
Холодная штамповка
ЛЕКЦИЯ 15
Холодная штамповка
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла.
Холодная штамповка является одним из наиболее прогрессивных методов получения высококачественных заготовок небольших и точных из стали и цветных металлов. Она обеспечивает достаточно высокую точность и малую шероховатость поверхности при малых отходах металла и низкой трудоемкости и себестоимости изготовления изделий. Возможность осуществления холодной штамповки и качество заготовок определяются качеством исходного материала. Большое значение имеет подготовка поверхности заготовок: удаление окалины, загрязнений и поверхностных дефектов.
Процессы холодной штамповки часто выполняют за несколько технологических переходов, постепенно приближая форму и размеры заготовок к форме и размерам готовых изделий и осуществляя промежуточный отжиг для снятия наклепа и восстановления пластических свойств металла. В зависимости от характера деформирования и конструкции штампов холодную штамповку делят на объемную и листовую.
Объемная холодная штамповка
Холодную объемную штамповку выполняют на прессах или специальных холодноштамповочных автоматах. Основными ее разновидностями являются: высадка, выдавливание, объемная формовка, чеканка.
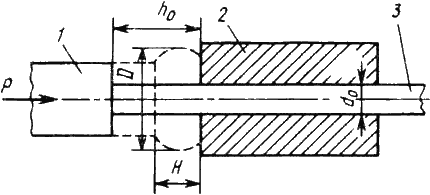
Высадка – образование на заготовке местных утолщений требуемой формы в результате осадки ее конца (рис. 15.1).
Рекомендуемые материалы
Рис.15.1. Схема высадки
Заготовкой обычно служит холоднотянутый материал в виде проволоки или прутка из черных или цветных металлов. Высадкой изготавливают стандартные и специальные крепежные изделия, кулачки, валы-шестерни, детали электронной аппаратуры, электрические контакты и т.д.
Длина высаживаемой части  рассчитывается с учетом объема требуемого утолщения
рассчитывается с учетом объема требуемого утолщения  по формуле:
по формуле:  .
.
Расчет числа переходов производится в основном по соотношению длины высаживаемой части и диаметра заготовки  , которое характеризует устойчивость к продольному изгибу. При
, которое характеризует устойчивость к продольному изгибу. При  используют один переход, при
используют один переход, при  – два перехода, при
– два перехода, при  – три перехода. При большом количестве переходов происходит упрочнение металла, поэтому требуется отжиг.
– три перехода. При большом количестве переходов происходит упрочнение металла, поэтому требуется отжиг.
Последовательность переходов изготовления деталей показана на рис. 15.2.: за три перехода (рис. 15.2.а); за пять переходов (рис. 15.2.б).
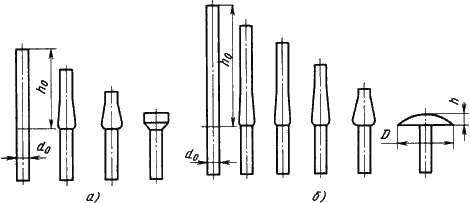
Рис.15.2. Последовательность переходов изготовления детали
Высадка осуществляется на прессах, горизонтально-ковочных машинах, автоматических линиях, оснащенных холодновысадочными пресс-автоматами.
Выдавливание – формообразование сплошных или полых изделий, благодаря пластическому течению металла из замкнутого объема через отверстия соответствующей формы.
Особенностью процесса является образование в очаге деформации схемы трехосного неравномерного сжатия, повышающего технологическую пластичность материала.
Различают прямое, обратное, боковое и комбинированное выдавливание (рис. 15.3).
При прямом выдавливании металл течет из матрицы 2 в направлении, совпадающем с направлением движения пуансона 1 (рис.15.3.а, 15.3.б). Этим способом можно получить детали типа стержня с утолщением, трубки с фланцем, стакана с фланцем.
