
Ввод станка в эксплуатацию
1 Ввод станка в эксплуатацию
1.1 Транспортирование и хранение
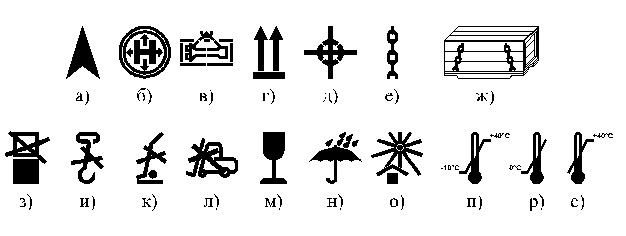
Рисунок 1 — Знаки маркировки, указывающие правила обращения с грузом:
а) открывать здесь — обозначает, что упаковку открывают только в указанном месте; б) герметичная упаковка — обозначает, что при транспортировании, перегрузке и хранении открывать упаковку запрещается; в) поднимать непосредственно за груз — обозначает, что подъем следует осуществлять только непосредственно за груз, т. е. поднимать груз за упаковку запрещается; г) верх — указывает правильное вертикальное положение груза; д) центр тяжести; е) место строповки; ж) пример обозначения мест строповки; з) штабелировать запрещается; и) крюками не брать — запрещается применение крюков при поднятии груза; к) здесь поднимать тележкой запрещается — указывает места, где нельзя применять тележку при подъеме груза; л) вильчатые погрузчики не использовать; м) хрупкое. Осторожно; н) беречь от влаги; о) беречь от солнечных лучей; п), р), с) ограничение температуры — указывает диапазон температур, при которых следует хранить груз или манипулировать им
Под транспортированием понимают операцию перемещения груза по определенному маршруту от места погрузки до места разгрузки или перегрузки.
1.2 Устройство оснований
Точность обработки и шероховатость обработанной поверхности, стабильность точностных параметров, производительность и долговечность станков в значительной степени зависят от их правильной установки и крепления на фундаменте.
Назначение фундамента — воспринимать массу оборудования и равномерно распределять ее на грунт, а также воспринимать и гасить колебания, возникающие при работе оборудования.
По назначению фундаменты делятся на два вида:
1 — служащие опорой для оборудования;
2 — придающие оборудованию требуемую жесткость и устойчивость.
Рекомендуемые материалы
Фундаменты первого вида применяются для установки большинства станков малых и средних размеров, имеющих жесткие станины. Фундаменты второго вида — для установки средних и крупных станков с нежесткими, составными и раздельными станинами.
Размеры фундамента рассчитываются исходя из веса оборудования, максимального веса устанавливаемых на нем заготовок и средств оснащения, технологических усилий при обработке — таким образом, чтобы удельная нагрузка, Н/см2, оборудования, заготовки, средств оснащения и самого фундамента не превышала допустимой нагрузки, выдерживаемой грунтом.
На практике для станков нормальной точности размеры фундамента в плане могут быть назначены исходя из соответствующих габаритных размеров станка в плане. Минимальная высота, м, бетонного фундамента для этих станков может быть приближенно рассчитана по эмпирической формуле:
 ,
,
где K — коэффициент, зависящий от типа оборудования;
L — длина фундамента, м.
Значение коэффициента K для станков различных типов:
токарных, горизонтально-протяжных, продльно-строгальных, продольно-фрезерных................................................................................................. K=0,3;
шлифовальных............................................................................... K=0,4;
зуборезных, карусельных, вертикальных токарных автоматов и полуавтоматов, консольно- и бесконсольно-фрезерных, горизонтально-расточных....... K=0,6;
вертикально- и радиально-сверлильных.................................... K=0,6-1;
поперечно-строгальных, долбежных...................................... K=0,8-1,4.
