


Контроль точности при сборке
КОНТРОЛЬ ТОЧНОСТИ ПРИ СБОРКЕ
Осуществляемые в процессе сборки контрольные операции дают возможность установить в соединениях, сборочных единицах и в машине степень соответствия относительного положения и перемещения исполнительных поверхностей техническим требованиям на сборку. В общем случае методы контроля могут быть разделены на визуальные и с применением технических средств, измерений (универсальных, специальных, механизированных, автоматизированных).
В практике сборки без специальных приборов проверяют, например, форму и размеры пятен касания при контроле на краску, плотность посадки простукиванием «на звук», состояние поверхностей, кромок, стыков и пр. Понятно, что этот метод субъективен, и точность таких измерений весьма мала.
С помощью технических средств измерений контролируют зазоры в сопряжениях и относительное положение деталей. Для этого применяют концевые и штриховые меры длины, щупы, штанген-инструменты, микрометрические инструменты, рычажно-механические, электрические и пневматические приборы, а также различные специальные контрольные приспособления и установки.
Точность контроля в этих случаях зависят прежде всего от правильности установки измерительного инструмента или приспособления на контролируемой сборочной единице, изделий, точности настройки системы и точности самого измерения. Каждому из этих элементов контроля соответствуют и свои погрешности, составляющее в конечном счете суммарную погрешность измерения. Последнее может либо увеличивать, либо уменьшать контролируемую величину, снижая тем самым точность контроля. Поэтому при выборе метода и вида технических средств контроля учитывают это обстоятельство, с тем чтобы не допустить выбраковки соединений, контролируемые параметры которых фактически находятся в пределах допуска, установленного техническими условиями. Если возможно, то в качестве контрольной базы всегда следует принимать установочные базы.
К основным видам геометрических проверок, осуществляемых при сборке сборочных единиц и механизмов с помощью технических средств, относятся контроль зазоров (рис. 1), проверка на радиальное, осевое и торцовое биения (рис. 2), контроль параллельности и перпендикулярности (рис. 3), соосноти, прямолинейности и плоскостности (рис. 4), положении деталей в некоторых сборочных единицах (рис. 5).
Для обеспечения требуемой точности измерений необходимо, чтобы контролируемая сборочная единица и прибор или контрольные приспособления находились в удобном для рабочего положения и базировались на жестких опорах. Поэтому контрольные посты целесообразно оборудовать плитами, подставками для измерительного инструмента и средствами для закрепления проверяемых сборочных единиц.
Номенклатура приборов и приспособлений, применяемых при механизированных измерениях, достаточно широка. Особенно часто используют приспособления с индикаторами часового типа. Выбор необходимого типа контрольного приспособления зависит от требуемой точности и допустимой погрешности измерения; при этом последняя характеризуется разностью между показанием контрольного приспособления и фактическим значением контролируемого параметра. Относительная погрешность измерения составляет 15—20% допуска контролируемого параметра.
Рекомендуемые материалы
Ниже указана точность, обычно достигаемая при некоторых видах измерения.
Уровнем до 0,02 мм на 1 м длины
Щупом 0.04 »
Штихмасом » 0,01 »
Индикатором » 0,01 »
Оптическими приборами » 0,02 мм на 1 м длины
Шаблоном и тупом » 0,02 »
Контрольными валами » 0,01 мм на 1 м длины
Струной » 0,02—0,05 мм
Для контроля точности сборки служат также разнообразные специальные средства комплексного контроля, измерения кинематической погрешности; применяют анализирующие приборы объективной оценки качества сборочных единиц и изделий.
Автоматизированные измерения осуществляются путем использования контрольно-сборочных инструментов и приспособлений, автоматически обеспечивающих создание необходимых для контроля сил, крутящих моментов, давлений и пр. В качестве примера можно указать на автоматы, предназначенные для контроля радиального зазора полусобранных подшипников качения в процессе их сборки. Принцип измерения в автоматах электропневматический, точность +0,001 мм. Таки автоматы встраивают в линию сборки подшипников. В случае несоответствия радиального зазора требованиям соответствующий подшипник автоматически отбраковывается и удаляется со сборки.
