
Сварка металлов
2. Сварка металлов
Сваркой называют процесс получения неразъемных соединений металлических изделий с применением местного нагрева. Металлические части в местах соединения нагреваются до плавления или до пластического состояния. Сваркой достигается резкое снижение трудоемкости и ускорения процесса производства работ при изготовлении конструкций. В настоящее время в нашей стране до 90% металлоконструкций изготовляются сварными.
Свариваемость металлов неодинаково и зависит от их физических свойств, методов и режимов, применяемых при сварке. Повышенное количество углерода и растворенных газов приводит к пористости в месте сварки, так как углерод , соединяясь с кислородом, образует газообразные продукты. Лучше всего свариваются малоуглеродистые стали (С< 0,2). Стали с содержанием углерода более 0,4% при сварке необходимо предварительно подогревать с последующим отжигом. Ухудшает свариваемость перегрев металла вследствие образования игольчатой структуры, которая снижает прочность и повышает хрупкость сварного шва.
В результате разогрева вблизи зоны сварки образуется зона термического влияния, в которой меняется структура металла. Размеры зоны термического влияния зависят от вида сварки, качества электродов; при газовой сварке она может достигать20 – 25мм, а при электродуговой 2 – 8 мм. В малоуглеродистых сталях металл в зоне термического влияния не меняет механических свойств, но в некоторых сталях в результате резкого охлаждения могут появиться закалочные структуры и трещины.
При сварке легированных сталей нельзя допускать перегрева, так как может произойти выгорание специальных элементов, выделение карбидов, самозакаливаемость сварной зоны, могут появиться усадочные трещины. Трудность сварки чугуна является следствием повышенного содержания углерода и невысокой его пластичности. Сварка чугуна производится, как правила, с подогревом до 600 – 700 оС, чтобы устранить внутренние напряжения и предотвратить образование трещин рядом со сварным швом.
В зависимости от вида энергии, используемой для нагрева металла, различают химическую (газовую, термитную) и электрическую (дуговую, контактную) сварки. Металл при сварке может доводиться до жидкого или пластического состояния. В зависимости от способа подачи присадочного металла и флюсов к месту сварки различают ручной, полуавтоматический и автоматический способы сварки.
Наиболее распространены электродуговая сварка плавлением с применением металлического электрода и электроконтактная сварка. Газовую сварку применяют для сварки чугуна, цветных металлов и стальных деталей малой толщины.
Электродуговая сварка основана на использовании теплоты от электрической дуги, возникающей между двумя проводниками (электродами) при пропускании электрического тока. При применении переменного тока расход энергии меньше, чем при постоянном, оборудование проще и дешевле. При постоянном токе горение дуги более стабильно, чем при переменном токе. Устойчивость дуги при переменном токе можно увеличить повышением напряжения, увеличением частоты, и применением специальной обмазки на электродах. Можно создать дугу также между двумя электродами вблизи свариваемого изделия и расплавлять металл и электрод.
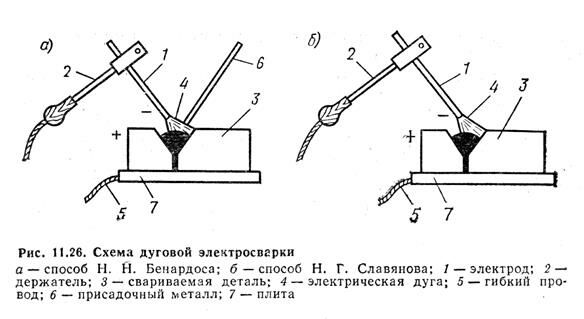
При электродуговой сварки одним полюсом, как правило, является свариваемая деталь, а другим – угольный или металлический электрод (рис.11.26). В случае применения угольного электрода (рис.11.26а) необходим присадочный металл, для чего расплавляют специальный пруток, а при металлическом электроде (рис.11.26б) расплавляется электрод.
Рекомендуемые материалы
Температура электрической дуги зависит от электродов: для металлических она составляет 2400 – 2600 оС, угольных 3800 – 3900 оС. В центре дуги по ее оси температура достигает 7000 градусов С. Полезно используется только 60-70% теплоты. Для зажигания дуги электрод замыкается на изделие. При сварке металлическим электродом его конец и свариваемое изделие расплавляются, капли металла электрода стекают, заполняют сварной шов и удерживаются на нем силами поверхностного натяжения. Расход электроэнергии на 1кг наплавленного металла при переменном токе меньше (3 -4 квт.ч/кг), чем при постоянном токе (6 – 10 квт. ч/кг).
ч/кг).
Электроды могут быть плавящимися (стальными, чугунными, алюминиевыми) и неплавящимися (угольными, вольфрамовыми). В зависимости от толщины свариваемого металла электроды применяются диаметром 1 – 12мм и длиной 300 – 450мм. Качество электродов зависит от марки применяемого металла и вида обмазки. На электроды наносят различного вида обмазки для повышения устойчивости горения электрической дуги путем ионизации воздушного промежутка, создания вокруг расплавленного металла и дуги защитного слоя из газов и шлака, необходимого для защиты металла от окисления и азотирования, а также обеспечивающего раскисление металла и уменьшение скорости его охлаждения.
