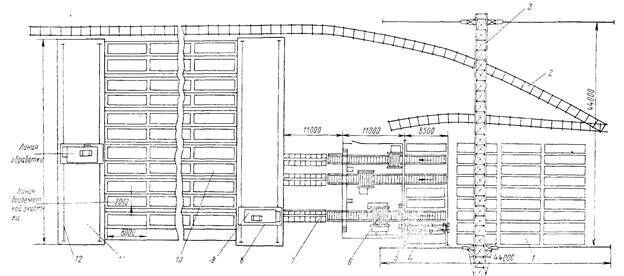
Рис. 6.1. Склад стали
1–входная часть склада; 2–железнодорожная колея; 3–козловой кран;
4–перегружатель; 5–входной рольганг; 6–вальцы; 7–рольганг накопитель;
8–трансбордер; 9–тележка-раскладчик; 10–расходная часть склада;
11–трансбордер; 12–рельсы.
Поступающий на судостроительные заводы прокат, как правило, имеет отклонения от плоскостности (листы) или прямолинейности (балки профиля), величины которых часто превышают допускаемые (до 3 мм/м и до 10 мм на всю длину проката). Отклонения обусловлены неравномерным обжатием листов при их горячей прокатке на металлургических заводах и последующим неравномерным охлаждением листов и профилей, деформированием в процессе перевозки и многочисленных грузовых операций.
Подобные отклонения ведут к погрешностям при изготовлении деталей. Поэтому в КОЦ обработку проката начинают с предварительной правки, которая заключается в создании в укороченных волокнах проката деформаций растяжения.
Правку изгибом выполняют в основном на валковых листоправильных машинах, основные элементы которых представлены на рис. 6.2.
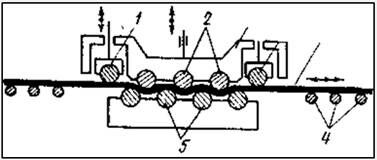
Рис. 6.2. Схема правки листового проката в валковой листоправильной машине
1 – вспомогательные валки; 2 и 5 – верхние и нижние рабочие валки;
3 – траверса; 4 – рольганг; в – выправленный прокат.
Лист за счет сил трения затягивается между двумя рядами валков правильной машины и многократно изгибается между ними, отчего укороченные волокна растягиваются. Число проходов зависит от исходного состояния и толщины проката, квалификации рабочего и не превышает пяти. Степень изгиба проката при правке определяется величиной зазора между нижними и верхними рабочими валками, зависящего от марки материала (его пластичности), толщины, соотношения длины и ширины листа, величины имеющейся местной погиби. Зазор устанавливают перемещением траверсы станка.
Диапазон толщин металла, который можно править на одних вальцах, как один к четырем(более тонкий металл не выправляется, а более толстый разрушит механизм).
Количество валков в правильных вальцах колеблется от 5 до 21. Чем больше число валков, тем более качественной и производительной будет правка. Тонкие листы и листы с высоким пределом текучести требуют для качественной правки большего количества валков. Многовалковые листоправильные вальцы применяются для холодной правки стальных листов толщиной до 50 мм и шириной до 5000 мм.
Вальцы выполняют двух типов (рис. 6.3): с параллельными рядами валков и индивидуальной регулировкой крайних валков и с непараллельными рядами валков.
В вальцах с параллельным расположением валков один ряд имеет регулировку по высоте на величину прогиба листа. Кроме того, крайние валки также имеют индивидуальную регулировку: передний валок для удобного введения листа в валки, а задний – для обеспечения прямолинейного выхода листа на рольганг. При наклонной верхней каретке дополнительные валки не требуются.
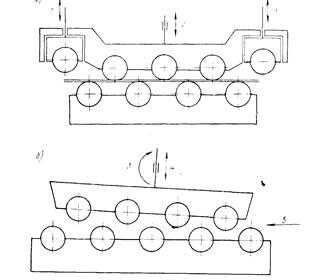
Рис 6.2 Схема установки валков перед правкой:
а – на вальцах с параллельным перемещением валков; в – в машинах с поворотным верхним рядом валков.
Зазор между валками выполняется меньше толщины обрабатываемого металла и рассчитывается
 мм,
мм,
где S – толщина листа в мм;
σт – предел текучести в МПа;
t – шаг между валками в мм,
K – коэффициент, учитывающий упругую зону (1–для валков с наклонной кареткой; 0,25–для 5-9 валков и 0,2–для 11 и более валков при параллельных валках);
E – модуль упругости металла в МПа (2,15*105 – для низколегированной и 2,03*105 – для высокопрочной сталей).
Эти параметры вносятся в шильдик вальцев.
Правка растяжением выполняется па правильно-растяжных машинах и может применяться для тех материалов, у которых отношение предела прочности к пределу текучести больше 1,15–1,20. Этому требованию удовлетворяет преобладающее большинство судостроительных сталей.