В современных сложных контрольных приспособлениях и автоматах для проверки сборочных единиц и изделий применяют электроконтактные, пневмоэлектрические, фотоэлектрические и индуктивные системы. Немало таких приспособлений и автоматов многопозиционных, обеспечивающих контроль нескольких параметров.
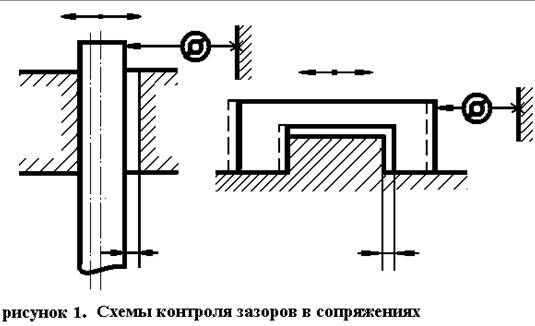
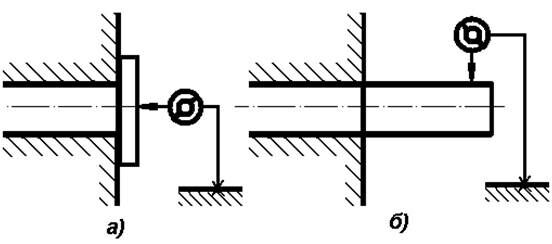
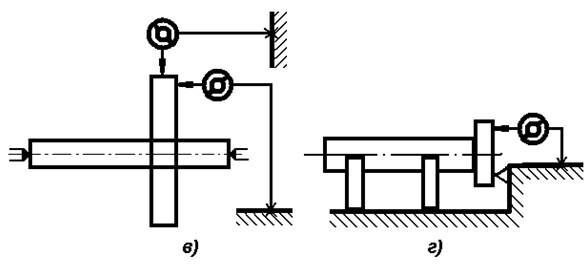
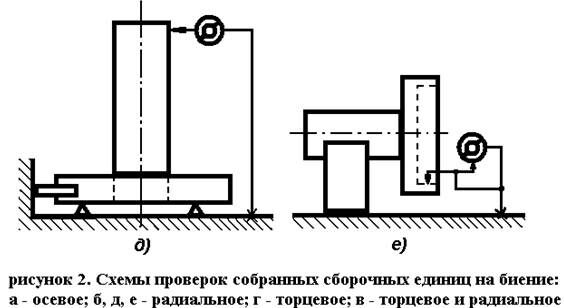
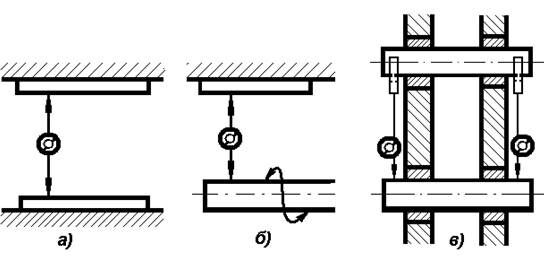
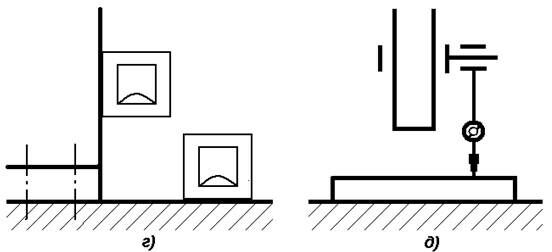
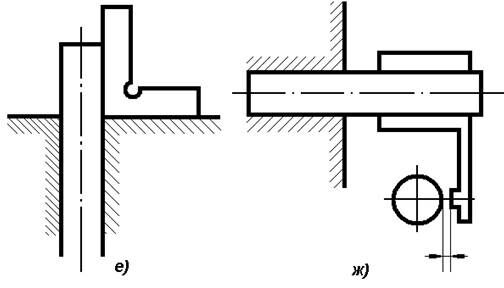