В случае необходимости сварки металла толщиной 100 – 120мм и более за один проход используют электрошлаковую сварку. Такая сварка происходит за счет теплоты, выделяющейся при прохождении электрического тока через расплавленный флюс (шлак), нагретый до температуры, превышающей температуру плавления свариваемого металла.
Электродуговая сварка под водой достигается применением специального электрода с толстой водонепроницаемой обмазкой, плавящейся медленнее этого электрода. Обмазка обеспечивает устойчивость горения дуги под водой из-за образования газового пузыря. В состав обмазки входят железный сурик, мел, титановая руда, полевой шпат, растворимое стекло.
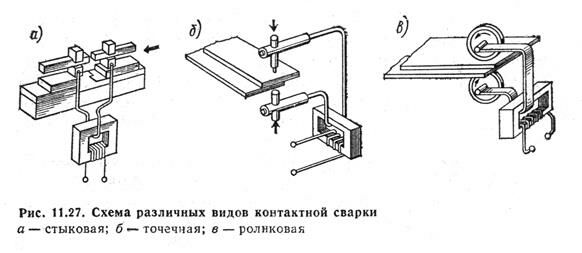
Электроконтактная сварка основана на нагревании места сварки электрическим током высокой плотности (десятки и сотни тысяч ампер) с одновременным сдавливанием деталей для облегчения взаимного проникновения атомов свариваемых металлов. Преимуществом электроконтактной сварки перед другими видами сварки является возможность полной механизации и автоматизации. Высокая плотность тока и незначительное напряжение (0,5 – 10 в) создает в месте контакта быстрый нагрев до плавления. Схемы различных видов электроконтактной сварки показаны на рис.11.27.
Стыковая контактная сварка обеспечивает соединение отдельных металлических частей деталей по всей поверхности соприкосновения. Качество стыковой контактной сварки определяется выбором правильного режима, электрической мощностью (5 – 15 квт на 1см2), длительностью сварки (4 – 40 с при стальных стержнях диаметром 6 – 50 мм),. скоростью оплавления, давлением осадки.
Люди также интересуются этой лекцией: Томас Манн.
Точечная сварка – самый распространенный вид электроконтактной сварки. Она применяется при соединении деталей в отдельных местах в виде небольших площадок (точек). Необходимая для разогревания теплота создается электрическим током, подводимым медными электродами, между которыми помещается и зажимается свариваемая деталь. Точечная сварка широко используется при сваривании пересечений арматуры для железобетонных конструкций, прокатных и штампованных профилей, сортовой стали малой толщины. Качество сварки достигается правильным выбором длительности нагрева (от десятых до тысячных долей секунды), давления между электродами во время нагрева и после него, диаметра медного электрода и других факторов. Для точечной сварки выпускаются автоматические и неавтоматические машины; их мощность зависит от толщины свариваемых изделий.
Шовная, или роликовая, сварка позволяет делать соединение листового металла непрерывным швом. При шовной сварке применяются электроды в виде роликов (диаметр 40 – 350 мм, ширина обода 4 – 6 мм). Этот вид сварки по типу применяемых машин и по приемам не отличается от точечной. Режим шовной сварки определяется шагом образующих шов точек (1,4 – 4,5 мм), усилием, приложенным к роликам, диаметром роликов, силой сварочного тока, скоростью сварки. При непрерывной роликовой сварке металл и электроды сильно нагреваются, а потому более распространенной является сварка с чередующимся кратковременным включением и выключением электрического тока, но непрерывным перемещением детали.
Газовая сварка основана на получении необходимой теплоты для расплавления свариваемых деталей за счет химической реакции горения газов (ацетилена, водорода, бутана, природного газа, паров бензина, керосина и т.п.). наиболее широко в практике применяют газ ацетилен (с2н2). Ацетилен к месту сварки доставляют в баллонах под давлением 1, 6 – 2,2 МПа, которое снижается до рабочего давления редуктором. Ацетилен может быть получен и на месте потребления в специальных генераторах путем воздействия воды на карбид кальция. При соотношении кислорода к ацетилену 1,1:1,2 достигается температура горения 3100 градусов С. Изменение соотношения кислорода и ацетилена приводит к нарушению нормального горения: при избытке кислорода пламя становится окислительным, а при избытке ацетилена сварочное пламя насыщается раскаленными частичками углерода и температура резко снижается.
Ацетилен и кислород смешиваются в специальной горелке, по выходе из которой происходит горение. Наибольшее распространение получили горелки инжекторного типа, в которых струя кислорода при выходе из горелки создает разрежение, благодаря чему и происходит принудительное засасывание ацетилена. В зависимости от толщины свариваемого металла наконечники и горелки меняются.
При газовой сварке для создания сварочного шва вводят присадочные прутки. Такие прутки должны иметь химический состав, близкий к составу свариваемого металла. Для повышения производительности сварки и улучшения качества шва применяют многопламенные горелки с несколькими мундштуками.
Для соединения трубопроводов, рельсов, инструмента и т.д. применяют газопрессовую сварку, при которой детали нагревают многопламенными горелками до перехода металла в пластичное состояние или до оплавления, а затем сваривают при сильном обжатии деталей.


















