
Концентрация напряжений и деформаций в сварных соединениях
1. Концентрация напряжений и деформаций в сварных соединениях
1.1. Общие положения
Под концентрацией напряжений понимают резкое местное увеличение напряжений в местах изменения формы деталей (различные проточки, резьба, отверстия и т.д.). В сварных соединениях концентрацию напряжений вызывают нахлестки, усиления и т.д., а также технологические дефекты (поры, шлаковые включения, особенно трещины и непровары) Влияние концентрации напряжений на прочность конструкций, в том числе и сварных исключительно велико. Это основной фактор снижающий прочность конструкции.
Рассмотрим предварительно распределение напряжений в пределах упругих деформаций на полосе шириной а, ослабленной круглым небольшим отверстием диаметром d (Ошибка! Источник ссылки не найден., а).
При у=d/2, σ’=3σ, т. е. теоретический коэффициент концентрации КТ=σ’/σ=3. При y=2d, σ'=1,04σ, т. е. приближается к единице.
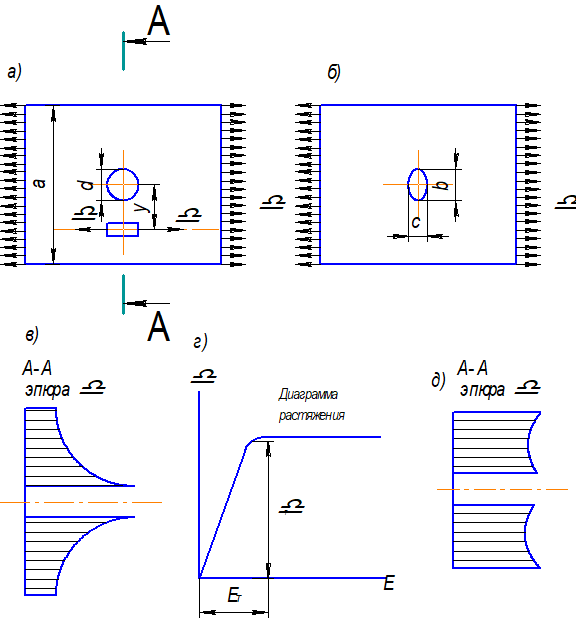
Рис. 5.1 Концентрация напряжений: а — в полосе е круглым отверстием; б — в полосе с эллиптическим отверстием; в — распределение σ в упругой стадии, г — распределение σ в пластической стадии нагружения.
В случае эллиптического отверстия (Ошибка! Источник ссылки не найден. б) теоретический коэффициент концентрации напряжений в пределах упругих деформаций
|
| ( 2.1) |
При с→0 КT→∞. Это решение не точно, так как при малых значениях деформаций, вызванные внешними силами, оказывают существенное влияние на форму отверстия и формула Ошибка! Источник ссылки не найден. не выполняется.
Рекомендуемые материалы
Указанные местные напряжения в зоне концентрации не опасны для прочности в конструкциях из пластичных металлов при статических нагрузках. Поясним это положение.
Диаграммы растяжения пластичного металла нередко схематизируются. Их приближенно заменяют двумя прямыми: наклонной, выражающей зависимость напряжения от деформаций в упругой области, и горизонтальной. Горизонтальная прямая показывает, что при ε→εТ деформация протекает пластически, без увеличения нагрузки, приложенной к испытуемому элементу.
Вернемся к рассмотрению эпюры напряженной полосы, ослабленной отверстием (Ошибка! Источник ссылки не найден., в). Напряженное состояние в сечении А—А близко к одноосному. Допустим, что около отверстия напряжение достигло значения σТ,. Это соответствует деформации εТ,. При увеличении нагрузки деформации возросли, но напряжения в зоне, где ε> εТ (Ошибка! Источник ссылки не найден., г), как это следует из схематизированной диаграммы растяжения, остаются равными σТ. Эпюра станет изменять свою форму и выравниваться. Приближенно можно принять, что она примет очертание, близкое к прямоугольному (Ошибка! Источник ссылки не найден., д), что и было положено в основу расчета прочности по элементарным формулам.