При обратном выдавливании металл течет в направлении, противоположном направлению движения пуансона, в кольцевой зазор между пуансоном и матрицей для получения полых деталей с дном (рис. 15.3.в) или в полый пуансон для получения деталей типа стержня с фланцем (рис. 15.3.г).
При боковом выдавливании металл течет в боковые отверстия матрицы под углом к направлению движения пуансона (рис.15.3.ж). Таким образом, можно получить детали типа тройников, крестовин и т.п. Для обеспечения удаления заготовок из штампа матрицу выполняют состоящей из двух половинок с плоскостью разъема, проходящей через осевые линии исходной заготовки и получаемого отростка.
При комбинированном выдавливании металл течет по нескольким направлениям (рис.15.3.д, 15.3.е). Возможны сочетания различных схем.
Заготовки для выдавливания отрезают от прутков или вырубают из листа. Размер заготовок рассчитывают с учетом потерь на последующую обработку. Форма заготовки и ее размеры для полых деталей без фланца соответствуют наружным размерам детали; для деталей с фланцем – диаметру фланца; для деталей стержневого типа – размерам головки.
Выдавливание можно осуществлять и в горячем состоянии.
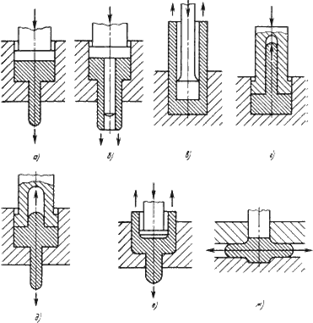
Рис. 15.3. Схемы выдавливания:
а,б – прямого; в, г – обратного; д, е – комбинированного; ж - бокового
Объемная формовка – формообразование изделий путем заполнения металлом полости штампа.
Схемы объемной формовки представлены на рис.15.4.
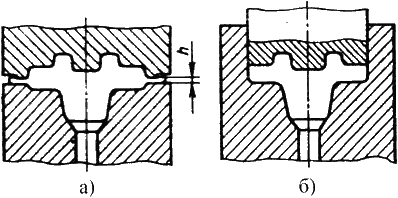
Рис.15.4. Схемы объемной формовки: а – в открытых штампах; б – в закрытых штампах
Она производится в открытых штампах, где излишки металла вытекают в специальную полость для образования облоя (рис.15.4.а), и в закрытых штампах, где облой не образуется (рис.15.4.б). Формовку в закрытых штампах применяют реже из-за больших сложности и стоимости получения заготовок точного объема, необходимости использования более мощного оборудования и меньшей стойкости штампов. В закрытых штампах получают в основном детали из цветных металлов.
Объемной формовкой изготавливают пространственные детали сложных форм, сплошные и с отверстиями. Холодная объемная формовка требует значительных удельных усилий вследствие высокого сопротивления металла деформированию в условиях холодной деформации и упрочнения металла в процессе деформации. Упрочнение сопровождается снижением пластичности металла. Для облегчения процесса деформирования оформление детали расчленяется на переходы, между которыми заготовку подвергают рекристаллизационному отжигу. Каждый переход осуществляют в специальном штампе, а между переходами обрезают облой для уменьшения усилия деформирования и повышения точности размеров деталей.
Заготовкой служит полоса или пруток, причем процесс штамповки может осуществляться непосредственно в полосе или прутке или из штучных заготовок.
В качестве оборудования используют прессы, однопозиционные и многопозиционные автоматы.
Чеканка – образование рельефных изображений на деформируемом материале.
Чеканка осуществляется в закрытых штампах на чеканочных фрикционных и гидравлических прессах.
При холодной штамповке коэффициент использования материала достигает 95 %. При холодном деформировании формируется благоприятная ориентированная волокнистая структура металла, что придает деталям высокую усталостную прочность при динамических нагрузках. Это позволяет получать конструкции с меньшими размерами и металлоемкостью, чем у конструкций, полученных обработкой резанием, не снижая при этом их надежность. Но для холодной объемной штамповки требуется дорогостоящий специальный инструмент, что делает целесообразным ее применение только в массовом и крупносерийном производствах.
