
Свойства сварочной дуги и требования к источнику питания
Свойства сварочной дуги и требования к источнику питания
Общие сведения. Для плавления металлов используется энергия электрического дугового разряда, возбуждаемого и поддерживаемого в пространстве между электродом и изделием. Свойства и размеры шва зависят от физических условий, в которых существует дуговой разряд, и от свойств источника питания, для которого дуга является нагрузкой.
Проводимость дугового промежутка зависит как от расстояния между изделием и электродом, так и от параметров, определяющих физические условия существования дугового разряда — химического состава свариваемого изделия, электродной проволоки и газовой среды, давления и др. Изделия могут отличаться по конструкции и геометрическим размерам. Сварной шов может занимать различное пространственное положение. Для качества шва имеет значение не только количество энергии, поступающее от источника питания в зону сварки, но и закон поступления энергии во времени. Наличие электрического поля между изделием и электродом является необходимым, но не достаточным условием для возникновения дугового разряда. Для возникновения дугового разряда необходимо, чтобы в электрическом поле имелись свободные электроны, которые, двигаясь упорядоченно под воздействием сил электрического поля, создавали условия для ионизации газа в промежутке между изделием и электродом. Свободные Электроны создают искусственно, возбуждая (зажигая) дугу.
Исходя из конкретных условий, связанных со свойствами свариваемых металлов и конструкции изделий, с требованиями к качеству сварного шва, со степенью автоматизации процесса сварки, применяют тот или иной способ сварки И тот или иной источник переменного или постоянного тока, обладающий свойствами, удовлетворяющими требованиям технологии процесса дуговой сварки. Эта свойства называют технологическими свойствами источника питания.
В процессе сварки в энергетической системе, которую представляют источник питания — сварочная дуга — шов, возникают возмущения, которые приводят к нарушению равновесия в системе и вызывают изменения энергетических параметров системы — напряжения на дуге и тока в сварочном контуре, что Отражается на содержании легирующих элементов в шве и на его параметрах. Причинами возникающих возмущений чаще всего являются изменения длины дуги, изменения напряжения сети, скорости подачи электродной проволоки и Т. д. Возмущения могут вызываться и изменениями физико-химических явлений, Происходящих в дуговом промежутке. При возмущениях изменяется электрическая проводимость пространства между изделием и электродом, что вызывает в системе источник питания — сварочная дуга переходные процессы, так как нарушается установившийся режим работы системы. Во время переходных процессов в системе источник питания — дуга энергия электрического поля преобразуется в энергию магнитного поля, а также происходят обратные преобразования энергий; часть энергии теряется на тепловые процессы. Характер переходных процессов и скорость их протекания зависят от свойств источника питания и условий, в которых горит дуга.
В современной сварочной технике применяют следующие источники питания сварочной дуги: источники питания дуги переменным током — сварочные трансформаторы общепромышленного назначения и специализированные установки переменного тока для сварки изделий из легких сплавов, алюминия, магния и др., источники питания дуги постоянным током — сварочные выпрямители и сварочные генераторы общепромышленного назначения и специализированные сварочные выпрямительные установки.
Физические явления, протекающие в областях сварочной дуги. Пространство между изделием и электродом, заполненное ионизированным газом, является анизотропной средой, которая как в осевом, так и в радиальном направлениях из-за сложных физико-химических явлений, происходящих при сварке, имеет различные свойства — напряженность электрического поля, температуру, проводимость и т. д. Дуговой разряд относится к устойчивым электрическим разрядам, который может существовать длительное время, пока эти условия не будут нарушены каким-либо возмущением. В осевом направлении в дуге различают: столб дуги, центральную часть длиной порядка десятых долей сантиметра и приэлектродные области длиной порядка 10-5—10-3 см. Столб дуги — это ионизированный газ, содержащий нейтральные молекулы и атомы газов и паров, свободные электроны и положительные ионы, возникающие при ионизации нейтральных частиц. В пространстве между электродом и изделием, как известно, имеется хаотическое тепловое движение заряженных частиц. Кроме того, свободные электроны и положительные ионы (число отрицательных ионов в обычных условиях сварки ничтожно мало) под действием сил электрического поля движутся упорядоченно. Свободные электроны с большой скоростью перемещаются к аноду, а положительные ионы, движущиеся значительно медленнее, вследствие большой массы — к катоду. При прямой полярности при сварке плавящимся электродом изделие соединяют с «плюсом» источника питания постоянного тока, а электрод или электродную проволоку — с «минусом». В этом случае изделие является анодом, а" электрод — катодом. При сварке в углекислом газе из-за сильного разбрызгивания металла плавящегося электрода используют обратную полярность. Движущиеся упорядочение электроны и положительные ионы создают свои магнитные поля. В столбе дуги происходят соударения нейтральных частиц и частиц, несущих электрический заряд, что сопровождается ионизацией газа столба дуги. Степень ионизации составляет несколько процентов. Ионизированный газ с такой степенью ионизации называется низкотемпературной плазмой. На оси столба температура порядка 5000—7000° С. При определенных условиях может быть и выше. Столб дуги квазинейтрален, так как концентрация отрицательно и положительно заряженных частиц в единице объема плазмы дуги одинакова. Суммарный заряд единицы объема равен нулю. Плазма дуги не создает своего электрического поля.
