
Осаждение золота из тиомочевинных растворов
Лекция 15. Осаждение золота из тиомочевинных растворов
В результате десорбции со смолы золота и серебра получают товарный регенерат, в котором концентрация золота составляет 0,5—2 г/л. В качестве примесей в товарном регенерате присутствуют медь, железо и некоторые другие металлы.
Известно несколько способов осаждения золота и серебра из тиомочевинных растворов: цементация, осаждение щелочью, электролиз с нерастворимыми анодами.
Первый способ основан на вытеснении благородных металлов менее благородными (цинком, свинцом, алюминием) в соответствии с рядом окислительных потенциалов металлов в тиомочевинных растворах:

Стандартные потенциалы металлов в тиомочевинном растворе приведены ниже:

Цементация обеспечивает достаточно полное и быстрое осаждение золота и серебра, однако, получающиеся цементные осадки содержат небольшое количество благородных металлов (10—20%) и требуют применения специальных методов доводки перед направлением на аффинаж.
К числу серьезных недостатков метода следует также отнести значительный расход металла-осадителя и накопление этого металла в тиомочевинном растворе. Последнее ведет к снижению скорости десорбции золота и серебра при оборотном использовании тпомочевпнного раствора и делает необходимым периодическую замену этого раствора свежим. В результате расход тиомочевипы возрастает.
Рекомендуемые материалы
При осаждении щелочью золото и серебро выпадают в осадок в виде малорастворимых гидроксидов. Одновременно осаждаются также медь, железо и некоторые другие примеси, присутствующие в товарном регенерате. Пульпу фильтруют, раствор возвращают на регенерацию, а осадок прокаливают, получая продукт, содержащий 35—50 % суммы золота и серебра. Этот продукт подвергают специальной переработке для повышения содержания благородных металлов, после чего направляют на аффинаж. Рассматриваемый метод достаточно прост и обеспечивает необходимую полноту осаждения благородных металлов. Его основными недостатками являются низкое содержание благородных металлов в получаемом осадке, повышенный расход тиомочевины (вследствие ее частичного разложения в щелочной среде) и кислоты, снижение десорбирующей способности оборотных тиомочевинных растворов в результате накопления в них сульфата натрия.
Наиболее совершенным методом осаждения золота из товарного регенерата является электролиз с нерастворимыми анодами. При пропускании через регенерат постоянного тока на катоде восстанавливается золото:

Вместе с золотом восстанавливается серебро:

Металлы-примеси, имея потенциалы более отрицательные, чем потенциалы золота и водорода, на катоде восстанавливаются в небольшой степени.
Вследствие невысокого содержания золота в растворе процесс протекает в режиме предельного тока при совместном разряде ионов водорода:

Последняя реакция является на катоде доминирующей, катодный выход по току в расчете на золото обычно не превышает 10—15 %.
Основной анодный процесс — окисление молекул воды с выделением газообразного кислорода:

Если не принять специальных мер, на аноде возможно также окисление тиомочевины с образованием формамидиндисульфида:
Это соединение разлагается, давая тиомочевину, цианамид СNNH2 и элементарную серу:
Окисление тиомочевины на аноде — явление нежелательное, так как ведет к излишнему расходу этого реагента, загрязняет катодный осадок образующейся элементарной серой и способствует обратному химическому растворению осажденного золота. Последнее обусловлено тем, что в присутствии формамидиндисульфида, обладающего окислительными свойствами, тиомочевина способна растворять благородные металлы.
Во избежание анодного разрушения тиомочевины катодное и анодное пространства электролизера разделяют ионитовой мембраной . В катодное пространство подают золотосодержащий тиомочевинный раствор (католит), в анодном находится разбавленный (~20 г/л) раствор Н2SО4 (анолит). Таким образом удается предотвратить попадание тиомочевины в анодное пространство.
Для разделения анодного и катодного пространств обычно применяют катионитовые мембраны. Рассмотрим, как изменяется состав анолита и католита в процессе электролиза (рис. 103, а). Пусть через электролизер прошло количество электричества, равное 1 Фарадею. Тогда на аноде в результате протекания реакции (189) образуется 1 моль ионов Н+. Но так как перенос тока через раствор осуществляется только катионами Н+ (катионитовая мембрана непроницаема для анионов), то при прохождении 1 Фарадея такое же количество ионов Н+ будет перенесено из анодного пространства в катодное. Количество анионов SО42- в анолите останется неизменным. Таким образом, каких-либо изменений в составе анолита не произойдет.