Лист закрепляется по торцевым кромкам в зажимных губках машины, которые под действием гидравлического цилиндра с усилием до 1500 т расходятся, растягивая лист в продольном направлении. В результате пластического удлинения сжатых волокон до уровня растянутых лист выравнивается.
Правка на правильно-растяжных машинах повышает производительность труда в 6–8 раз по сравнению с применением валковых машин, при этом точность правки на правильно-растяжных машинах выше. При растяжении на 1—2% выравниваются все искривления листа или профиля, причем механические характеристики металла сохраняются в пределах допусков. Машины хорошо вписываются в поточные линии. Основной их недостаток – повреждение поверхности листа насечкой, остающейся от зажимных губок, что требует отрезки концов листа длиной до 300 мм.
Правка в трехвалковых гибочных машинах толстых листов из высокопрочных сплавов выполняется при недостаточной мощности листоправильных машин за два перехода с переворачиванием, а также на гидравлических прессах свободной гибкой.
Профильный прокат правят на горизонтально-гибочных прессах типа «Бульдозер», на роликовых правильных машинах (многократным перегибом подобно правке листов в листоправильных вальцах), на растяжных машинах, а также на гидравлических прессах. Допускается местная волнистость не более 2 мм на метр, а общее искривление не более 8 мм на длину полосы профиля.
Прокат, поступающий на судостроительный завод, покрыт слоем окалины и пятнами ржавчины, а также имеет загрязнения. Окалина образуется при горячей прокатке стали. Ржавчина – результат хранении металла на открытом воздухе. И окалина и ржавчина по химической природе являются окислами железа. Для дальнейшей обработки прокат необходимо очистить и покрыть антикоррозионным составом, защищающим металл от коррозии на весь межоперационный период.
Основной способ очистки проката толщиной свыше 4 мм – механический. Для проката меньшей толщины применяют химическую очистку. Механическую очистку дробеметным способом выполняют на поточной линии, имеющей также позиции нанесения антикоррозионного покрытия и сушки окрашенной поверхности. Существуют линии, работающие при вертикальном и горизонтальном положении листа и процессе очистки. Схема линии приведена на рис. 6.4. Подачу проката на линию осуществляют поперечной транспортной системой 1, куда лист укладывается перегружателями или кранами. Далее по рольгангу 2 прокат поступает в камеру предварительной сушки 3, где его нагревают газовыми горелками до 70–80°С. Жировые загрязнения при этом сгорают. Нагрев ослабляет связь окалины с основным металлом, так как они имеют разные коэффициенты линейного расширения. По промежуточному рольгангу прокат поступает в дробеметную камеру, где на поверхность листа из турбинок дробеметной камеры 5 со скоростью до 80 м/с выбрасывается чугунная или стальная дробь диаметром 0,5–2,5 мм. Сбиваемые окалина, ржавчина и отработанная дробь попадают в сепаратор, где дробь отделяется и поступает для повторного использования, а частицы измельченных окалины и ржавчины отсасывают и удаляют (устройство дробеметной камеры приведено на рис. 6.5). По промежуточному рольгангу 6 прокат подается в окрасочную камеру 7 для нанесения антикоррозионного покрытия и далее в камеру сушки 8 и по выходному рольгангу 9 – в зону действия поперечной транспортной системы 10.
Поточные линии с горизонтальным расположением листа используют и для обработки профильного проката. Скорость движения проката на линиях 1-3 м/мин, а годовая производительность до100-300 тыс. пог. м. Для профильного проката, если объем перерабатываемого металла велик, устанавливают отдельные линии.
Химическую очистку тонких (толщиной менее 4 мм) листов выполняют травлением в 15-20% растворе ингибированной соляной или серной кислоты в течение 1-3 ч. в зависимости от марки материала и состояния поверхности проката. Окислы в кислоте растворяются и после травления смываются проточной холодной водой, поверхность листов нейтрализуют в 3-5% растворе кальцинированной соды в течение 3-5 мин и окончательно промывают водой.
В настоящее время в Российском НИИ разрабатывается метод и оборудование для вакуумной электродуговой очистки металла. Данный процесс основан на возникновении множественного малоамперного дугового разряда «срывающего» с металла окалину и ржавчину. Эксперименты, проведенные на макете установки, подтвердили высокое качество очистки, экологическую чистоту процесса, эффективность за счет отсутствия расходных материалов (дроби, химических реактивов) и снижения металлоемкости технологического оборудования.
Для защиты очищенного металла на период постройки судна его грунтуют. На очищенные поверхности наносят фосфатирующий раствор, или синтетический грунт. Такое покрытие защищает металл на срок 3–6 месяцев. По сравнению с механической химическая очистка имеет тяжелые и опасные условия труда, трудности с утилизацией отходов, поэтому осуществляется только при необходимости работы с большими объемами тонколистового металла.