Компоненты смеси газов и паров пространства между изделием и электродом, имеющие более низкий потенциал ионизации, ионизируются в большей степени. С понижением температуры газа возрастает влияние той компоненты смеси, которая обладает наиболее низким потенциалом ионизации — К, Са, Na и др. При горении дуги в столбе дуги наблюдается ступенчатая ионизация. Из-за малой плотности ионного тока энергией, которую передают положительные ионы нейтральным частицам при столкновении, пренебрегают. Ток в сварочной дуге обусловлен в основном упорядоченным движением свободных электронов. Ток дуги — это ток проводимости. За положительное направление тока в дуге, как это принято в физике и электротехнике, принимают перемещение частиц, несущих положительный заряд, равный по абсолютной величине заряду электрона. Положительное направление тока противоположно направлению свободных электронов, движущихся между изделием и торцом электродной проволоки под действием сил электрического поля Электрическая проводимость столба сварочной дуги высока, напряженность электрического поля в столбе дуги не высока и составляет 10—35 В/см. Падение напряжения в столбе дуги невелико. Мощность, выделяемая в столбе дуги, в основном (около 80%) рассеивается путем лучеиспускания в окружающее пространство.
Области дуги, в которых температура столба дуги снижается до температуры расплавленного или нагретого металла, называют приэлектродными областями дуги. В них протекают процессы, резко отличающиеся от процессов в столбе дуги и трудно исследуемые не только теоретически, но и экспериментально.
Рекомендуемые материалы
Энергия, выделяющаяся в этих областях, расходуется на плавление металла изделия и плавящегося электрода или на плавление металла и нагрев вольфрамового электрода. В приэлектродных областях скапливаются заряженные частицы и возникают пространственные (объемные) заряды. В катодной области скапливаются положительные ионы, а в анодной — электроны. В связи с этим в приэлектродных областях создаются условия для резкого возрастания напряженности электрического поля. Напряженность в приэлектродных областях порядка (1-2) 106 В/см.
Свободные электроны зарождаются также и в столбе дуги при происходящей там термической ионизации газа. Причинами появления свободных электронов в катодной области являются термоэлектронная и автоэлектронная (электростатическая) эмиссии. Положительные ионы, пришедшие из плазмы столба, ударяясь о поверхность катода, нейтрализуются, отдавая катоду кинетическую энергию, приобретенную ими в электрическом поле столба дуги Ввод этой энергии через активное пятно вызывает увеличение скорости теплового движения нейтральных и заряженных частиц вещества катода. Температура катода повышается, возрастает кинетическая энергия свободных электронов в металле катода. Энергия электрона становится больше энергии, требуемой для преодоления потенциального барьера, и электрон выходит из активного пятна на катоде в катодную область. Такого рода эмиссия называется термоэлектронной.
При горении дуги в катодной области возникает положительный объемный заряд. Растет напряженность электрического поля у катода и создаются условия для автоэлектронной эмиссии. Электрическое поле высокой напряженности "вырывает» свободные электроны из материала катода даже при невысокой температуре катода, которая недостаточна для протекания термоэлектронной эмиссии. Эмиссия электронов как термоэлектронного, так и автоэлектронного происхождения возникает в первую очередь с тех мест поверхности катода, где работа выхода электронов меньше. Эти места называют активными пятнами.
Активное пятно на катоде (катодное пятно) непрерывно перемещается (блуждает) по поверхности горца электродной проволоки и может возникнуть на ее боковой поверхности. Особенно беспокойно блуждает катодное пятно у плавящегося электрода (стальная проволока имеет Тплавл, = 1539° С.
Перемещение катодного пятна вызывает пространственное изменение расположения столба дуги, так как катодное пятно является основанием дуги. Если неплавящийся электрод (вольфрамовая проволока) имеет Тплавл =3377° С, то при нормальном сварочном режиме проволока только нагревается, обеспечивая выход электронов в катодную область. У торца плавящегося электрода образуются капли жидкого металла. Считают, что при сварке с плавящимся электродом при прямой полярности решающее значение для возникновения и существования дугового разряда имеет автоэлектронная эмиссия. Если электрод плавится, кипит и испаряется, то возникают струи паров вещества катода (плазменные потоки), устремляющиеся в столб дуги и обогащающие его парами материала электрода.