Примем катодный выход по току равным 10 %. Тогда при прохождении 1 Фарадея на катоде восстановится 0,1 моля [Аu(Тhio)2] + (при этом освободится 0,2 моля тиомочевины) и 0,9 моля ионов Н+
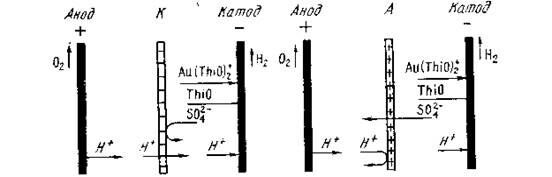
Рис. 103. Электролиз золота с применением катионитовой (слева) и анионитовой (справа) мембран
Количество ионов Н+ в катодном пространстве возрастает на 0,1 моля. Количество анионов не изменится. Таким образом, католит обедняется золотом и обогащается тиомочевиной и серной кислотой, причем при осаждении каждого моля золота в католите накапливается 2 моля тиомочевины и 0,5 моля Н2SО4.
Рассуждая аналогичным образом, можно показать, что в случае применения анионитовых мембран (рис. 103,6),. па каждый моль осажденного золота в анолите будет накапливаться 5 молей Н2SО4, а в католите — регенерироваться 2 моля тиомочевины и уходить из него 4,5 моля Н2SО4. «Переход» кислоты из катодного пространства в анодное — явление нежелательное, главным образом потому, что повышение кислотности анолита ухудшает стойкость нерастворимых анодов. Поэтому электролизеры обычно оборудуют катионитовыми мембранами.
Теоретически в катодном пространстве электролизера, работающего с применением катионитовых мембран, должна регенерироваться вся тиомочевина и половина серной кислоты, расходуемые при десорбции золота с ионита [см. реакцию (180)]. Состав анолита должен оставаться неизменным.
В реальных условиях электролиза таких результатов достичь не удается. Это связано с тем, что селективность существующих мембран не идеальна: катионитовые мембраны в некоторой степени проницаемы также и для анионов. Поэтому в процессе электролиза в переносе тока через раствор участвуют не только катионы Н+, но отчасти и анионы SO42-. Нетрудно видеть, что в этом случае небольшое количество регенерированной серной кнсло'ш (тем меньше, чем выше селективность мембраны) окажется в анодном пространстве, т. е. кислотность анолита в процессе электролиза будет постепенно возрастать. Именно это и наблюдается на практике. При наличии в мембранах микротрещин и других дефектов возможно частичное проникновение католита в анодное пространство. Это также ведет к повышению кислотности анолита и является причиной того, что в анолите обычно присутствуют небольшие (менее 0,5 г/л) количества тиомочевины.
Как уже указывалось, катодный процесс восстановления золота идет в режиме предельного тока, т. е. скорость осаждения золота контролируется диффузией катионов [Аи(Thio)2]+ к поверхности катода. Поэтому интенсификация процесса может быть достигнута приемами, ускоряющими диффузию — перемешиванием и нагревом электролита.
Перемешиванию электролита способствует выделение на катоде газообразного водорода. С повышением силы тока, протекающего через электролизер, количество выделяющегося водорода возрастает и, следовательно, растет интенсивность перемешивания. Однако одновременно вследствие экранирования катода пузырьками выделяющегося газа уменьшается эффективная поверхность осаждения золота. Поэтому для каждого электролизера существует оптимальная токовая нагрузка, при которой производительность аппарата максимальна. Дополнительное перемешивание достигается созданием циркуляции электролита через катодное пространство.
Скорость электролиза возрастает с повышением температуры электролита. Однако вследствие невысокой термической стойкости ионитовых мембран температура электролита не должна превышать 40—50 °С.
Наиболее действенный метод интенсификации электролиза золота — увеличение катодной поверхности в расчете на единицу объема электролизера. Высокоразвитая поверхность достигается применением катодов в виде блоков, состоящих из множества тонких пластин, или, что более эффективно, изготовлением катодов из специальных волокнистых углеродных материалов. Последние представляют собой рыхлую массу, состоящую из тончайших (толщиной 5—10 мкм) нитей и имеют поэтому большую удельную поверхность (0,2—0,3 м2/г). Волокнистые углеродные материалы стойки в агрессивных средах и достаточно электропроводны. Их получают термической обработкой вискозной основы в виде различного рода войлоков, тканей и т. п.