Малые и средние станки обычно устанавливаются
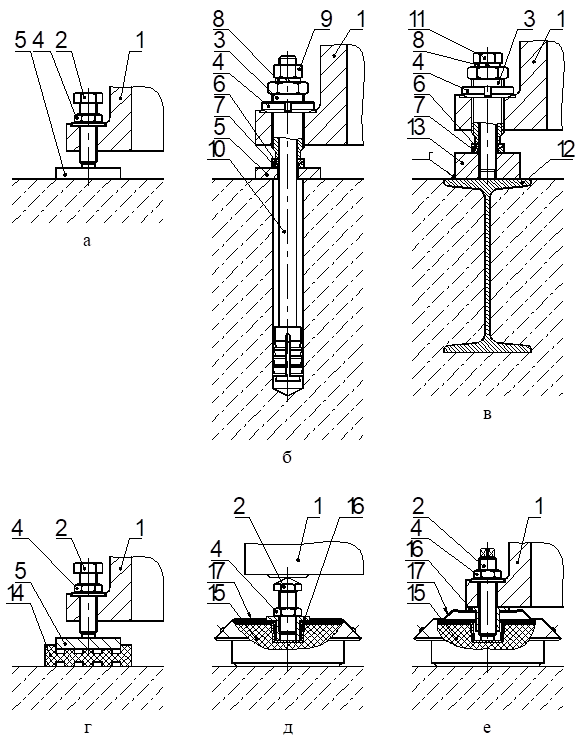
Рисунок 1— Способы установки металлорежущих станков на винтовых опорах: а, г, д, е — без крепления фундаментными болтами и гайками; б — с креплением фундаментными болтами 10; в — с креплением фундаментными гайками 13 к балочному фундаменту; г — на виброизолирующих ковриках 14; д, е — на виброизолирующих опорах 15
1.3 Монтаж, обкатка, испытания, приемка
Технические требования к металлообрабатывающим станкам (ГОСТ 7599-82):
1. Общие требования.
Внутризаводские нормы точности должны быть ужесточены на 40% по отношению к нормам точности, указанным в стандартах на данный станок и должны быть указаны в технических условиях.
Внутризаводские нормы точности проверяют только на заводе изготовителе.
2. Требования к качеству материалов.
Твердость направляющих составных частей станка должна быть не менее 180НВ, допускается 160 НВ (незакаленные чугунные направляющие скольжения).
Разность между наиболее твердыми и наиболее мягкими участками на одной незакаленной чугунной направляющей, в зависимости от ее длины, не должна выходить за пределы 20 НВ.
Не допускается одинаковая твердость направляющих, скользящих друг по другу в процессе обработки.
3. Требования к качеству обработки.
Шабреные поверхности не должны иметь следов предшествующей механической обработки.
Шабрение поверхностей направляющих скольжения прямолинейного и кругового движения, регулировочных клиньев и планок должно быть равномерным по всей поверхности и при проверке обработанных поверхностей по краске поверочной плитой или сопряженной деталью должно обеспечивать не менее 16 пятен в квадрате со стороной 25 мм (для станка массой до 10 т, класса точности – П , при ширине его направляющих свыше 25 до 100 мм). Глубина шабрения не более 6 мкм.
Числовые значения параметра шероховатости Rа по ГОСТ 2789-73 поверхностей направляющих скольжения, обработанных различными способами, кроме способа шабрения, не более 0,63.
Пружины, служащие для создания мерных усилий или мерных перемещений, должны иметь паспорт тарирования.
Все часто отвинчиваемые при эксплуатации станка винты и гайки должны быть термически обработаны до твердости не менее 35 HRC.
На поверхностях резьб не допускаются вмятины и заусенцы.
4. Требования к качеству сборки.
Между обработанными сопряженными поверхностями неподвижных соединений может заходить щуп толщиной менее 0,04 мм.
В стыки между сопряженными поверхностями подвижных деталей и клиньев, служащих для регулирования зазоров в направляющих, по всему доступному контуру прилегания может проходить щуп толщиной 0,03 мм на глубину не более 10 мм.
На устройствах, служащих для регулирования зазоров в направляющих, после сборки должен оставаться запас для подтягивания клиньев по мере износа направляющих или после дополнительной обработки их при ремонте.
Движение суппортов станка при всех рабочих скоростях должно происходить плавно без скачков.
В механизмах управления и отсчета перемещения рабочих органов станка мертвый ход должен быть минимальным.
На устройствах регулирования ходовых гаек должен быть обеспечен достаточный запас для компенсации их износа.
Величина несовпадения фланцев, кожухов, крышек должна соответствовать требованиям ГОСТ 26645-85.
Установка контрольных штифтов должна осуществляться в доступных местах и обеспечивать демонтаж.
5. Требования к отделке.
Вместе с этой лекцией читают "Теория системной динамической локализации высших психических функций".
Все наружные и внутренние необработанные поверхности деталей станков должны быть защищены лакокрасочными покрытиями.
Внешний вид лакокрасочных покрытий – по ГОСТ 22133-86.
Линии стыка соединений деталей после шпатлевки и окраски должны быть разделены.
Головки винтов и гайки, отвинчиваемые при эксплуатации, не должны окрашиваться.
Контрольные штифты должны выступать над поверхностью деталей не более чем на 0,3 диаметра.
Предельная величина биения маховичков, штурвалов, лимбов должна быть указана в рабочих чертежах.




