Сглаживание эпюры напряжений в пластической стадии, рассмотренное на конкретном примере, является закономерным процессом, имеющим место во многих элементах конструкций из пластичных сталей (низкоуглеродистые и низколегированные) при одноосных напряженных состояниях (а иногда и многоосных). Однако концентрация напряжений существенно снижает прочность при переменных нагрузках; в случае ограниченной пластичности металла и при статических нагрузках.
Концентрацию напряжений в сварных конструкциях вызывают следующие причины: технологические дефекты шва — газовые пузыри, шлаковые включения и особенно трещины и непровары. Возле этих дефектов при нагружении силовые линии искривляются, в результате чего образуется концентрация напряжений. Коэффициенты концентрации напряжений около указанных дефектов значительны, но при их небольшом числе и размерах прочность сварных соединений остается удовлетворительной. В плотных однородных стыковых швах концентрация напряжений может быть сведена до минимума.
1.2. Распределение напряжений в стыковых швах
В стыковых соединениях с обработанными гладкими поверхностями швов, не имеющих внутренних дефектов (непроваров, трещин, пор, шлаковых включений), напряжения от продольной силы распределяются по поперечному сечению соединяемых элементов равномерно и определяются по формуле
|
| (5.2) |

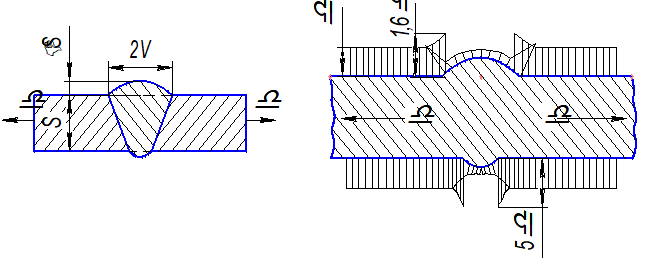
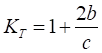
Рис. 5.3 Распределение напряжений в стыковом шве
Когда поверхность имеет форму, показанную на (Рис. 5.3,а), распределение напряжений по сечению становится неравномерным. На (Рис. 5.3,б) показано распределение напряжений в стыковом соединении. Зоны шва, сопрягаемые с основным металлом, испытывают концентрацию напряжений. Средние напряжения на оси шва несколько меньше напряжений в основном металле вне соединения.
Концентрация напряжений образуется также в корне шва при его непроваре.
Вторым источником концентрации может служить смещение одного элемента относительно другого (Ошибка! Источник ссылки не найден. а, б), а также в результате местных деформаций, вызванных неравномерным сокращением шва.
Влияние концентраторов на прочность не учитывается при статических загружениях, но является весьма существенным при действии динамических нагрузок.
Концентрация напряжений, вызванная очертанием шва, имеет место в зоне сопряжения шва с основным металлом, зависит от степени утолщения шва и радиуса перехода. Концентрация резко возрастает при уменьшении радиуса до долей миллиметра.
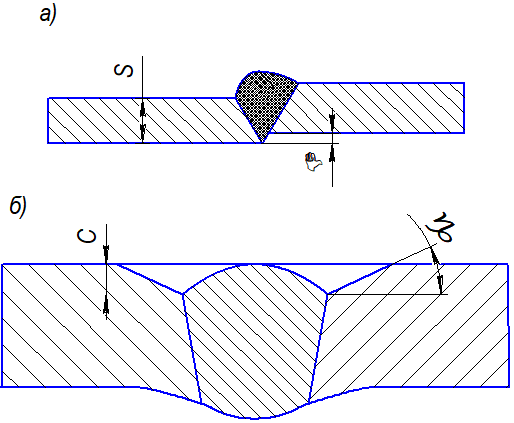
Рис. 5.4 Депланация (а) и изгиб стыкового шва (б).