Падение напряжения и катодной области зависит от потенциала ионизации газов и паров катодной области.
Падение напряжения в катодной области обычно преобладает в общем напряжении на дуге, а его величина зависит от конкретных физических условий для данной дуги Мощность, выделяемая в катодной области, расходуется на нагрев и плавление электрода, т. е. непосредственно на процесс сварки. Часть теплоты, приобретенной катодом, уходит в его массу путем теплоотдачи В анодной области при горении дуги создается отрицательный объемный заряд.
Электроны, поступающие из столба дуги в анодную область, нейтрализуются у поверхности анода, отдают энергию при воссоздании нейтральных атомов вещества анода и вызывают увеличение температуры анода. Кроме того, часть электронов задерживается в пространственном заряде. Так как максимальная температура анода не может превышать температуру кипения материала анода, которая меньше температуры столба дуги, то из столба происходит интенсивный теплоотвод в сторону анода. Энергия, отдаваемая аноду, состоит из энергии возврата электронов в металл, равной энергии работы выхода электронов из вещества катода и кинетической энергии, которую приобрели электроны, двигаясь к аноду в ионизированном газе столба дуги. В анодной области ионизация практически не происходит. Как показывают экспериментальные данные, анодное падение напряжения зависит от физических условий в анодной области и от степени влияния пространственного отрицательного заряда. Величина анодного падения напряжения практически не зависит от сварочного тока. Для дуг с плавящимся электродом, горящих в атмосфере воздуха, анодное падение напряжения равно 2,5±1 В. Мощность, выделяемая в анодной области при прямой полярности, расходуется на плавление металла анода.
 График распределения потенциалов по длине дуги. На рис.1 приведено распределение потенциалов по длине дуги, горящей в атмосфере воздуха при ручной дуговой сварке. Каждой дуге, горящей при определенных физических условиях, соответствует определенный график, строящийся по данным опыта. В приэлектродных областях наблюдаются резкие изменения потенциалов. Напряжение на дуге есть сумма падений напряжений в анодной иа,
График распределения потенциалов по длине дуги. На рис.1 приведено распределение потенциалов по длине дуги, горящей в атмосфере воздуха при ручной дуговой сварке. Каждой дуге, горящей при определенных физических условиях, соответствует определенный график, строящийся по данным опыта. В приэлектродных областях наблюдаются резкие изменения потенциалов. Напряжение на дуге есть сумма падений напряжений в анодной иа,
Рис. 1 Распределение потенциалов
по длине дуги
катодной ик областях, а также в столбе дуги ист. Для дуг с плавящимся электродом при нормальных режимах ик>иа,
иа + ик > ист
Статические вольт-амперные характеристики (ВАХ) дуги. Проводимость разрядного промежутка зависит от длины дуги и от физических условии, в которых существует дуга. Ввиду малости длин приэлектродных областей обычно за длину дуги принимают длину столба дуги. ВАХ дуги строится по данным, полученным из опыта. Статическая вольт-амперная характеристика дуги есть зависимость напряжения Uд на дуге от сварочного тока I при постоянной длине lд дуги и при постоянстве всех прочих физических факторов, влияющих на условия горения дуги. В сварочной технике известны три формы статических ВАХ дуг, снятых на постоянном токе: падающая ВАХ—с ростом тока напряжение уменьшается (рис. 2, а; дифференциальное сопротивление Rдиф < 0, угол βд > 90е); жесткая ВАХ — рост тока не вызывает изменения напряжения (рис. 2, б; дифференциальное сопротивление RДИф = 0, угол βд = 180°) и возрастающая ВАХ — рост тока вызывает увеличение напряжения (рис. 2, в; дифференциальное сопротивление Rдиф > 0, угол βд < 90°). Вольт-амперные характеристики падающей формы имеют малоамперные свободногорящие в воздухе дуги при токе от нескольких ампер до токов порядка 70 А. Причиной снижения напряжения на дуге является уменьшение напряжения на столбе дуги. С ростом тока более интенсивно протекает ионизация, проводимость столба дуги увеличивается и возрастает площадь поперечного сечения. Падающую по форме ВАХ имеет также свободногорящая малоамперная дуга в среде аргона. В этом случае увеличение тока не сопровождается ростом сечения столба дуги из-за защитного газа, оказывающего действие в радиальном направлении на пространственное положение дуги. Рост проводимости объясняется интенсивно протекающей ионизацией газа столба дуги вследствие повышения температуры газа.
Рекомендация для Вас - 8 Методика и техника оформления результатов исследования.
