
Неразъемные соединения
Неразъемные соединения.
Сварные соединения.
1. Общие сведения. Виды сварки и типы сварочных работ.
Сварные соединения – это неразъемные соединения, основанные на использовании молекулярного сцепления.
Соединения различают:
1. с местным нагревом деталей до жидкого состояния, т.н. термический класс сварки.
2. с совместным действием нагрева и пластического деформирования, т.н. термомеханический класс сварки.
3. с пластическим деформированием деталей, т.н. механический класс сварки.
На практике известно свыше 60 видов сварки.
Рекомендуемые материалы
Достоинства:
1. Наибольшая прочность среди неразъемных соединений (в стыковых сварочных соединениях прочность приближена к прочности основного материала).
2. Существенная экономия материала засчет более полного его использования (отсутствие вспомогательных деталей, меньших припусков на обработку).
3. Легкость конструкции.
4. Высокие экономические показатели: малая трудоемкость процесса, низкая стоимость оборудования, возможность автоматизации.
Недостатки:
1. Нестабильность качества шва (как правило при ручной сварке).
2. Трудность контроля качества соединения, операция контроля качества является обязательной операцией (ультразвуковой метод, рентгеноскопия).
3. Изменение структуры металла шва и около шовной зоны.
4. Возможность коробления деталей.
По источникам нагрева различают сварку:
· Трением
· Электрическую
· Газовую
· Ультразвуковую и т.д.
Электрическая сварка бывает:
- дуговая
- контактная
- электрошлаковая
Дуговая сварка может производиться плавящимся или неплавящимся (вольфрамовым) электродом.
Газовая сварка происходит, при оплавлении материала деталей и присадочного металлического прутка газовым пламенем.
2. Типы сварных соединений. Типы сварных швов.
1. Стыковые соединения.
а) без обработки кромок
 S
S





 | |||
 | |||
S<6 мм
б) с обработкой кромок
S
 |
S<15 мм
в) с обработкой кромок
S
 |
S<40 мм

 Схематично на чертежах стыковой шов обозначается следующим образом: С (½½)
Схематично на чертежах стыковой шов обозначается следующим образом: С (½½)
 |
Этот тип соединений обеспечивает наибольшую прочность.
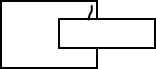
2.Соединения в нахлест.
 k S
k S



 S k
S k
 | |||
 | |||

 l
l





 b
b
 |

b³ l ³ 4S – для обеспечения равномерного распределения напряжений в шве.
По технологическим соображениям S ³ 3 мм, k £ S (обычно равен), kmin = 3мм.
 Схематично на чертежах нахлесточные сварные соединения обозначаются: Н ( )
Схематично на чертежах нахлесточные сварные соединения обозначаются: Н ( )
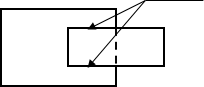 |
Если приваривается несимметричная деталь, то
| |||||
 | |||||
 | |||||









 y2
y2



 ·
·




 y1
y1
центр тяжести
 - для обеспечения равнопрочности швов.
- для обеспечения равнопрочности швов.
Нахлесточные швы, в зависимости от расположения шва относительно силы (внешней нагрузки), могут быть:
а) фланговые, параллельно действующей силе.
 |
 F
F

 F
F
|
б) лобовой, перпендикулярно действующей силе.
|
 F
F
 F
F
в) косой
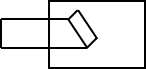 |
3.Тавровое соединение.
 |  |
угловой сварной шов стыковой сварной шов
Схематично на чертежах тавровое соединение обозначают следующим образом:

 Т
Т


 |
4.Угловое сварное соединение.
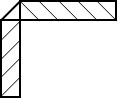 |
Угловое соединение в силовых конструкциях не применяют.
Типы сварных швов.
1. Стыковой сварной шов (детали полностью проплавляются).
Используется в стыковых и тавровых соединениях.
2. Угловой сварной шов (проплавляются только поверхности деталей). Представляет собой прямоугольный треугольник со сторонами, называемыми катетами. Используется в нахлесточных, угловых и тавровых соединениях.
 Обозначение сварочных швов на чертежах.
Обозначение сварочных швов на чертежах.
2 - 3 - 4 - 5 - 6
 |
2- стандарт (ГОСТ);
3- обозначение шва (С, Т, Н, У);
4- только для углового сварного шва: знак - и размер катета;
 5, 6 – на этих позициях указываются какие- либо особенности выполнения соединения ( например: z – прерывистый шов, - усиление шва и т.д.).
5, 6 – на этих позициях указываются какие- либо особенности выполнения соединения ( например: z – прерывистый шов, - усиление шва и т.д.).
Пример:

 ГОСТ 5264-69-Н2- 7
ГОСТ 5264-69-Н2- 7
 |
3.Критерии работоспособности и расчет сварных соединений.
Основной критерий – прочность.
3.1 Расчет стыковых сварных соединений.
Разрушение сварного соединения может происходить по шву, по месту сплавления металла со швом в зоне термического влияния в материале детали.
 |

 зона термического влияния
зона термического влияния

При качественном выполнении шва разрушение детали происходит в зоне термического влияния, поэтому соединение рассчитывается на прочность по номинальному сечению деталей.






