
Содержание технологической подготовки производства
ЛЕКЦИЯ 11
Содержание технологической подготовки производства
Трудоемкость постройки корпуса судна составляет от 20% (для крупных пассажирских или промысловых судов) и до 80% (для барж) от общей трудоемкости его постройки.
Первым этапом работ судостроительного завода при постройке корпуса является его плазовая разбивка. Плазовая разбивка является уточненным графическим или аналитическим воспроизведением формы и размеров корпуса, служащим для изготовления деталей, а также для контроля их сборки.
Детали корпуса изготавливают (вырезают и, при необходимости, изгибают) в основном из листов и профильного проката, прошедших предварительную подготовку. Эта подготовка (предварительные операции) состоит в правке, очистке от окалины и ржавчины или от консервирующих веществ, нанесенных на металлургическом заводе, а также в наложении временного защитного слоя для предохранения металла от коррозии на период постройки корпуса.
Готовые детали комплектуют в соответствии с чертежом собираемого изделия и далее передают в сборочно-сварочный цех для изготовления из них узлов и секций. Некоторая небольшая часть деталей, минуя предварительную сборку, поступает прямо на сборку на построечном месте. Их обычно устанавливают в местах соединения секций или узлов друг с другом.
Вопросы секционной и общей (стапельной) сборки, спуска судна и его достройки в данном разделе дисциплины не рассматриваются.
Подготовку производства в судостроении можно условно разделить на три вида: конструкторскую, материально-техническую и планово-технологическую. Подготовку начинают до начала постройки судна. В настоящее время средняя продолжительность постройки серийного транспортного судна от момента закладки до сдачи составляет около 8–10 месяцев. Однако известны мировые рекорды: во время второй мировой войны грузовое судно длиной около 120 м строилось за 25–30 дней.
Меньший срок постройки требует тщательной и заблаговременной подготовки, которая может занимать до года и больше, считая с момента получения технического проекта судна и до момента закладки корпуса.
Рекомендуемые материалы
Объем и содержание подготовки к постройке заказанного судна могут быть различными. Они зависят от типа судна, его сложности, объема строящейся серии и заданных сроков постройки.
Конструкторская подготовка состоит в разработке спецификаций, рабочих чертежей, заказных ведомостей и программ испытаний. В качестве основы для разработки принимается утвержденный заказчиком технический проект судна или же чертежи судна-прототипа, в которые заводу предлагается внести те или иные изменения.
В ряде случаев в период конструкторской подготовки приходится проводить опытные работы, например испытания моделей корпуса в бассейне, макетирование отдельных отсеков и помещений, испытания отдельных опытных конструкций и узлов. Естественно, эти опытные работы и исследования усложняют и удлиняют подготовку производства к постройке.
Материально-техническая подготовка производства состоит в размещении заказов на все основные материалы, предусмотренные заказными ведомостями, а также на не судовое оборудование, которое изготавливается контрагентами. Заказы оформляют договорами с поставщиками и хранятся на складах, до момента их использования (срок хранения должен быть минимальным).
Планово-технологическая подготовка производства включает разработку ряда документов и необходимых изделий:
–укрупненный технологический план постройки;
–генеральный график постройки;
–принципиальные и рабочие технологические процессы изготовления наиболее сложных изделий;
–заказы на оборудование и специальный инструмент.
Технологический план постройки судна устанавливает определенную последовательность изготовления конструкций корпуса, их сборки на построечном месте и дальнейшего монтажа и отделки всего судна. Технологический план постройки крупных судов содержит разбивку судна па строительные районы, этапы постройки и технологические комплекты.
Наглядное графическое представление о реализации технологического плана постройки по времени дает генеральный график постройки. При его составлении учитывают: взаимосвязь работ по разным технологическим комплектам и их зависимость друг от друга, общий срок постройки и сроки отдельных этапов, а также возможность использования резервов рабочей силы в отдельных цехах. Схема генерального графика единичной постройки крупного судна приведена на рис. 11.1.
К генеральному графику обычно прилагаются: отдельный график контрагентских поставок, график выполнения работ на отдельных позициях и график необходимого числа рабочих по специальностям. Совокупность этих документов является основанием для планирования на заводе всей постройки данного судна или серии судов. В последнем случае на основании генеральных графиков по каждому типу судов составляют еще годовой график спуска и сдачи (стапельное расписание) судов, предусмотренных всей судостроительной программой завода. На этом графике указывают продолжительность отдельных периодов постройки каждого судна и некоторых контрольных моментов, например закладки, спуска, сдачи судов.
Перечисленные выше планы и графики все же не содержат точных технологических указаний о том, как именно изготавливать и контролировать ту или иную конструкцию. Поэтому на некоторые виды работ и операций при технологической подготовке производства разрабатывают отдельные технологические инструкции.
