
Окончательная обработка базирующих и рабочих поверхностей в одной оперрации
Вопрос №22,23
22. Окончательная обработка базирующих и рабочих поверхностей в одной оперрации
23. Окончательная обработка базирующих и рабочих поверхностей за две операции
Окончательную обработку оправ и тубусов проводят с целью обеспечения требований к точности размеров и качества поверхности внутренних и наружных посадочных диаметров и торцов, а также обеспечения требуемой точности их формы и расположения.
Окончательную обработку посадочных поверхностей оправ и тубусов выполняют за одну или несколько операций (в зависимости от конструкции оправы, количества и расположения обрабатываемых поверхностей) на токарных станках повышенной точности.
Необходимость выделения окончательной токарной обработки в отдельные операции обусловлена следующими основными причинами: во-первых, не всегда удается обеспечить требуемую точность размеров в процессе предварительной обработки, и, во-вторых, после предварительной обработки под действием остаточных напряжений детали, как правило, деформируются с образованием погрешности формы и расположения поверхностей. Для ликвидации этих погрешностей и проводят окончательную обработку, перед которой детали для уменьшения остаточных напряжений обычно подвергают термической обработке.
Высокие требования к точности размеров, формы и расположения поверхностей при малой жесткости деталей и определяют трудности их обработки и мероприятия, позволяющие обеспечить требуемую точность обработки.
Построение операций окончательной обработки оправ зависит от размеров, положения обрабатываемых поверхностей, требуемой точности их взаимного расположения и т. п.
Труднее обеспечить соосность внутренних и наружных посадочных поверхностей оправ. Их редко удается обработать с одной установки, т. к. необходимое для этого консольное крепление оправ малой жесткости не позволяет обеспечить точность диаметральных размеров, что вынуждает вести их раздельную обработку.
Рекомендуемые материалы
Существует 3 схемы обработки детали, представленной на рис. 3.1.а).
1. Обработка «от отверстия». (рис. 3.1.а, б, в) (Обработка за две операции).
1). Обрабатывается внутреннее отверстие Æd (рис. 3.1.б).
2). Базирование по обработанной внутренней поверхности и обработка наружной поверхности, обеспечивается диаметр D и соосность (рис.3.1.в).
2. Обработка «от наружной поверхности». (рис.3.1.г, д) (Обработка за две операции)
1). Обрабатывается наружная поверхность и выдерживается лишь ÆD (рис.3.1.г).
2). Базировка по внешней поверхности и обработка внутренней поверхности, обеспечивается соосность (рис. 3.1.д)
В обоих случаях поверхность обработанная первой служит технологической базой для обработки поверхности с ней связанной (размером, требованиям расположения).
3. Одновременная обработка. (рис. 3.1.е) (Обработка за одну операцию и одну установку).
Заготовку базируют и крепят по черной базе и обрабатываются Æd, ÆD и выдерживается соосность.
В этом случае конструкция детали должна давать «доступ» двум резцам (см. рис.) или потребуется применение технологического материала для базирования и закрепления.
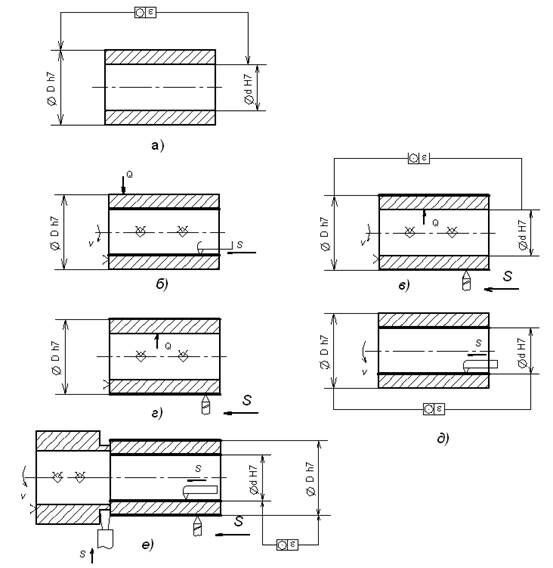
Рис. 3.1. Различные схемы обработки детали:
а –чертеж детали
б, в – обработка «от отверстия»;
г, д – обработка «от наружной поверхности»;
е – одновременная обработка внутренней и наружной
Рекомендация для Вас - 9 Классификация и основные параметры усилителей.
поверхности.
При обработке по схемам 1 и 2 в большинстве случаев обработку таких деталей целесообразно вести “от отверстия”, то есть сначала обработать внутреннюю поверхность, заботясь лишь о достижении требуемой точности диаметрального размера. Затем, базируясь на обработанное отверстие, следует точить наружную поверхность, обеспечив ее точность и расположение относительно отверстия. Для обработки наружной поверхности оправы закрепляют на точной центрирующей оправке.
Точность диаметральных размеров, как правило, обеспечивается методом автоматического получения размера, за счет точной настройки станка, применения стойкого твердосплавного инструмента и оптимальных режимов обработки. Если обработкой на настроенных станках обеспечить требуемую точность не удается, то она достигается методом пробных проходов и промеров.
Метод пробных проходов часто применяется в условиях единичного и мелкосерийного производства, когда затраты времени на настройку станков экономически нецелесообразны.
Значительные трудности возникают при обработке оправ и тубусов, к посадочным поверхностям которых предъявляются повышенные требования в отношении точности формы в поперечном и продольном сечениях. Главной причиной появления погрешностей формы при обработке нежестких деталей (типа колец, оправ, тубусов) являются упругие деформации, возникающие при закреплении деталей в приспособлениях.
Для уменьшения погрешностей формы в продольном и поперечном направлениях следует прибегать к использованию кулачков с длиной, равной половине длины обрабатываемых втулок, а при закреплении труб следует поджимать свободный конец трубы вращающимся центром. Та же цель достигается при использовании разжимных оправок, зажимающих деталь одновременно в двух сечениях или по всей длине детали (оправки гидропластовые), а также приспособлений, обеспечивающих приложение зажимного усилия не в радиальном, а в осевом направлении.


