ВАХ жесткой формы имеют сварочные дуги при токах от 70—80 А и более при ручной дуговой и механизированной сварке под флюсом (рис. 2, б) С ростом тока увеличивается поперечное сечение столба дуги, а проводимость столба дуги в этих условиях остается практически без изменения. При сварке под флюсом при небольших диаметрах электродной проволоки и больших значениях тока наблюдается некоторое возрастание напряжения на дуге. На практике пользуются эмпирической формулой для вычисления напряжения на дуге, связывающей его с величиной тока. Так, для токов 300—500 А напряжение на дуге Uд = 20 + + 0,04I.
При сварке плавящимся электродом в среде углекислого газа и сварке сжатой дугой ВАХ дуги имеет возрастающую форму. С ростом тока напряжение на дуге увеличивается (рис. 2, в). При этом катодное пятно занимает всю площадь торца электродной проволоки и высокая напряженность электрического поля в катодной области обеспечивает условия 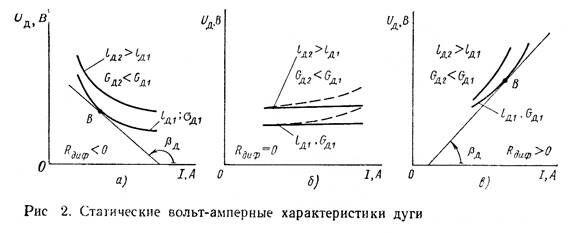
для автоэлектронной эмиссий. С ростом тока площадь катодного пятна остается неизменной. Особенности горения дуги переменного тока. При питании дуги от источника переменного тока, например от трансформатора с синусоидальным напряжением (частоты 50 Гц), активное пятно на катоде 100 раз в секунду изменяет свое расположение. К концу каждого полупериода синусоидальное напряжение уменьшается до нуля; при этом уменьшается напряженность электрического поля в пространстве между изделием и торцом электродной проволоки. Это влечет за собой уменьшение степени ионизации плазмы столба дуги, рассасывание пространственного заряда в катодной области, что ухудшает условия существования дугового разряда. Последние зависят как от физико-химических свойств пространства между катодом и анодом, которые определяют величину Uпв повторного возбуждения дуги, так и от статических и динамических свойств источника питания. Если источник питания не обладает значительной индуктивностью, величина которой зависит от конкретных физических условий, то устойчивое горение дуги невозможно.
На рис. 3 приведены осциллограммы вторичного синусоидального напряжения и2 трансформатора, сварочного тока i2 и напряжения на дуге ид в функции времени. При проведении опыта для получения падающей внешней характеристики источника в сварочный контур был включен резистор. Осциллограммы записаны электронным осциллографом в отрицательный и положительный полупериоды Т. Ток i2 и напряжение ид несинусоидальны, так как нагрузкой для источника является нелинейная проводящая среда между изделием и электродом. Максимумы и нулевые значения и2 и i2 во времени совпадают при отсутствии в сварочном контуре индуктивности. В отрицательный полупериод синусоидального напряжения, когда u2 уменьшается по абсолютной величине и достигает значения Uу, дуговой разряд практически угасает. Напряжение u2 становится недостаточным для создания между изделием и электродом напряженности электрического поля, необходимой для существования дугового разряда. Дуга угасает на время tп.
В течение времени tп осциллограмма фиксирует наличие тока, что указывает, что проводимость участка между изделием и электродом не равна нулю. В течение времени от ty до te электрический разряд носит недуговой характер. В следующий полупериод и2, когда синусоидальное напряжение возрастает и достигает значения UПВ (при tB), вновь создаются условия для существования дугового разряда и дуга повторно возбуждается.
Напряжение UПВ.повторного возбуждения дуги зависит от многих факторов и прежде всего от физико-химических свойств среды между изделием и электродом.
При u2 = Uпв в дуговом промежутке обеспечивается напряженность электрического поля такой величины, при которой возможно интенсивное зарождение свободных электронов и восстановление условий для существования электрического дугового разряда. В течение времени tп сварочный контур практически разомкнут. На рис. 3 для большей наглядности величины i2 в районе t = 0 сильно преувеличены. Ток i2 при t = ts составляет около 2% от действующего значения i2. После повторного возбуждения дуги, начиная с t= tB, ток i2 и скорость его изменения резко возрастают. Время tn перерыва в горении дуги уменьшают двумя способами: либо снижают напряжение Uпъ повторного возбуждения ду
 |
ги, либо изменяют свойства источника питания. Величину Uпв можно снизить, вводя в парогазовую среду между изделием и электродом химические элементы с низкими потенциалами ионизации, уменьшая величину давления ниже атмосферного, увеличивая амплитудное значение и2 и увеличивая частоту f напряжения и2- Повторное возбуждение дуги облегчается применением специальных устройств — возбудителя дуги (осцилляторов) и импульсных стабилизаторов горения дуги переменного тока.

