Листовая штамповка
Листовая штамповка – один из видов холодной обработки давлением, при котором листовой материал деформируется в холодном или подогретом состоянии.
Листовой штамповкой изготавливаются разнообразные плоские и пространственные детали – от мелких, массой от долей грамма и размерами в доли миллиметра (секундная стрелка часов), до средних (металлическая посуда, крышки, кронштейны) и крупных (облицовочные детали автомобилей).
Толщина заготовки при листовой штамповке обычно не более 10 мм, но иногда может превышать 20 мм, в этом случае штамповка осуществляется с предварительным подогревом до ковочных температур.
При листовой штамповке используют: низкоуглеродистые стали, пластичные легированные стали, цветные металлы и сплавы на их основе, драгоценные металлы, а также неметаллические материалы: органическое стекло, фетр, целлулоид, текстолит, войлок и др.
Листовую штамповку широко применяют в различных отраслях промышленности, особенно, автомобилестроении, ракетостроении, самолетостроении, приборостроении, электротехнической промышленности.
Основные преимущества листовой штамповки:
- возможность изготовления прочных легких и жестких тонкостенных деталей простой и сложной формы, получить которые другими способами невозможно или затруднительно;
- высокие точность размеров и качество поверхности, позволяющие до минимума сократить механическую обработку;
- сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30 000…40 000 деталей в смену с одной машины);
- хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически выгодна и в массовом, и в мелкосерийном производствах.
Холодная листовая штамповка заключается в выполнении в определенной последовательности разделительных и формоизменяющих операций, посредством которых исходным заготовкам придают форму и размеры детали.
Операцией листовой штамповки называется процесс пластической деформации, обеспечивающий характерное изменение формы определенного участка заготовки.
Различают разделительные операции, в которых этап пластического деформирования обязательно завершается разрушением, и формообразующие операции, в которых заготовка не должна разрушаться в процессе деформирования. При проектировании технологического процесса изготовления деталей листовой штамповкой основной задачей является выбор наиболее рациональных операций и последовательности их применения, позволяющих получить детали с заданными эксплуатационными свойствами при минимальной себестоимости и хороших условиях труда.
Все операции выполняются при помощи специальных инструментов – штампов, которые имеют различные конструкции в зависимости от назначения. Штампы состоят из рабочих элементов – матрицы и пуансона, и вспомогательных частей – прижимов, направляющих, ограничителей и т.д. Пуансон вдавливается в деформируемый металл или охватывается им, а матрица охватывает изменяющую форму заготовку и пуансон.
Операции листовой штамповки
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут выполняться по замкнутому или по незамкнутому контуру.
Отделение одной части заготовки от другой осуществляется относительным смещением этих частей в направлении, перпендикулярном к плоскости заготовки. Это смещение вначале характеризуется пластическим деформированием, а завершается разрушением.
Отрезка – отделение части заготовки по незамкнутому контуру на специальных машинах – ножницах или в штампах.
Обычно ее применяют как заготовительную операции для разделения листов на полосы и заготовки нужных размеров.
Основные типы ножниц представлены на рис. 15.5.
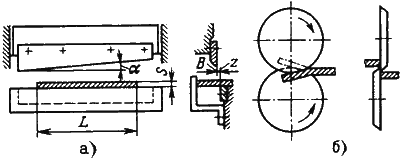
Рис. 15.5. Схемы действия ножниц: а – гильотинных; б – дисковых
Ножницы с поступательным движением режущих кромок ножа могут быть с параллельными ножами, для резки узких полос, с одним наклонным ножом – гильотинные (рис.15.5.а). Режущие кромки в гильотинных ножницах наклонены друг к другу под углом 1…50 для уменьшения усилия резания. Лист подают до упора, определяющего ширину отрезаемой полосы В. Длина отрезаемой полосы L не должна превышать длины ножей.
