
Обработка отверстия параллельного плоскости
16.Обработка отверстия параллельного плоскости
Отверстие, параллельное плоскости.
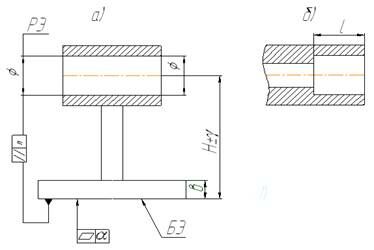
| На рисунке 4 показано два варианта конструкции детали а – сквозное отверстие, б – ступенчатое отверстие. В связке базирующего и РЭ необходимо обрабатывать обе поверхности. Встает вопрос с какой начинать?, т.е. какую поверхность обрабатывать первой. В этом случае действует правило: . Из двух связанных поверхностей первой должна быть обработана менее точная поверхность. БЭ – считается менее точным – с него и начинать. Дальше используется правило: следующей должна быть обработана поверхность, связанная с предыдущей, которая (предыдущая) будет служить
|
|

Рекомендуемые материалы
технологической базой (принцип совмещения баз). Кроме того более точная поверхность требует более точной базы. Значит отверстие обрабатывается во вторую очередь. Итак, первой обрабатывается плоскость..
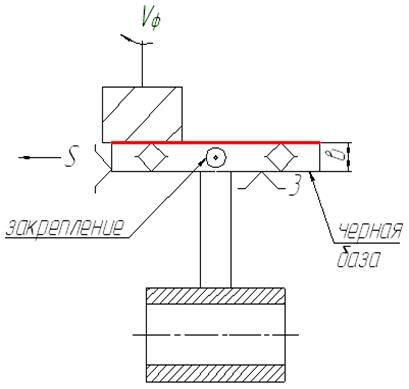
| Плоскости (см. гл. Обработка плоскостей ) обрабатываются фезерованием, Схема обработки показана на рис 5. Если заготовка небольшая, то можно использовать торцевую фрезу. Для поверхностей большой площади в приборостроении используют летучую фрезу. В качестве приспособления используются обычные фрезерные тиски. Обращаем внимание: что при обработке используется черная база (база, которая не обрабатывается в этом ТП). Конструктор должен понимать черную базу и координировать БЭ относительно черной базы, Тогда в той операции выдерживается только один размер –В. |
|

После обработки плоскости деталь идет на операцию растачивания, например, на токарном станке (см. схему обработки на рис.6).
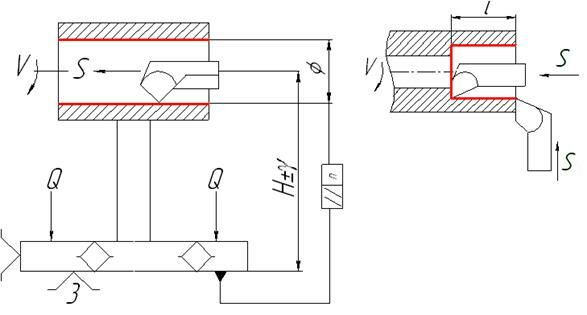


Рис.6 Операция растачивания
а – сквозное отверстие, б – ступенчатое отверстие
| Растачивание выполняется на приспособлении типа “Угольник” (см. Рис.7). Точность размеров Н и // зависит от точности приспособления. Допуски на размеры приспособления назначаются в 2 – 3 раза жестче, чем допуск на деталь, т.е. В лекции "9 Формула Стокса" также много полезной информации. Приспособление ориентируется на шпинделе через Н6 выточки и такой же поясок на шпинделе. Очевидно, что это приведет к погрешности установки, обусловленной зазором в посадке этих поверхностей. Т.е. сама конструкция вносит погрешность. Для уменьшения этой погрешности делают или |
|
 ,
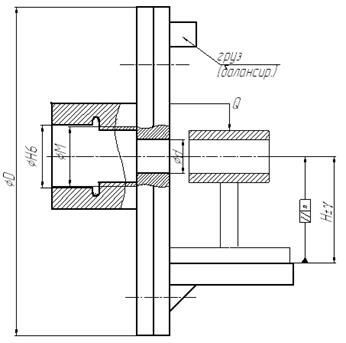
,  . При обработке ступенчатого отверстия приходится вводить обработку торца, чтобы устранить громадную погрешность базирования по размеру
. При обработке ступенчатого отверстия приходится вводить обработку торца, чтобы устранить громадную погрешность базирования по размеру  .
.
 огрехи в чертеже
огрехи в чертежеконический хвостовик, или отверстие  через которое приспособление центрируют с помощью индикатора.
через которое приспособление центрируют с помощью индикатора.
Последние замечания. В схеме не указан еще операционный размер, координирующий ось отверстия в направлении, перпендикулярном плоскости чертежа.
Требования плоскостности выполняется в отдельной операции, которая называется притирка.



