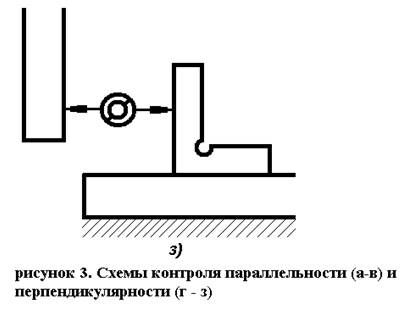
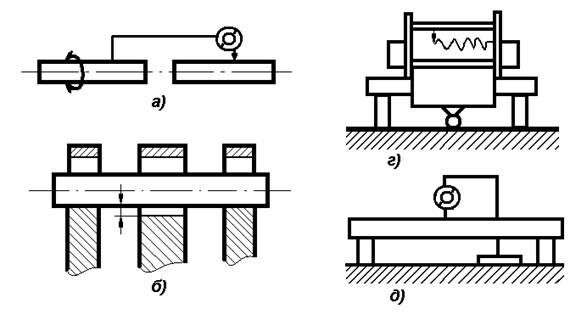
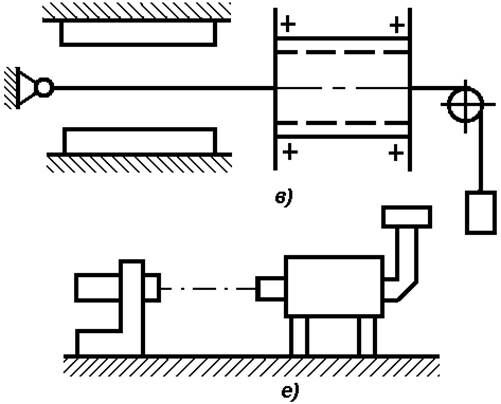

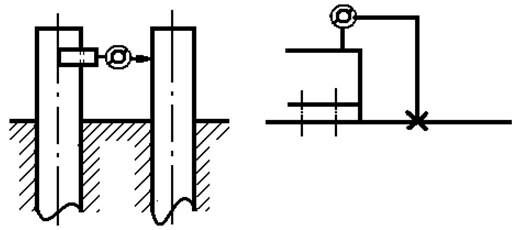
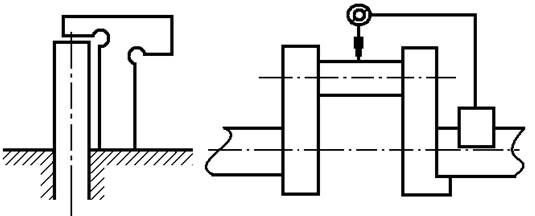
рисунок 5. Схемы контроля положения деталей в сборочных единицах
Притирка
Притирку при сборке применяют в тех случаях, когда необходимо получить точный размер деталей за счет снятия очень малого припуска, или для достижения плотного прилегания поверхностей,
обеспечивающего гидравлическую непроницаемость соединения. Точность размеров, достигаемая при притирке, до 0,1 мкм.