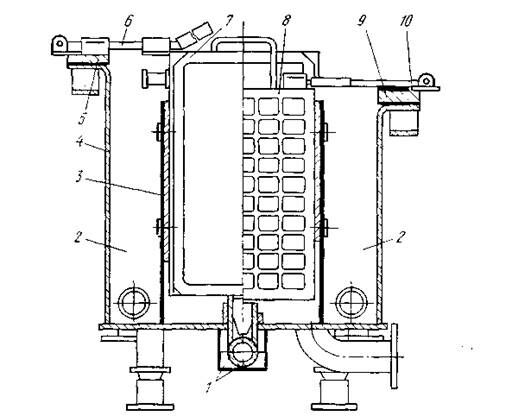
Рис. 104. Электролизер ЭУ—I с катодами из волокнистого углеродного материала
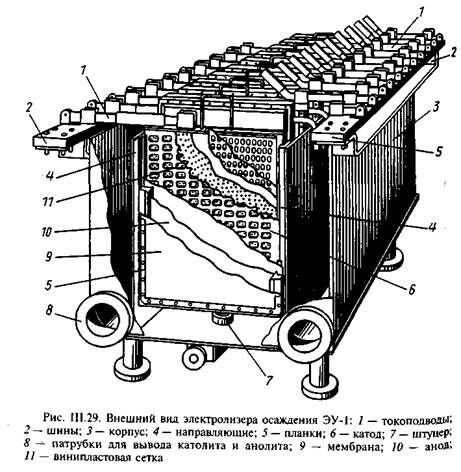
На рис. 104 показан разрез электролизера с катодами из волокнистого углеродного материала. Аппарат состоит из титанового корпуса 4, в котором поочередно установлено десять катодных 8 и одиннадцать анодных 7 камер. Фиксация положения камер достигается направляющими 3. Подача католита в катодные камеры и анолита в анодные осуществляется через соответствующие коллекторы 1, расположенные в днище электролизера. Отвод католита и анолита производится также раздельно через сливные карманы 2. Для токоподвода служат две титановые шины — анодная 5 и катодная 9, уложенные на отбортованные стенки электролизера и снабженные ножевыми контактами 6 и 10 для подключения соответственно анодов и катодов.
Катодная камера (рис. 105) представляет собой рамку 1 из винипласта пли полиметилметакрилата с двумя перфорированными токоподво-дящими стенками 3 из титана, на которые с наружных сторон укладывается волокнистый углеродный материал 4. Последний прижимается к стенкам винипластовой сеткой 5, закрепляемой решетчатыми вини-пластовыми крышками 2. Верхняя часть рамки 6 выполнена из титана и служит для закрепления на ней с помощью винтов 7 перфорированных токоподводов 3. Золотосодержащий раствор через штуцер 8 поступает внутрь катодной камеры и фильтруется через углеродный материал. В объеме последнего под действием постоянного тока осаждается золото. Обеззолоченный раствор переливается в сливной карман и выводится из электролизера.
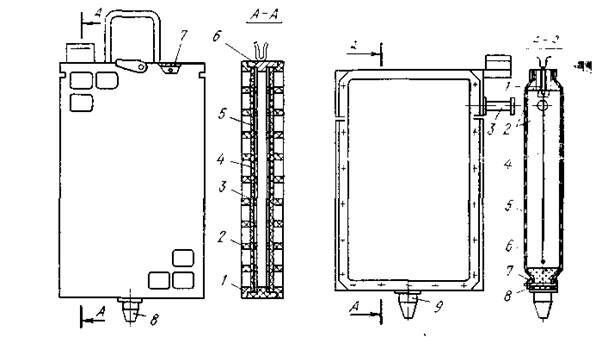
Рис. 105. Катодная камера Рис. 106. Анодная камера
Анодная камера (рис. 106) выполнена в виде рамки 6 из полиметилметакрилата. Через верхнюю перекладину рамки 2 проходит токоподвод 1, на который навешивается служащая анодом платиновая сетка 4. Для изготовления анодов могут использоваться и другие менее дефицитные материалы (графит, свинец), однако стойкость их значительно меньше. С двух сторон к рамке крепятся катионитовые мембраны 5, которые по периметру прижимаются титановыми накладками 7 и стягиваются винтами 8. Этим достигается герметичность камеры. Анолит поступает в камеру снизу через штуцер 9 и выходит сверху через штуцер 3 в сливной карман электролизера.
Техническая характеристика электролизера приведена ниже.
| Производительность по товарному регенерату, м3/сут | 22-25 | |
| Сила постоянного тока, А | 1000-1300 | |
| Напряжение, В ... | 4-6 | |
| Количество камер, шт: |
| |
| катодных ................ | 10 | |
| анодных ................. | 11 | |
| Геометрические размеры катода, мм | 254х374х2 | |
| Масса углеродного материала в одной катодной камере, кг ......... | 1,5—2,0 | |
| Эффективная поверхность одного катода, м2 . . . | 30—40 | |
| Скорость циркуляции, м3/ч: |
| |
| католита ................. | 8—10 | |
| анолита ................. | 0,15—0,2 | |
| Габаритные размеры, мм ........... | 935х1220х805 | |
| Масса, кг ................. | 308 | |
Благодаря очень большой катодной поверхности производительность электролизера в 60—100 раз превосходит производительность равновеликого электролизера с плоскими катодами.
