
Метод групповой сборки
3. Метод групповой сборки (селективная сборка)
В литературе и производственной практике сохранилось второе название - селективная сборка.
Сущность этого метода заключается в том, что после изготовления сопрягаемые детали со сравнительно широкими допусками сортируют измерением на равное число N групп с более узкими групповыми допусками. При сборке соединяют детали соответствующих (одинакового номера) групп, что позволяет повысить точность сборки. На рис. 3,а изображено расположение полей допусков вала TD и отверстия Td собираемых деталей.
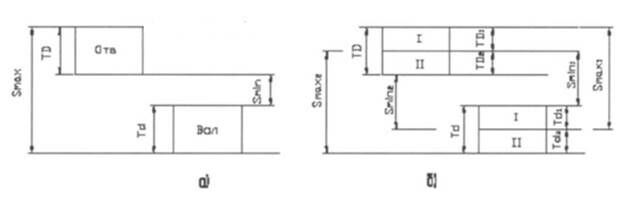
Рис. 3. Схемы поясняющие сущность групповой сборки: а) сборка по методу полной взаимозаменяемости, б) по схеме групповой сборки.
В случае сборки таких деталей по методу полной взаимозаменяемости зазор соединения колеблется от Smin до Smax.
Рассортируем детали на группы I и II так, чтобы разброс размеров в группе был равен половине допуска на деталь. Будем вести сборку по методу полной взаимозаменяемости деталей, входящих в одномерные группы (рис. 3.б) : валы группы I с отверстиями I, а валы группы II с отверстиями II. Разброс зазоров, получаемых при такой сборке, Smin1- Smax1, Smin2- Smax2 будет значительно меньше, чем в случае, показанном на рис. 3, а.
Преимущество этой сборки - удается из деталей изготовленных с меньшей точностью (экономически целесообразные допуски собираемых деталей), получать более точные соединения.
К недостаткам метода относятся : дополнительные затраты на проверку, сортировку и маркировку деталей, усложнение снабжения запасными частями и незавершенное производство (другое название незавершенный задел).
Рекомендуемые материалы
Понятие задела требует отдельного пояснения (смотрите рис. 4 ).На рис. 4 показаны кривые распределения отверстия и вала. Ввиду различных требований к настройке станка.
При обработке деталей получается несовпадение центров группирования (L), а значит кривые распределения не симметричны друг относительно друга. Количество деталей в группе определяется площадью под кривой распределения. Очевидно, что они не равны. А это и есть незавершенное производство. Куда его девать? Есть несколько приемов. Один из них - разбиение на большее число групп.
4. Сборка с пригонкой.
При этом методе сборки требуемая точность замыкающего звена Δ достигается по методу пригонки, при котором обработкой изменяется один из составляющих размеров (например А1, см. рис.1).На этот размер должен быть назначен припуск на пригонку.
При этом размеры деталей, входящие в цепь, изготовляют с экономически приемлемыми допусками для данных условий производства.
При сборке заданный зазор Δ обеспечивает подрезкой торца зубчатого кольца.
Сборка с пригонкой позволяет обеспечить высокую точность сборки при сравнительно низкой точности собираемых деталей, но требует трудоемких пригоночных работ, которые загрязняют деталь, что требует дополнительной очистки и промывки собираемых узлов, особенно если в сборке участвуют оптические детали.
Лекция "8 Культура Тульского края в XIX веке (продолжение)" также может быть Вам полезна.
Эту сборку обычно выполняют сборщики высокой квалификации.
Данный метод применяют в мелкосерийном и единичном производстве, а также, когда высокие точностные требования сборки, другими методами обеспечить невозможно.
5.Сборка с регулированием
При этом методе требуемая точность замыкающего звена достигается по методу регулирования за счет измененя ранее выбранных составляющих размеров. При этом все остальные детали обрабатывают по расширенным допускам, экономически обоснованными для данного вида производства. Точность замыкающего звена при сборке обеспечивается за счет применения специальных конструкций компенсаторов, с помощью которых возможно осуществление непрерывных или периодических перемещений деталей по резьбе , клиновым, коническим и цилиндрическим поверхностям и т.д. К преимуществам метода относятся: назначение экономически целесообразных доппусков на составляющие звенья; регулирование замыкающего звена в процессе эксплоатации(например для компенсации износа). К недостаткам данного метода относятся возможное усложнение конструкции изделия и увеличение числа деталей: повышение трудоемкости сборки и усложнение ее технического оснащения.
6.Сборка с компенсирующими материалами
Осуществляется, например, применением быстротвердеющих композиций.



