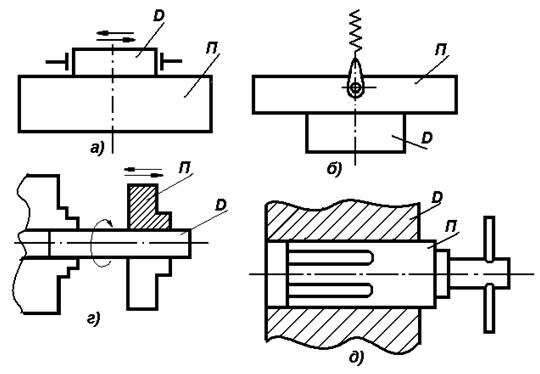
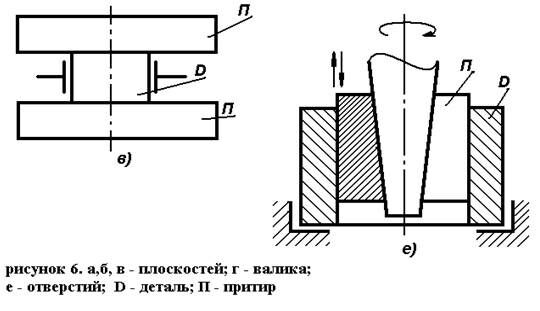
Притирка (рис. 6), как известно, представляет собой процесс резания абразивными зернами, находящимися между поверхностями притира и детали. Относительное движение поверхностей притира вызывает вращение зерен абразива, которые внедряются в притир и в деталь, срезая с их поверхностей микронеровности; при этом одновременно происходит окисление поверхностей, а также возникает явление их наклепа.
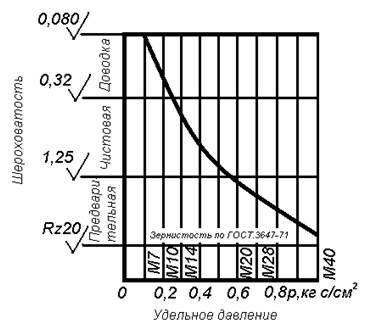
Повышение удельного давления при притирке до 1,5— 2,0 кгс/см2 сопровождается увеличением съема металла; при этом качество поверхности не ухудшается (за исключением случаев притирки деталей из специальных материалов). Дальнейшее увеличение давления вызывает образование глубоких рисок. При использовании порошков с большей зернистостью интенсивность съема металла повышается, но ухудшается качество поверхности и увеличивается глубина наклепанного слоя. Большая скорость притирки повышает ее производительность, но при скорости свыше 25—35 м/мин возможен нагрев детали и увеличение шероховатости поверхности. С учетом материалов притираемых деталей целесообразно в каждом случае экспериментально определять оптимальные режимы процесса, представляя их в виде графиков, удобных для пользования.
Для притирки на поверхностях деталей оставляют очень небольшие припуски (0,03—0,05 мм).
В качестве притирочных порошков обычно применяют корундовый, карборундовый наждачный порошок, карбид кремния, окись железа (крокус), окись алюминия, окись хрома и др. Используются абразивные микропорошки ГОСТ 3647—71 с различной зернистостью: крупные — М28, М20 с размером зерен от 28до 14 мкм и мелкие — М10, М7 с размером зерен от 10 до 5 мкм. Для ускорения притирки ее начинают с крупнозернистых порошков, а для получения необходимой шероховатости поверхности заканчивают мелкозернистыми порошками. Так обычно притирают клапаны к их седлам, пробки кранов и т. п.
При притирке обязательно применяют машинное масло, олеиновую кислоту, керосин, бензин, скипидар, техническое сало и другие смазывающие жидкости, а также их смеси (например, 70% олеиновой кислоты и 30% керосина).
Состав жидкости выбирают в зависимости от материалов притираемых деталей. Так, для притирки стальных детален целесообразно применять машинное масло или сало, для притирки деталей из чугуна — керосин.
Притирочные порошки тоже выбирают в зависимости от обрабатываемого материала: для стальных поверхностей — наждак или корунд, для чугуна и бронзы — толченое стекло.
Существуют два способа притирки деталей — одной детали по другой (притирка клапанов, пробок и др.) и каждой из деталей по третьей — притиру. С помощью притиров (см. рис.6) доводят детали топливной аппаратуры, крышки, торцы, фланцы и буртики в плотных сопряжениях.