Концентрация напряжений, возникающих в зоне пор, имеет пространственный характер. Как показывают теоретические расчеты, коэффициенты концентрации напряжений возле сферических пор в 1,5 раза меньше концентрации в зоне цилиндрических отверстий того же радиуса и положения относительно поверхности.
Стыковые швы при всех видах сварки — дуговой, контактной, электронно-лучевой — являются оптимальными в отношении концентрации напряжений. При доброкачественном технологическом процессе, отсутствии пор, непроваров, включений, смещений кромок, при доведении до минимума остаточных местных сварочных деформаций и, наконец, что особенно важно, при рациональном очертании швов их плавных сопряжениях с основным металлом результирующий коэффициент концентрации напряжений может быть сведен до значений, близких к единице. В других типах соединений такой результат получить практически невозможно.
1.3. Распределение напряжений в лобовых швах
В лобовых швах имеет место значительная концентрация напряжений. Большое влияние на распределение напряжений оказывает конфигурации поперечного сечения шва: глубина проплавления, угол при вершине и форма свободной поверхности шва. Концентрация напряжений заметно снижается при увеличении глубины проплавления; величина угла и введении плавных переходов от шва к поверхности соединяемых деталей.
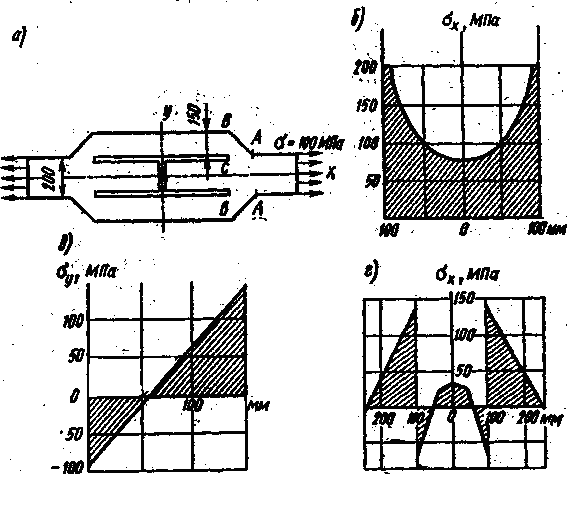
Рис. 5.5 Распределение напряжений нахлесточных соединениях с двусторонними накладками в сечениях: б (А—А) в (С-А) г (В—В)
При возрастании нагрузок происходит выравнивание деформаций и снижение концентраций напряжений.
Распределения напряжений в накладках с лобовыми швами показаны на Рис. 5.5. Наибольший коэффициент концентрации равный двум имеет место в сечении А—А (Рис. 5.5, б). В нахлесточных соединениях с двумя лобовыми швами усилия между ними распределяются равномерно, в случае если элементы имеют равные толщины.
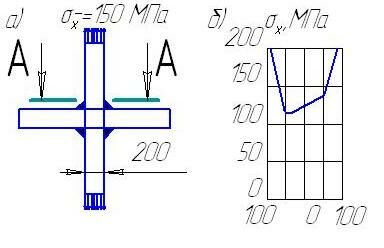
Рис. 5.6 Концентрация напряжений в тавровом сварном соединении.
Концентрация напряжений имеет место также в лобовых швах тавровых соединений. Так, возле ребер жесткости, приваренных к растягиваемому элементу, образуется концентрация напряжений sх по сечению А—А.
Коэффициент концентрации напряжений в шве таврового соединения зависит от его очертания и от формы сопряжения в основным металлом.
1.4. Распределение напряжений в соединениях с фланговыми швами
В соединениях с фланговыми швами имеет место концентрация напряжений в швах и в основном металле полос между швами.
Рассмотрим соединение двух полос, соединенных швами с катетом К длиной L (рис. 4.6), Ввиду незначительной ширины полос условно примем распределение напряжений а в полосах равномерным по их ширине.