 М
М

 b M
b M






 F
F
S F
| |||
| |||
 |
sM


 sF
sF
 |
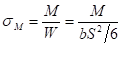



 - условие прочности для металлов в зоне термического влияния, где [s/p] – допускаемые напряжения в металле в зоне термического влияния.
- условие прочности для металлов в зоне термического влияния, где [s/p] – допускаемые напряжения в металле в зоне термического влияния.
[s/p] = (0.9¸1) [sp] , где [sp]- допускаемые напряжения в основном металле, 0.9 – для ручной сварки, 1- для автоматической сварки.
3.2Расчет сварных соединений в нахлестку. Расчет угловых сварных соединений.
 | |||||
 | | ||||



 F S k
F S k
 t
t


S k F
 | |||
 |
k*b
b- некоторый коэффициент.
Основной геометрической характеристикой является катет шва (k). Разрушение шва происходит по сечению, проходящему через биссектрису прямого угла.
Разрушение углового шва происходит под действием касательных напряжений в опасном сечении.
|
 b*k
b*k
 |
Допускаемые касательные напряжения.
Допускаемые касательные напряжения на срез в металле:

а) Расчет фланговых швов при различных случаях нагружения.
1.Приложена внешняя нагрузка.
l
 t
t
 b*k
b*k

 F F
F F
|  | |||||
 | ||||||
 |
 2.Приложен изгибающий момент.
2.Приложен изгибающий момент.
l
F
 b*k
b*k



 M M
M M
b
F
Т.к. обычно l/b<1 (фланговые швы короткие), то для простоты полагают, что касательные напряжения распределены параллельно оси детали. Поэтому момент раскладывают на пару сил F=M/b.

|
3. Нагрузка комбинированная: сила+момент.
 |
 F F
F F
|  |
M M
Наиболее опасным является верхний шов, для которого


|
б) Расчет лобовых швов.
1.Прд действием внешней силы.
 b*k
b*k
 F F
F F
tF b
 |
b*k

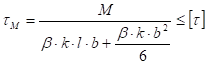
3. Под действием изгибающего момента.


 М М
М М
 tМ b
tМ b
b*k


4. Под действием комбинированной нагрузки.
 tF
tF

 М М
М М
F tМ b F
 | |||||
| |||||
| |||||
R
b*k
tR - в случае, если приложена поперечная нагрузка.
в) Расчет комбинированного нахлесточного соединения.
1.Под действием внешней нагрузки. (рис.см.ниже)
Полагают, что фланговый и лобовой швы работают независимо.

Т.к. лобовой и фланговый швы имеют общие точки, то tфл=tл=tF, откуда

 l
l
l


 tфл
tфл
 |
F tл b F
2.Под действием изгибающего момента.
l

 F tфл
F tфл
 | |||||
 | | ||||
М tМфл b М
 |
F
|
Полагаем, как и в предыдущем случае, что швы работают независимо. Тогда имеем:



3.Под действием комбинированной нагрузки.
 |

 l
l
F tфл
 | |||||
| | ||||
М tМфл b М
 F F
F F


 tF
tF
F R
| ||
 |
tF
3.3Расчет тавровых соединений.
d
 | |||||
 | |||||
 | |||||


b F
M
|
Вариант 1 – угловой шов
 d
d
 |
Вариант 2- стыковой шов
| |||
| |||
d
 |
Вариант 2:

 Вариант 1:
Вариант 1:

Коэффициент ½ , т.к. 2 шва.
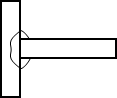
Если приварена к стене труба.

 (рис.см. ниже)
(рис.см. ниже)
|
 Q Т
Q Т
 |
D
 | ||
|
 Ä
Ä
 b*k
b*k



 T
T

 tT
tT
 |
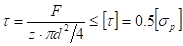
3.4Расчет соединений, полученных контактной сваркой.
 |
F F
| |||
 |
d
 | |||
 |
В лекции "8 Понятие и предмет бюджетного права, его источники" также много полезной информации.
z – число точек сварки.
В общем случае прочность сварного соединения и выбор допускаемых напряжений зависят от:
· Характер действующих нагрузок (статические, переменные);
· Способ сварки (ручная, автоматическая);
· Качество основного материала (лучше всего свариваются низкоуглеродистые стали, хуже – высокоуглеродистые и легированные).



















