
Соединения
Лекция №16
Соединения
 |
Детали, составляющие машину, связаны между собой тем или иным способом. Эти связи можно разделить на подвижные и неподвижные (рис.16.1).
Рис.16.1
Подвижные связи – это подшипники, шарниры, зубчатые зацепления.
Неподвижные связи – резьбовые, шпоночные, сварные, заклепочные и другие соединения.
Неподвижные связи в технике называются – соединениями.
По признаку разъемности все виды соединений можно разделить на разъемные и неразъемные.
Рекомендуемые материалы
Разъемные соединения позволяют разбирать узлы без повреждения деталей.
Неразъемные соединения не позволяют разбирать узлы без разрушения или повреждения деталей.
Основным критерием работоспособности и расчета соединений является прочность – статическая и усталостная.
Резьбовые соединения
Резьбовыми соединениями называются разъемные соединения с помощью резьбовых крепежных деталей – винтов, болтов, шпилек. Резьба образуется путем нанесения на поверхность деталей винтовых канавок с сечением согласно профилю резьбы.
В настоящее время используют следующие методы изготовления резьбы :
1. Нарезкой вручную метчиками (плашками). Его применяют в индивидуальном производстве и ремонтных работах;
2. Нарезкой на токарно-винторезных станках;
3. Методом фрезерования на специальных резьбофрезерных станках. Применяют для нарезки винтов больших диаметров с повышенными требованиями к точности (ходовые и грузовые винты);
4. Методом накатки на специальных резьбонакатных станках-автоматах. Этим высокопроизводительным и дешевым методом изготовляют большинство резьб стандартных крепежных изделий;
5. Методом отливки. Этим методом изготавливают резьбы на литых деталях из чугуна, стекла, пластмассы, металлокерамики;
6. Методом выдавливания. С помощью этого метода изготавливают резьбу на тонкостенных давленных и штампованных изделиях из жести, пластмассы и т.д.
Классификация резьб
1. По форме профиля резьбы разделяют на треугольную, прямоугольную, трапецеидальную, круглую.
2. По направлению винтовой линии различают правую и левую резьбу. У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространенной является правая резьба. Левую применяют только в специальных случаях.
1. По числу заходов резьбы делят на однозаходную, двухзаходную и т.д. Наиболее распространенной является однозаходная резьба. Все крепежные резьбы однозаходные. Многозаходные резьбы применяют преимущественно в винтовых механизмах.
2. По форме основной поверхности различают на цилиндрическую и коническую резьбы. Наиболее распространена цилиндрическая резьба. Коническая резьба применяется для плотного соединения труб, штуцеров , пробок и т.д.
3. По назначению резьбы разделяются на крепежные и ходовые.
 В качестве крепежной резьбы применяют:
В качестве крепежной резьбы применяют:
 1. Метрическую резьбу - резьба получила свое название, так как все размеры её измеряются в миллиметрах (в отличие от дюймовой). Является основной треугольной резьбой, применяемой в России. Она характеризуется углом профиля a=60°, притуплением вершин профиля резьбы винта по прямой на расстояние Н/8 и вершин профиля резьбы гайки на расстояние Н/4 от вершин теоретического профиля. Профиль впадин у винта может иметь притупление или закругление радиусом r=Н/6»0,144Р. Высота исходного треугольника теоретического профиля
1. Метрическую резьбу - резьба получила свое название, так как все размеры её измеряются в миллиметрах (в отличие от дюймовой). Является основной треугольной резьбой, применяемой в России. Она характеризуется углом профиля a=60°, притуплением вершин профиля резьбы винта по прямой на расстояние Н/8 и вершин профиля резьбы гайки на расстояние Н/4 от вершин теоретического профиля. Профиль впадин у винта может иметь притупление или закругление радиусом r=Н/6»0,144Р. Высота исходного треугольника теоретического профиля  . Метрическую резьбу разделяют на резьбу с крупным и мелким шагом. Основная резьба с крупным шагом. Статическая несущая способность этой резьбы выше и меньше влияние ошибок изготовления и износа на прочность.
. Метрическую резьбу разделяют на резьбу с крупным и мелким шагом. Основная резьба с крупным шагом. Статическая несущая способность этой резьбы выше и меньше влияние ошибок изготовления и износа на прочность.