Основные элементы под действием растягивающих усилий удлиняются и перемещаются, во фланговых швах образуются сдвиговые деформации. Прямоугольный элемент dx шва 1—1—2—2 обращается в 1’—1’’—2’—2’’ (Рис. 5.7, а). Наибольшие деформации наблюдаются в крайних точках шва, наименьшие — в средних. Поэтому касательные напряжения распределяются по длине шва неравномерно.
В соединениях, у которых площади поперечных сечений соединяемых деталей равны (А1=А2=А) (Рис. 5.7, б),
напряжение в точке шва определяется уравнением:
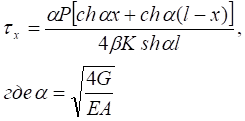
G — модуль сдвига; Е — модуль упругости; L — длина шва.
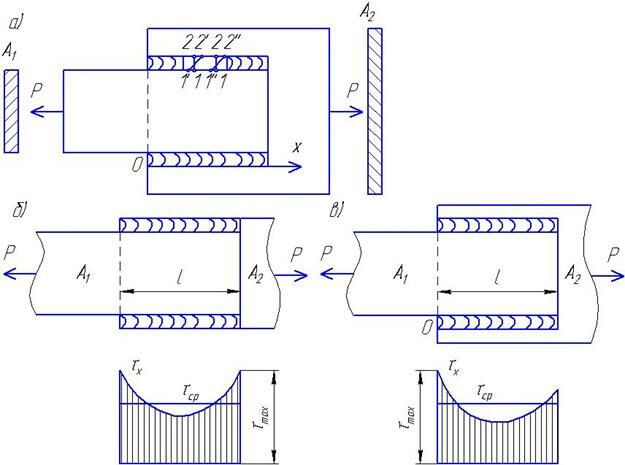
Рис. 5.7 Распределение усилий в соединении с длинными фланговыми швами, прикрепляющими узкую полосу:
а — общий вид соединения; б — распределение по длине шва при А1=А2; в — распределение по длине шва при А1<А2.
Наибольшие значения τX принимает в точках х=0 и х=1:

Для равнопрочных соединений (2[τ]βKL=[σ]рA) при условии, что [τ]=0.6[σ]р и β=0,7, а также учитывая, что сt hα0L=1, теоретический коэффициент концентрации напряжений в стальном фланговом шве
Если А1<А2, то наибольшее значение τХ будет со стороны элемента с меньшим поперечным сечением. При условии, что все деформации упругие, эпюра распределения τХ имеет вид, показанный на Рис. 5.7, в.
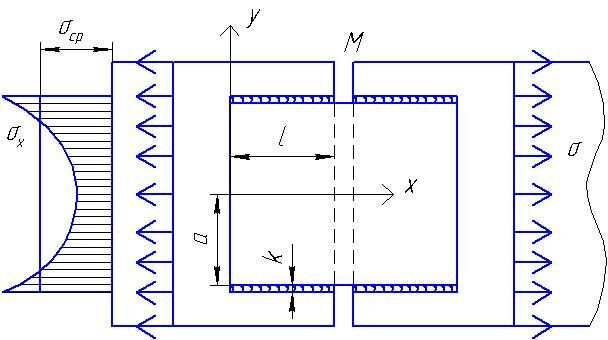
Рис. 5.8 Распределение напряжений σх в широкой накладке соединения с короткими фланговыми швами
Рассмотрим распределение нормальных напряжении между фланговыми швами в соединениях с накладками (Рис. 5.8). Допустим, что фланговые швы имеют небольшую длину и примем приближенно, что напряжения τ вдоль их длины одинаковы. Ширину же листов 2а будем считать значительной и определять концентрацию напряжений в металле листов, вызванную фланговыми швами. Силовой поток в растянутом листе сгущается в зоне фланговых швов, а средняя часть напряжена мало. Поэтому нормальные напряжения. максимальны на краях накладки и минимальны в середине.
Эпюра σ имеет вид, изображены на Рис. 5.8, и выражается законом гиперболического косинуса, т. е. цепной линией..