Предварительной обработке подвергают весь поступающий на завод прокат, после чего в зависимости от вида резки он направляется на разметку или на тепловую резку на машинах с ЧПУ, т. е. на основные операции обработки.
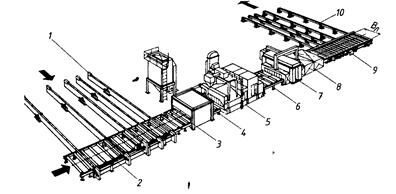
Рис. 6.4 Поточная линия обработки металла
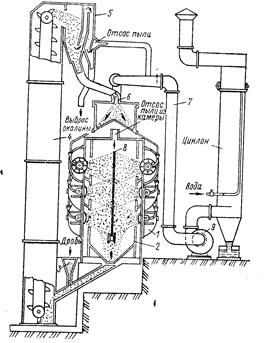
Рис. 6.5. Дробеметная камера
1–дробеметный аппарат; 2–внутренняя обшивка камеры; 3–загрузочная воронка; 4–элеватор; 5–сепаратор; 6–расходный бункер дроби; 7–вытяжной трубопровод; 8–очищаемый лист; 9–вентилятор.
При разметке на прокат наносят контуры деталей в натуральную величину с учетом припусков на обработку, а также базовые и контрольные линии и линии притыкания смежных деталей. Одновременно детали маркируют. Разметку деталей выполняют в тех случаях, когда предусматривается механическая резка, тепловая ручная или резка переносными машинами. Существует разметка ручная по эскизам и по шаблонам, на машинах с ЧПУ. Сохранилась еще и фотопроекционная разметка.
По эскизам размечают простейшие листовые детали с прямолинейными кромками, без внутренних или кромочных вырезов. Все необходимые построения разметчик выполняет на металле. Прямые линии наносят чертилкой по металлической линейке или отбивают для большей видимости намеленной ниткой. Размеры измеряют рулеткой не ниже второго класса точности. На металле разметку фиксируют кернением.
Разметка по шаблонам заключается в том, что шаблоны деталей обводят чертилкой и затем линии кернят. Метод болee точен и требует меньших трудозатрат по сравнению с разметкой по эскизам, однако необходимо обеспечить изготовление и хранение шаблонов, поэтому его целесообразно применять при изготовлении большого количества одинаковых деталей. Детали из профильного проката размечают (по длине) и маркируют по эскизам.
Вам также может быть полезна лекция "4.5. Принцип экологической безопасности".
При изготовлении все детали корпуса маркируют, нанося основную, дополнительную и вспомогательную маркировку. Основная марка включает заводской номер строящегося заказа, марку стали, номер рабочего чертежа секции и номер детали. Дополнительная марка содержит ориентирные надписи (нос, корма, верх, левый борт, ДП и т. п.), номера шпангоутов, указания по обработке кромок, величине припуска при резке. Вспомогательная марка состоит из общих указаний, например, «вырез вскрыть после сборки». Маркируют и так называемые деловые отходы – часть листа, не занятую деталями. Деловые отходы в дальнейшем могут использоваться для изготовления деталей другого технологического комплекта. Маркирование выполняют вручную специальными маркерами.
Для автоматизации маркирования деталей в судостроении было разработано несколько машин с ЧПУ. Машины АМУ-62 и «Символ» наносили маркировку соответственно пневмокерном и пневмозубилом. А лазерные машины наносят маркировку методом скрайбирования – образования на поверхности металла канавок глубиной сотые доли миллиметра за счет расплавления металла лучом лазера и последующего удаления расплава струей газа.
Нa многих предприятиях машины с ЧПУ для тепловой резки оснащают специальными разметочно-маркировочными устройствами, с использованием:
– плазменного маркировщика, включающего источник тока и плазматрон для нанесения разметки и марок на металл расплавлением его на глубину 0,03-0,25 мм при ширине линии 0,5-1,0 мм; скорость маркирования до 7,5 м/мин;
– специализированных горелок, которые позволяют наносить на лист линии толщиной 5-20 мкм и шириной 0,6-2,0 мм расплавленным и факеле горелки порошком цинка; расход порошка составляет около 0,05 г/м, скорость разметки 1-6 м/мин.
Возможно использование и электрокаплеструйного печатающего устройства. Под действием высокого давления из сопла устройства выбрасывается струя чернил, дробящаяся затем на капли, которые получают электрический заряд определенной величины. Развертку наносимого знака на поверхности металла выполняют по одной координате за счет отклонения заряженных капель электрическим полем, а по другой – путем линейного перемещения печатающей головки.


