 2. Трубную резьбу - для герметического соединения труб (рис 16.2). На тонкой стенке трубы невозможно нарезать крупную метрическую резьбу без резкого уменьшения прочности трубы. Поэтому трубная резьба имеет мелкий шаг. В международном стандарте для требуемой резьбы сохранено дюймовое измерение. За номинальный диаметр трубной резьбы принят внутренний диаметр трубы. Наружный диаметр резьбы в действительности больше номинального на две толщины стенки. Дюймовая резьба Витворта характеризуется треугольным профилем с закруглением вершин и впадин и углом профиля a=55°. В России стандартизована дюймовая резьба в диапазоне диаметров от 3/16² до 4² по типу резьбы Витворта, но с профилем, имеющим не закругления, а притупления по прямым. В трубной дюймовой резьбе выполняются закругления профиля без зазоров для улучшения уплотнения. В дюймовой резьбе вместо шага задается число витков на 1².
2. Трубную резьбу - для герметического соединения труб (рис 16.2). На тонкой стенке трубы невозможно нарезать крупную метрическую резьбу без резкого уменьшения прочности трубы. Поэтому трубная резьба имеет мелкий шаг. В международном стандарте для требуемой резьбы сохранено дюймовое измерение. За номинальный диаметр трубной резьбы принят внутренний диаметр трубы. Наружный диаметр резьбы в действительности больше номинального на две толщины стенки. Дюймовая резьба Витворта характеризуется треугольным профилем с закруглением вершин и впадин и углом профиля a=55°. В России стандартизована дюймовая резьба в диапазоне диаметров от 3/16² до 4² по типу резьбы Витворта, но с профилем, имеющим не закругления, а притупления по прямым. В трубной дюймовой резьбе выполняются закругления профиля без зазоров для улучшения уплотнения. В дюймовой резьбе вместо шага задается число витков на 1².
3. Круглую резьбу- для изготовления отливкой на чугунных, стеклянных, пластмассовых и других изделиях, а также накаткой и выдавливанием на тонкостенных металлических деталях. Профиль круглой силовой резьбы состоит из дуг, связанных короткими участками прямой. Угол профиля 30° (рис 16.3).
В качестве ходовых резьб применяют:
1. Прямоугольную резьбу. В настоящее время не стандартизирована (рис 16.4). Имеет неширокое применение, так как нетехнологична. Изготавливают на токарно-винторезных станках.

2. Трапецеидальную резьбу с симметричным и несимметричным профилем. Симметричную резьбу применяют двустороннего (реверсивного) движения под нагрузкой. Несимметричная резьба применяется для одностороннего рабочего движения при больших нагрузках и называется упорной резьбой (рис. 16.5). Трапецеидальная резьба имеет угол профиля a=30°. Стандартизирована в диапазоне от 8 до 640 мм. Является основной резьбой для передач винт-гайка. В упорной резьбе угол наклона рабочей стороны профиля для повышения КПД выбран достаточно малым - 3°. Угол наклона нерабочей стороны профиля 30°. Усиленные упорные резьбы имеют угол нерабочей стороны профиля 45°.
Геометрические параметры резьбы

Резьба характеризуется следующими основными параметрами, которые рассмотрим на примере метрической резьбы (рис 16.6, а):
d- наружный диаметр резьбы;
d1- внутренний диаметр резьбы;
d2- средний диаметр резьбы, где ширина витка равна ширине впадины;
h=0,54P – рабочая высота профиля,
где Р- шаг резьбы.
Сделаем развертку витка резьбы на плоскость (рис.16. 6, б). Ход резьбы , а
, а 
где Z- число заходов витка резьбы; β-угол подъема витка резьбы.
Все геометрические параметры большинства резьб и допуски на их размеры стандартизированы.
Основные типы крепежных деталей
 Для соединения деталей можно применять болты, винты и шпильки (рис 16.7). Основным преимуществом болтового соединения является то, что оно не требует нарезания резьбы в соединяемых деталях.
Для соединения деталей можно применять болты, винты и шпильки (рис 16.7). Основным преимуществом болтового соединения является то, что оно не требует нарезания резьбы в соединяемых деталях.
Это особенно важно в тех случаях, когда материал детали не может обеспечить достаточную прочность и долговечность резьбы. Винты и шпильки применяют в тех случаях, когда по конструкции соединения постановка болта нерациональна.
Определение момента, необходимого для затяжки резьбовой пары