При различных отношениях а/L коэффициент концентрации принимает следующие значения:
| a/L | 0,1 | 0,5 | 1,0 | 2,0 |
| KT | 1,45 | 2,01 | 3,37 | 6,61 |
Приведенные данные показывают, что при значительном увеличении ширины листа по сравнению с длиной фланговых швов коэффициент концентрации нормальных напряжений в листе возрастает. В соединениях с длинными фланговыми швами при небольшом расстоянии между ними концентрация образуется главным образом в концах фланговых швов (концентрация касательных напряжений τХ). В соединениях с короткими фланговыми швами при относительно большом расстоянии между ними концентрация возникает преимущественно в основном металле на участке между швами (концентрация нормальных напряжений σх). В соединениях, применяемых в сварных конструкциях, образуются обе разновидности концентраций в более или менее резко выраженной форме.
1.5. Распределение напряжений в комбинированных соединениях с лобовыми и фланговыми швами
Распределение напряжений в соединениях с накладками неравномерно. В тех соединениях, где стыковые швы перекрыты односторонними накладками, образуется эксцентриситет и появляется изгибающий момент. В таких соединениях напряжения не только не уменьшаются по сравнению со стыковыми швами без накладок, но даже заметно возрастают. В соединениях, не имеющих стыковых швов, накладки также вызывают значительную концентрацию напряжений.
На Рис. 5.9 показаны результаты экспериментального изучения распределения напряжений в различных попереченых сечениях (А—А, Б—Б, В—В) соединений с односторонними накладками, когда накладки приварены к сое диняемым полосам только фланговыми швами. В точках, близко расположенных к фланговым швам, образуется концентрация напряжений; точки, удаленные от швов и лежащие возле оси элемента, напряжены весьма слабо.
диняемым полосам только фланговыми швами. В точках, близко расположенных к фланговым швам, образуется концентрация напряжений; точки, удаленные от швов и лежащие возле оси элемента, напряжены весьма слабо.
|
Рис. 5.9 Распределение напряжений в соединениях с накладками без стыковых швов: а — распределение между фланговыми швами; б — выравнивание распределения σ в соединениях с лобовыми и фланговыми швами |
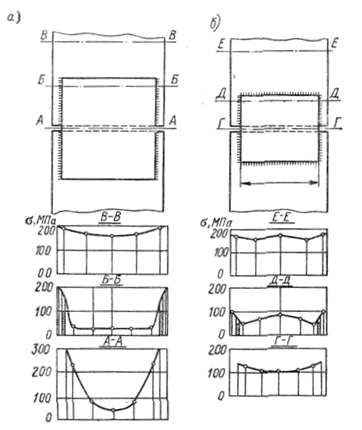
Вдали от накладок эпюра напряжений в поперечном сечении выравнивается и элемент работает более равномерно.
Неравномерность распределения напряжений по поперечному сечению накладок значительно уменьшается при добавлении к фланговым швам лобовых. На Рис. 5.9, б показано распределение напряжений в таком соединении в сечениях Г—Г, Д-Д, Е—Е.
1.6. Распределение усилий в соединениях, полученных контактной сваркой
В точечных соединениях возникает концентрация напряжений, обусловленная рядом факторов.
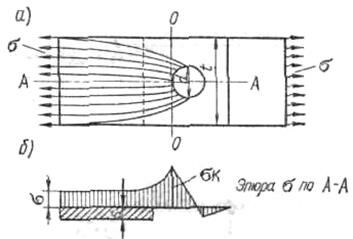
1. В результате сгущения силовых линий основной металл испытывает концентрацию напряжений в надточечной зоне (Рис. 5.10, а). Интенсивность сгущения определяет концентрацию. Она растет с ростом отношения t/d (t — расстояние между точками в направлении, перпендикулярном действию силы; d — диаметр точки). Коэффициент концентрации напряжений в этом соединении может вычисляться по приближенной формуле



 .
.
На Рис. 5.10,б показана эпюра распределения а в продольном сечении соединения. Максимального значения напряжение достигает в сечении 0—0.