Притирами могут быть плиты, бруски, конусы, втулки и другие детали из материала, более мягкого, чем материал притираемых деталей. Притирочные плиты изготовляют из чугуна с содержанием углерода 3—3,5%, из стали марки У10 и из стекла. Лучшее качество дают плиты из серого чугуна с перлитоферритной структурой. Чугунные плиты применяют для притирки стальных деталей, стальные — для чугунных, стеклянные — для деталей из цветных сплавов.
Для предварительной притирки иногда применяют плиты (или другие притиры), имеющие на поверхности канавки, нарезанные через 10—15 мм в двух направлениях. Гладкие притиры используют для окончательной доводки.
В станкостроении для притирки применяют механизированные плиты с гидроприводом. Смонтированные в такой плите двухштоковые гидросистемы с взаимно перпендикулярными осями и некратными рабочими ходами вызывают хаотическое движение плиты по притираемой поверхности, чем обусловливается высокое качество притирки. Плита подвешивается на балансире.
Цилиндрические детали (плунжеры насосов, золотники) притирают чугунными притирами в виде разрезных втулок, установленных в цельных или разжимных оправках. Отверстия втулок притирают разрезными притирами — гильзами, насаживаемыми на конусную оправку.
Качество притирки и производительность во многом зависят от удельного давления, создаваемого в процессе притирки. Обычные давления 0,8—1,5 кгс/см2; при меньших давлениях производительность притирки и шероховатость поверхности уменьшаются.
Ручная притирка — процесс трудоемкий и малопроизводительный, поэтому операции притирки необходимо всемерно механизировать. Для этого применяют электрические или пневматические ручные машины с вращательным движением рабочего органа, а также специальные станки. Во всех случаях притирам или притираемым деталям сообщается сложное движение, с тем чтобы следы не накладывались друг на друга. Плоские поверхности притирают при вращающемся притире и маятниковом движении детали или при неподвижном притире и сложном движении (вращательном с радиальным смещением) притираемых деталей. При притирке сопрягающихся пар типа цилиндрических или конических валов и отверстий притиру сообщают вращательное движение с подъемом и опусканием. Притираемая втулка при этом должна иметь возможность самоустанавливаться. Последнее достигается соответствующей конструкцией установочного приспособления.
Притирка подвижных конусных сопряжений осуществляется преимущественно без применения притира. В этом случае одной из деталей придается возвратно-вращательное движение с периодическим подъемом ее. Притирочную массу наносят на поверхность этой детали. Для улучшения качества притирки необходимо наносить притирочный порошок и жидкость на притираемую поверхность равномерно.
Одна из конструкций притирочных головок, выполненная по последней схеме. Принцип ее работы состоит в том, что с помощью двух зубчатых секторов и кулачков, установленных на одном валу, притиру сообщаются попеременное возвратно-вращательное движение на определенный угол и периодические подъемы над притираемой поверхностью. Применение таких головок повышает производительность в 4—5 раз более по сравнению с ручной притиркой.
РУЧНОЙ Н МЕХАНИЗНРОВАННЫЙ ИНСТРУМЕНТ, ПРИМЕНЯЕМЫЙ ПРИ СБОРКЕ
Инструмент, используемый в сборочном производстве, в зависимости от характера операций, при которых он применяется, условно делится на две группы: для вспомогательных пригоночных работ, связанных со снятием стружки, и для основных технологических сборочных работ. В эти группы включаются инструменты ручные, когда расходуется только энергия сборщика, и механизированные. И в той, и другой группе есть инструменты универсального специального назначения.
К ручному относится режущий, вспомогательный и так называемый слесарно-сборочный инструмент. Режущий инструмент — это шаберы, надфили, притиры. Вспомогательный — кернеры, бородки, пробойники, выколотки, клейма, специальные молотки. Слесарно-сборочные — гаечные ключи, отвертки, шпильковерты, плоскогубцы, круглогубцы и острогубцы, шплинто- и штифтовыдергиватели, оправки.