 При затягивании резьбовой пары детали прижимаются друг к другу с силой Fзат (рис 16.8). Со стороны деталей на головку болта и гайку действует также сила Fзат, которая через резьбу передается на стержень болта и вызывает его растяжение. Затяжка производится ключом с усилием Fкл, который создает момент Tкл=FклL. Момент внешней силы Fкл уравновешивается моментом внутренних сил трения в резьбе и на торце гайки. Таким образом
При затягивании резьбовой пары детали прижимаются друг к другу с силой Fзат (рис 16.8). Со стороны деталей на головку болта и гайку действует также сила Fзат, которая через резьбу передается на стержень болта и вызывает его растяжение. Затяжка производится ключом с усилием Fкл, который создает момент Tкл=FклL. Момент внешней силы Fкл уравновешивается моментом внутренних сил трения в резьбе и на торце гайки. Таким образом
Ткл=Тр+Тт,
где Тр – момент трения в резьбе; Тт- момент трения на торце гайки.
Болт находится в сложнонапряженном состоянии – скручивается и растягивается от осевой силы. Определим каждую из составляющих Tкл.
 1. Определение момента трения на торце гайки. При затяжке резьбовой пары, когда торец гайки касается поверхности детали, возникает момент сил трения на поверхности гайки (рис 16.9). Введем допущение: усилие затяжки равномерно распределено по торцевой поверхности гайки. Под действием усилия Fзат на торце гайки возникает давление
1. Определение момента трения на торце гайки. При затяжке резьбовой пары, когда торец гайки касается поверхности детали, возникает момент сил трения на поверхности гайки (рис 16.9). Введем допущение: усилие затяжки равномерно распределено по торцевой поверхности гайки. Под действием усилия Fзат на торце гайки возникает давление
 ,
,
где d– диаметр отверстия, D– диаметр под ключ. Проведем две концентрические окружности с радиусами r и r+dr. Выделяем элемент торца гайки dj . На этот элемент действует нормальная сила
dFn=PdS=Prdjdr,
где dS-площадь выделенного элемента. Рис.16.9
Элементарная сила трения определяется как
dFтр=dFnf=PdS=Pfrdjdr,
где f – коэффициент трения на торце гайки. Элементарный момент трения
dTT =dFтрr= Pfr2djdr.
Тогда момент трения на торце гайки определяется в виде
 или
или  .
.
 |

 2. Определение момента трения в резьбе. Рассмотрим взаимодействие гайки и витка резьбы болта, которое можно заменить действием груза на наклонную плоскость (рис 16.10,а). Развернем виток резьбы на плоскость.
2. Определение момента трения в резьбе. Рассмотрим взаимодействие гайки и витка резьбы болта, которое можно заменить действием груза на наклонную плоскость (рис 16.10,а). Развернем виток резьбы на плоскость. Под действием сил Fзат, Ft и R тело находится в равновесии. Из треугольника сил (рис. 16.10,б) имеем
 ,
,
где b - угол подъема витка резьбы, r’ – угол трения.
Определим момент трения в резьбе
 или
или .
.
Условия самоторможения резьбы
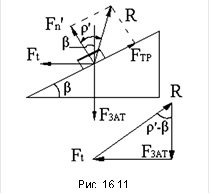

 Самотормозящаяся резьба - это такая, в которой гайка удерживается под нагрузкой за счет сил трения. При свинчивании гайки сила трения Fтр меняет свое направление и условный груз находится в равновесии под действием сил Fзат, Ft и R (рис 16.11, а).
Самотормозящаяся резьба - это такая, в которой гайка удерживается под нагрузкой за счет сил трения. При свинчивании гайки сила трения Fтр меняет свое направление и условный груз находится в равновесии под действием сил Fзат, Ft и R (рис 16.11, а).
Из треугольника сил (рис 16.11,б)

"58 Шлифовальные станки" - тут тоже много полезного для Вас.
Условие самоторможения Ft>0, то есть в самотормозящейся резьбе для свинчивания гайки нужно обязательно приложить усилие Ft. В несамотормозящейся резьбе это усилие не нужно, так как гайка будет сама откручиваться под действием усилия затяжки Fзат (вес груза), тогда  или
или  .
.
 Для метрической крепежной резьбы
Для метрической крепежной резьбы  (рис 16.12), тогда
(рис 16.12), тогда
 ;
; ,
,
где -приведенный коэффициент трения.
-приведенный коэффициент трения.
Угол трения изменяется в зависимости от величины коэффициента трения в пределах от 6° (f=0,1) до 16° (f=0,3), а b лежит в пределах от 1,5° до 4°, т. е. все крепежные резьбы самотормозящиеся.
изменяется в зависимости от величины коэффициента трения в пределах от 6° (f=0,1) до 16° (f=0,3), а b лежит в пределах от 1,5° до 4°, т. е. все крепежные резьбы самотормозящиеся.
В прямоугольной ходовой резьбе сила Fn' перпендикулярна профилю витка, т.е. Fn'=Fn (рис 16.13). Отсюда находим Fтр= Fn f= Fn'f. В ходовых резьбах коэффициент трения ниже, чем в метрических f < f' , так как cosa <1.



