Усилия в отдельных точках соединения, расположенных в продольном ряду, при их работе в упругой области не одинаковы.
|
Рис. 5.10 Распределение напряжений в точечных соединениях: а — общий вид; б — распределение σ в продольном сечении |
Распределение усилий между точками в продольном ряду дано в Табл. 5.1.
Крайние точки оказываются нагруженными значительно сильнее, чем средние. С увеличением числа точек в продольном ряду такая диспропорция возрастает. Подобное явление имеет место при работе в пределах упругости. За пределами текучести наступает значительное выравнивание усилий.
Сварная точка испытывает локальные напряжения в пределах упругих деформаций во много раз больше расчетных. Этим и объясняется низкая прочность точек при работе под переменными нагрузками.
Табл. 5.1 Распределение усилий между точками в продольном ряду
| Номера точек | Число точек в продольном ряду | ||
| 3 | 4 | 5 | |
| 1 | 0,444Р | 0,436Р | 0,435Р |
| 2 | 0,112Р | 0,064Р | 0.058Р |
| 3 | 0,444Р | 0,064Р | 0,014Р |
| 4 | — | 0,436Р | 0,058P |
| 5 | — | — | 0,435Р |
При статических нагрузках за пределом упругих деформаций концентрация напряжений в значительной степени смягчается и значения разрушающих усилий, найденные опытным путем, незначительно отличаются от расчетных.
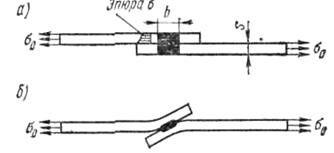
В соединениях, выполненных шовной контактной сваркой, неравномерность распределения вызвана рядом причин.
|
Рис. 5.11 Появление концентрации напряжений в соединениях с шовными швами: а — неравномерное распределение по толщине; 6 — изгиб соединении |
1. Распределение напряжений σ в зоне шва по длине детали при растяжении происходит неравномерно. Коэффициент концентрации напряжений при растяжении деталей, как правило, не велик и лишь незначительно превышает единицу.
2. При растяжении соединения происходит изгиб детали (Рис. 5.11, а, б), который обычно не учитывают при расчете.
Следует помнить, что за пределом текучести происходит некоторое выравнивание напряжений и коэффициент концентрации при этом снижается.
1.7. Концентрация напряжений в паяных швах
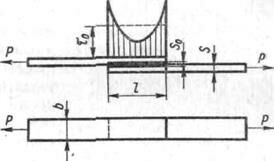
В паяных соединениях нахлесточного типа распределение касательных напряжений т по длине нахлестки в направлении действия сил происходит неравномерно и в значительной степени аналогично условиям работы сварных фланговых швов. Для соединения двух деталей с равными площадями поперечных сечений A=sb (рис. 4.13) наибольшее значение усилия qmax на единицу длины паяного шва в концевых точках определяется уравнением
G — модуль упругости металла паяного шва при сдвиге; Е — модуль упругости основного металла при растяжении; s0— толщина мягкой прослойки; b — ширина шва; L — длина шва; s — толщина основного металла.
| Лекция "2 Общие начала публично-правового порядка" также может быть Вам полезна.
Рис. 5.12 Распределение т в паяном соединении в пределах упругих деформаций |
Коэффициент концентрации напряжений в паяном шве

Чем меньше отношения G/E и s/s0, тем соответственно меньше коэффициент концентрации.
Преимуществом паяных швов является возможность образования пластических деформаций в нахлесточных соединениях, сопровождаемых снижением напряжений в крайних точках соединений и выравниванием эпюры напряжений по длине соединения. При сопоставлении значений концентраций напряжений в паяном и сварном нахлесточных соединениях, состоящих из двух лобовых швов, коэффициенты концентрации напряжений высоки в обоих случаях, но при пайке они ниже. Это обстоятельство объясняется более рациональной конструктивной формой паяного соединения по сравнению со сварным.



