Ножницы с вращательным движением режущих кромок – дисковые (рис.15.5.б). Длина отрезаемой заготовки не ограничена инструментом. Вращение дисковых ножей обеспечивает не только разделение, но и подачу заготовки под действием сил трения. Режущие кромки ножей заходят одна за другую, это обеспечивает прямолинейность линии отрезки. Для обеспечения захвата и подачи заготовки диаметр ножей должен быть в 30…70 раз больше толщины заготовки, увеличиваясь с уменьшением коэффициента трения.
Вырубка и пробивка – отделение металла по замкнутому контуру в штампе.
При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением. Вырубкой оформляют наружный контур детали, а пробивкой – внутренний контур (изготовление отверстий).
Вырубку и пробивку осуществляют металлическими пуансоном и матрицей. Пуансон вдавливает часть заготовки в отверстие матрицы. Схема процессов вырубки и пробивки представлена на рис. 15.6.
Основным технологическим параметром операций является радиальный зазор между пуансоном и матрицей  . Зазор назначают в зависимости от толщины
. Зазор назначают в зависимости от толщины  и механических свойств заготовки, он приближенно составляет
и механических свойств заготовки, он приближенно составляет  . При вырубке размеры отверстия матрицы равны размерам изделия, а размеры пуансона на
. При вырубке размеры отверстия матрицы равны размерам изделия, а размеры пуансона на  меньше их. При пробивке размер пуансона равен размерам отверстия, а размеры матрицы на больше их.
меньше их. При пробивке размер пуансона равен размерам отверстия, а размеры матрицы на больше их.
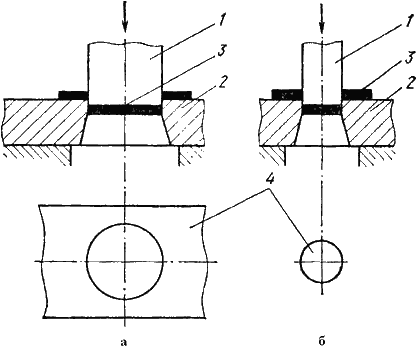
Рис. 15.6. Схема процессов вырубки (а) и пробивки (б)
1 – пуансон, 2 – матрица, 3 – изделие, 4 – отход
Уменьшение усилия резания достигается выполнением скоса на матрице при вырубке, на пуансоне – при пробивке.
Ещё посмотрите лекцию "Общая психологическая характеристика судебного процесса при рассмотрении уголовных дел" по этой теме.
При штамповке мало- и среднегабаритных деталей из одной листовой заготовки вырубают несколько плоских заготовок для штамповки. Между смежными контурами вырубаемых заготовок оставляют перемычки шириной, примерно равной толщине заготовки. В отдельных случаях смежные заготовки вырубают без перемычек (экономия металла при ухудшении качества среза и снижении стойкости инструмента).
Расположение контуров смежных вырубаемых заготовок на листовом материале называется раскроем. Часть заготовки, оставшаяся после вырубки – высечкой.
Высечка составляет основной отход при листовой штамповке. Тип раскроя следует выбирать из условия уменьшения отхода металла в высечку (рис. 15.7).
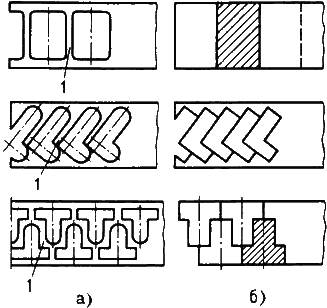
Рис.15.7. Примеры раскроя материала с перемычками (а) и без перемычек (б)
Экономия металла может быть получена: уменьшением расхода металла на перемычки, применением безотходного и малоотходного раскроя, повышением точности расчета размеров заготовки и уменьшением припусков на обрезку.


