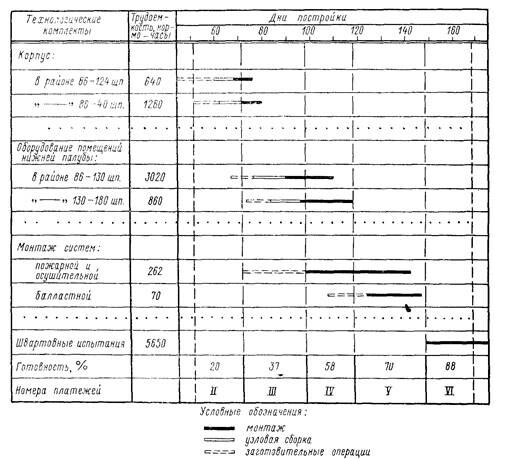
Рис. 11.1. Схема генерального графика постройки головного или единичного крупного судна.
При выполнении таких работ, как, например, обработка деталей корпуса, сборка и сварка корпуса, испытание непроницаемости и других, цехи должны руководствоваться действующими отраслевыми нормалями едиными для всех заводов судостроительной промышленности.
Широкое распространение получила система сетевого планирования и управления (СПУ), в которой используется сетевой график в качестве информационной динамической модели, отображающей процесс выполнения комплекса операций и его конечные цели.
Сетевой график позволяет четко представить связи между отдельными работами в сложных производственных условиях и установить наиболее рациональную последовательность и зависимость всего комплекса работ. Это дает возможность своевременно предупреждать срывы работ и нарушения плановых сроков.
Вместе с этой лекцией читают "10 Трехфазный ток".
В сетевых графиках отдельные работы изображаются стрелками, а конечные результаты – кружками и цифровыми индексами. В сетевом графике каждый кружок означает «событие», т. е. конечный результат каких-то работ. Событие не является процессом, его длительность равна нулю. Для того чтобы перейти от предыдущего события к последующему, нужно совершить определенную работу, которая может быть измерена по времени (в днях, неделях, чел.-час).
Оценка времени выражается обычно для судостроения в днях, неделях или месяцах, в зависимости от того, как подробно составляется сетевой график (пример сетевого графика на рис.11.2).
Технологические процессы выполнения операций (инструкции) разрабатываются для сложных и ответственных конструкций. Для типовых процессов пользуются нормативной документацией единой на всех предприятиях судостроительной промышленности.
При разработке технологических процессов устанавливают: оборудование, оснастку, приспособления и инструмент, которые будут использоваться при постройке судна; определяют возможность использования имеющегося оборудования и оснастки, или необходимо заказать (сконструировать) новое.
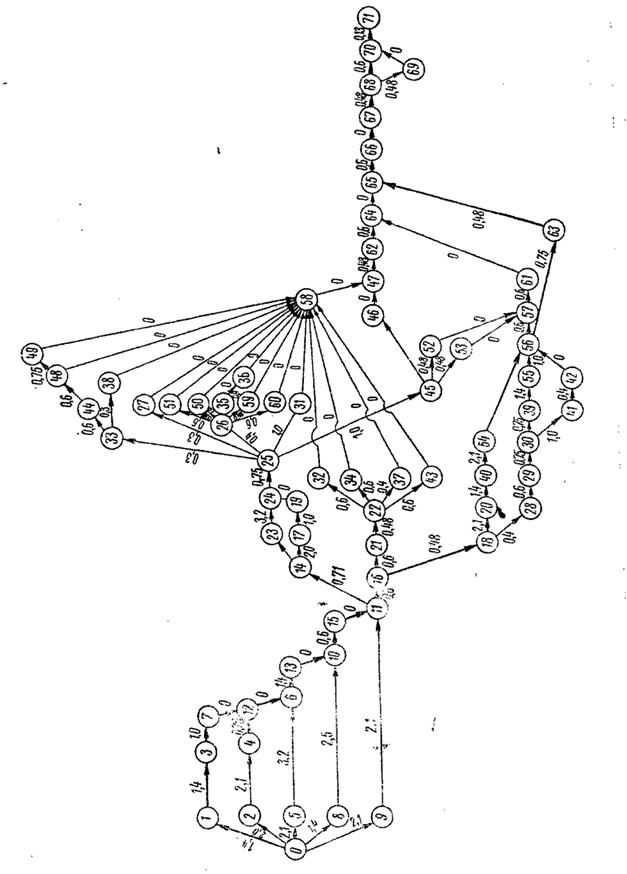
Рис. 11.2 Сетевой график постройки крупного судна

