Во избежание забивания катодов взвешенными частицами поступающий на электролиз товарный регенерат подвергают контрольной фильтрации на фильтрпрессах. Электролиз ведут в циркуляционном режиме. Отфильтрованный товарный регенерат из напорной емкости самотеком поступает в электролизер и распределяется по катодным камерам. Выходящий из электролизера частично обеззолоченый католит вновь закачивается в напорную емкость. Раствор циркулирует между емкостью и электролизером до тех пор, пока не будет достигнута заданная степень осаждения золота (обычно 96—98%). Обеззолоченный раствор возвращается в цикл регенерации смолы. Как показывает практика эксплуатации электролизных установок, при многократном обороте тиомочевинных растворов концентрация примесей в них стабилизируется на уровне, не ухудшающем десорбцию золота.
Для циркуляции анолита служит специальная напорная емкость, откуда анолит самотеком поступает в анодные камеры электролизера. При повышении кислотности анолита свыше 50 г/л его заменяют свежим. Отработанный анолит идет в оборот на кислотную обработку смолы.
Электролиз золота ведут также в режиме электроэлюирования. В этом случае тиомочевинный раствор циркулирует между колонной с насыщенной золотом смолой и электролизером. В колонне происходит десорбция золота, в электролизере — его осаждение. Благодаря непрерывному выводу золота его концентрация в тиомочевинном растворе поддерживается на невысоком уровне. В результате этого резко ускоряется десорбция золота — наиболее медленная операция при регенерации смолы.
В коническую колонну закачивают порцию смолы, подвергнутой кислотной обработке и сорбции тиомочевины, и снизу начинают подавать тиомочевинный раствор. Скорость подачи раствора такова, что смола в колонне находится во взвешенном состоянии. Во избежание выноса смолы в колонне предусмотрена дренажная сетка. Вытекающий из верхней части колонны раствор проходит фильтр-пресс, электролизер, теплообменник и вновь поступает в нижнюю часть колонны. Отношение объема циркулирующего раствора к объему ионита составляет (1,5÷2) : 1, что значительно ниже, чем при обычной десорбции золота.
Режим электроэлюирования позволяет весьма быстро (за 7—8 ч) перевести золото из ионита в катодный металл. Тем самым уменьшается объем незавершенного производства и сокращается количество потребного оборудования. Одновременно снижается остаточное содержание золота в регенерированном ионите.
Катодный осадок из электролизера разгружают периодически по мере накопления. Для этого процесс останавливают и выпускают из электролизера обеззолоченный раствор. Катодный осадок промывают подачей воды в катодную камеру и подсушивают продувкой сжатым воздухом. Катодные блоки извлекают из электролизера, освобождают их от катодного осадка и заполняют свежей порцией углеродного материала. Важная особенность катодов из углеродного материала состоит в том, что они позволяют осаждать до 30—50 кг металла на 1 кг углеродного материала. Поэтому содержание углерода в разгружаемом осадке составляет всего 2—3 %. Для удаления углерода осадок прокаливают при 500—600 °С. Полученный черновой металл, содержащий в сумме 95—96 % золота и серебра, отправляют на аффинаж.
Осаждение благородных металлов электролизом уменьшает расход реагентов, особенно тиомочевины, обеспечивает получение конечной продукции с высоким содержанием золота и серебра, устраняет загрязнение оборотных тиомочевинных растворов примесями, в результате чего улучшаются показатели регенерации смолы, повышает культуру производства.
Благодаря своим достоинствам электролитический метод получил широкое распространение на отечественных золотоизвлекательных предприятиях, применяющих сорбционную технологию.
Информация в лекции "25 Основные принципы проведения диагностических манипуляций под контролем ультразвука" поможет Вам.
Следует подчеркнуть, что по сравнению с обычным широко распространенным процессом цианирования сорбционная технология имеет следующие большие преимущества:
1) устранение операций сгущения и фильтрации выщелоченных пульп и связанная с этим большая экономия капитальных и эксплуатационных затрат;
2) повышенное извлечение благородных металлов вследствие уменьшения потерь как нерастворенных, так и рассоренных, но не отмытых металлов;
3) значительное повышение скорости растворения благородных металлов и соответствующее уменьшение объема аппаратуры;
4) возможность получения при регенерации непосредственно чернового металла.
Благодаря этим преимуществам сорбционная технология позволяет рентабельно перерабатывать руды с более низким содержанием золота, чем это возможно при использовании обычного цианистого процесса. Это расширяет сырьевую базу золотоизвлекательной промышленности.




