Конструкция и вид применяемого инструмента в значительной мере предопределяют уровень производительности труда на сборке. Общее правило состоит в том, что ручной инструмент необходимо заменять механизированным. Однако полностью отказаться от применения ручного инструмента не всегда представляется возможным. В таких случаях для повышения эффективности и улучшения качества сборки целесообразно применять ручные инструменты специального назначения. В частности, пользоваться в заводских условиях универсальными ключами (например, разводными) не рекомендуется. Вследствие перекашивания губок они неправильно охватывают гайку головку винта, сминают их грани и затрудняют применение нормальных ключей при дальнейших переборках резьбовых соединений в условиях эксплуатации машин.
Удобны в работе, например, накладные многогранные гаечные ключи, имеющие замкнутый контур. Они более жестки, дают возможность обеспечить большую затяжку гаек или винтов.
При навинчивании крупных гаек, когда требуются значительные крутящие моменты, применяют подобные ключи с двумя рукоятками. Весьма удобны ключи-коловороты. Благодаря непрерывному вращению эти ключи ускоряют завинчивание гаек и примерно в 4—5 раз. В рациональных конструкциях ключей-коловоротов предусматривается незначительное трение ручек о стержень и достаточная жесткость при небольшой массе.
Затягивать винты и гайки крупных размеров, особенно в труднодоступных местах, удобно трещоточными ключами, которые, как и торцовые, не надо снимать с гайки после каждого поворота, что позволяет экономить до 50—60% времени по сравнению с выполнением операций обычными ключами. Для сборки соединений с диаметрами резьб до 20 мм удобно применять ключи с торцовыми трещотками, Накладной трещоточный ключ с собачкой предназначен для навинчивания гаек или винтов с диаметрами резьб 24—30 мм.
Для завинчивания вручную винтов небольших размеров целесообразно применять отвертки-дрели. При их помощи процесс завинчивания ускоряется в 1,5—2 раза. Однако неудобством при их руками до тех пор, пока винт не будет ввинчен на две-три нитки. Особенно замедляется работа при установке винтов в стесненных местах. В таких случаях целесообразно при менять отвертку с цанговым держателем или отвертку с пластинчатой пружиной.
К механизированному инструменту для пригоночных работ относятся сверлильные и шлифовальные ручные машины, механические шаберы, машины для нарезания резьбы. Непосредственно при выполнении сборочных операций применяются завертывающие и развальцовывающие машины.
Существенное повышение производительности труда (в 1,5— 2 раза) и высокое качество сборки позволяют создавать ручные машины. Сроки окупаемости их очень короткие — обычно не превышают одного года. При этом затраты на их внедрение составляют менее 5% оплаты труда рабочего. В сборочном производстве распространены универсальные и специализированные ручные машины с электрическим, пневматическим, реже гидравлическим приводами.
Ручные машины вращательного действия наиболее широкое применение находят при сборке резьбовых соединений. Но в этом случае к ним предъявляются специальные требования, обусловливаемые особенностью сборки таких соединений. Механизированный инструмент, наряду с быстрым навинчиванием гайки или завинчиванием винта, должен обеспечить также требуемую величину затяжки резьбового соединения; важной технической характеристикой этих инструментов является так называемая относительная неравномерность затяжки γ которая получается при сборке с помощью того или иного инструмента:
γ = 
где Рзатmax, Рзатmin и Рзатср — соответственно наибольшая, наименьшая и средняя величины сил затяжки, фактически получающиеся в процессе сборки одноименных соединений.
Поэтому, кроме типа двигателя, основным фактором, характеризующим гайко- и винтозавертывающие машины, является также тип муфты, с помощью которой крутящий момент передается на шпиндель и монтируемую деталь резьбового соединения. По этому признаку гайко- и винтозавертывающие машины могут быть следующими.
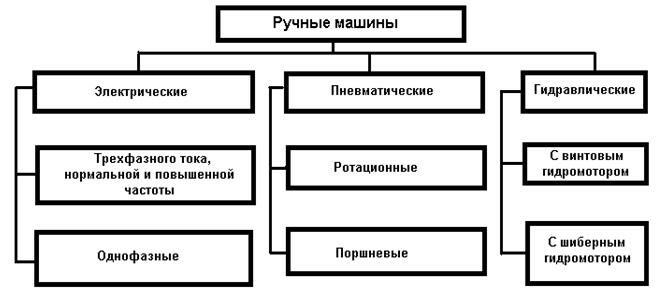
Схема основных типов ручных машин, применяемых в сборочном производстве
Вместе с этой лекцией читают "Вопрос гостям аудитории".
1. С муфтами прямого привода, полностью передающими создаваемый двигателем крутящий момент на шпиндель. Величина крутящего момента в этих инструментах постоянна, зависит от давления питающего воздуха (эти инструменты, как правило, пневматические или гидравлические). При полной затяжке соединения двигатель останавливается. Относительная неравномерность затяжки при этом у = ±0,2÷0,35, поэтому такие инструменты, применяют при сборке соединений, не требующих высокой точности затяжки. Инструмент такого типа широко распространен при
так называемом групповом использовании, когда для одного агрегата требуется несколько шпинделей. В этом случае устраняется действие реактивного момента, воспринимаемого сборщиком при одношпиндеольном исполнении.
В качестве примера приведены конструкции пневматического к гидравлического гайковертов с прямым приводом. Их основные элементы: пневматический ротационный или гидровинтовой двигатель, редукторы и и шпиндель с рабочей головкой. Редукторы бывают двух- и трехступенчатые. Применяют также подобные конструкции двухскоростных гайко-вертов. С помощью таких инструментов осуществляется навинчивание до начала ее затяжки с большей скоростью, вследствие чего производительность труда на сборке увеличивается.
2. С ударно-импульсными муфтами, обеспечивающими передачу вращающего момента в процессе затяжки винта или гайки при помощи ударных импульсов, сообщаемых ведомой полумуфте.
Достоинством таких муфт является то, что на шпинделе инструмента при затяжке можно создать значительный крутящий момент, при этом реактивный момент только частично передается на руки сборщика. Однако в связи с отсутствием возможности регулирования силы ударов в муфте и крутящего момента точность затяжки резьбового соединения недостаточна (γ = ±0,2÷0,25).
Принцип действия пневматических гайковертов с ударно-импульсной муфтой. От пневматического ротационного двигателя вращение сообщается ударно-импульсной муфте и шпинделю с укрепленной на его конце головкой, удерживающей гайку или винт. В процессе свободного навинчивания гайки (или ввинчивания винта) необходимый вращающий момент невелик, не превышает момента трения в муфте, и поэтому скорости вращения ротора и шпинделя одинаковы. В начале затяжки момент сопротивления быстро нарастает, и шпиндель инструмента останавливается. Однако шлицевая втулка, вращающаяся с той же скоростью, что и ротор двигателя, своим скосом поворачивает кулачок и выводит его из зацепления со шпинделем. При последующем вращении с возрастающей скоростью механизм ударно-импульсной муфты обеспечивает сцепление кулачка с выступом на шпинделе, сопровождающееся ударом, вследствие чего момент на головке резко возрастает, и гайка (винт) поворачивается на некоторый угол. Затем кулачок вновь выходит из зацепления, и цикл многократно (в течение 6—9 с) повторяется с большой чистотой до полной затяжки резьбового соединения. Таким образом, непрерывное вращение ротора двигателя преобразуется с помощью муфты в процессе затяжки в импульсный крутящий момент на шпинделе. Этот момент, затягивающий гайку (винт), значительно превышает по своей величине момент, развиваемый двигателем. Как показывают исследования, с увеличением жесткости системы, уменьшением зазоров в соединении хвостовика с головкой-ключом, а также головки с гайкой момент затяжки увеличивается на 50—70%.
















