
Технологическая подготовка производства для станков с ЧПУ
2.2. Технологическая подготовка производства для станков с чпу
Обработка на станках с ЧПУ имеет определенные преимущества по сравнению с обработкой на универсальных станках, например, более высокие производительность, гибкость и оперативность. Однако для того, чтобы преимущества станков с ЧПУ реализовались практически, необходимо грамотно организовать и выполнить технологическую подготовку производства.
Технологическая подготовка производства на станках с ЧПУ существенно отличается от работ, выполняемых для производства на универсальных станках. Первое, что нужно отметить – это более высокие требования к качеству подготовки технологического процесса, так как при работе на станке с ЧПУ возможность эффективного вмешательства оператора в выполняемый процесс обработки без остановки станка минимальна, а экономические потери от простоя дорогого и высокопроизводительного оборудования – достаточно велики. Поэтому требуется более скрупулезная проработка рабочих чертежей на технологичность, более тщательный выбор инструмента и оснастки, более подробные и жесткие требования к заготовке и т.д.
Во-вторых, значительно возрастают сложность и трудоемкость проектирования технологического процесса обработки. В частности, при его разработке помимо традиционных знаний по теории резания необходимо применить специальные математические знания (иначе нельзя будет составить эффективную управляющую программу и суметь проанализировать ее) и знания кодов, понимаемых системами ЧПУ имеющихся на производстве станков. Поэтому в расчете и составлении управляющих программ кроме традиционных технологов участвуют и другие специалисты, такие как программисты, математики, электронщики и т.п.
В третьих, технологическая документация, которую необходимо подготовить для обработки на станках с ЧПУ, имеет более сложный состав и гораздо больший объем, чем документация аналогичного назначения для универсальных станков. После завершения подготовки технологической документации ее комплект позволяет при наличии соответствующего материального обеспечения немедленно перейти к настройке станков и выпуску изделий и, при необходимости, многократно повторить эти действия.
Технологическую документацию, используемую при разработке технологических процессов и управляющей программы для обработки на станках с ЧПУ, можно условно разделить на справочную и сопроводительную.
К справочной документации, используемой при технологической подготовке производства на станках с ЧПУ, относятся:
· классификаторы деталей по конструкторско-технологическим признакам;
· описания типовых технологических процессов;
· стандарты предприятия, каталоги и картотеки станков с ЧПУ, режущего, измерительного и вспомогательного инструмента, приспособлений и обрабатываемых материалов;
Рекомендуемые материалы
· нормативы режимов резания;
· таблицы допусков и посадок;
· инструкции по расчету, кодированию, записи, контролю и редактированию управляющих программ;
· методические материалы по расчету экономических параметров при работе на станках с ЧПУ.
Сопроводительная документация составляется по мере выполнения соответствующего этапа технологической подготовки производства. Документация, составленная по предшествующему этапу работ, как правило, является исходным документом для последующих этапов. Правила разработки и оформления, а также состав сопроводительной технологической документации регламентируются государственными стандартами, которые предписывают не только форму бланков для каждого вида текстового или графического документа, но и характер записи, термины, определения, условные обозначения и т.д.
Часть сопроводительной документации для обработки на станках с ЧПУ принципиально не отличается от общепринятой документации для обработки на универсальных станках, например, документация по разработке маршрутной технологии. Но большая часть имеет существенную специфику – прежде всего в той части, где содержатся сведения о программировании обработки детали, о наладке станка и инструментов, о контроле за выполнением управляющей программы и т.п.
Комплектность и форма сопроводительной документации, используемой для технологической подготовки производства, может быть разной – в зависимости от принятого на данном предприятии документооборота и методов программирования. Например, при компьютерно-интегрированном производстве сопроводительная технологическая документация на бумажных носителях может вообще отсутствовать, а вся необходимая информация будет находиться в электронном виде и храниться в памяти компьютеров. В общем случае сопроводительная документация, как правило, содержит следующие документы:
· карту технологического процесса;
· операционную карту;
· операционный чертеж детали;
· карту наладки станка;
· карту наладки инструмента;
· операционную расчетно-технологическую карту;
· карту кодирования информации.
2.2.1. Особенности проектирования операций для станков ЧПУ
Станки с числовым программным управлением представляют собой быстро программируемые технологические системы, которые особенно эффективны для автоматизации мелко и среднесерийного производства. Основной особенностью станков с ЧПУ является их технологическая гибкость, благодаря которой осуществляется быстрый переход на изготовление новых деталей. Технологическая гибкость станков с ЧПУ определяется следующими факторами.
![]()
![]()
![]()
![]() Непосредственное задание размеров изготовляемых деталей как исходной геометрической информации в виде массива цифровых данных или геометрической модели.
Непосредственное задание размеров изготовляемых деталей как исходной геометрической информации в виде массива цифровых данных или геометрической модели.- Цифровое задание необходимой технологической информации, определяющей на каждом из переходов частоту вращения шпинделя, скорость рабочей и ускоренной подачи, глубину резания и др.
- Автоматическое управление всеми вспомогательными переходами и командами по автоматической замене инструмента, включение и выключение СОЖ, замена и закрепление заготовок и др.
- Выполнение предусматриваемой коррекции размерной настройки режущих инструментов и режимов резания.


Эти основные принципы числового управления имеют различную реализацию в соответствии с типом станочного оборудования, требованиями к точности и уровню автоматизации. В соответствии с решаемыми технологическими задачами и видом привода различают системы позиционного, контурного и комбинированного управления.
Числовое программное управление металлорежущими станками обеспечивает гибкую автоматизацию процесса обработки заготовки на станке в соответствии с заданной управляющей программой, составленной в алфавитно–цифровом коде. В качестве программоносителя используют перфоленту, кассету магнитной ленты, дискету. Для записи управляющей программы на восьмидорожковую перфоленту в системах ЧПУ применяют единый метод кодирования информации, основанный на применении международного семиразрядного кода ISO-7bit. Управляющая программа содержит информацию о геометрических параметрах изготовляемой детали и технологических командах, определяющих процесс изготовления детали на станке.
Управляющая программа состоит из последовательно записанных кадров, каждый из которых включает определённое число программных слов, записанных в фиксированном порядке. Каждое слово в свою очередь состоит из адресной буквы, определяющей код соответствующей команды, и последующей группы цифр.
Исходными данными для разработки УП и необходимой наладки станка являются чертежи детали и заготовки, разработанная технология на деталь, и технологические данные применяемого оборудования и оснастки.
2.2.2. Фрезерная обработка на станках с ЧПУ
Для управления движением формообразования необходимо ориентировать изготовляемую деталь в координатной системе станка.
На рис. 2.1 показана корпусная деталь, предназначенная для обработки на станке с ЧПУ.
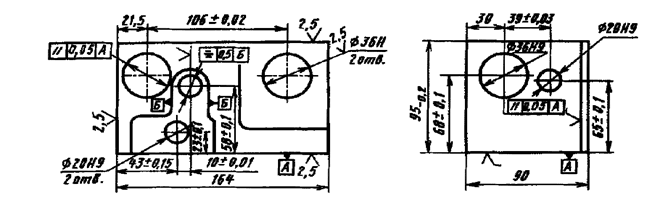
Рис. 2.1. Эскиз корпусной детали, предназначенной для обработки
на обрабатывающем центре
На первой операции обрабатывают основание детали (поверхность А), которое в дальнейшем является технологической базой для обработки других поверхностей.
В соответствии с такой схемой базирования производят установку заготовки на многоцелевом станке с ЧПУ, см. рис. 2.2.
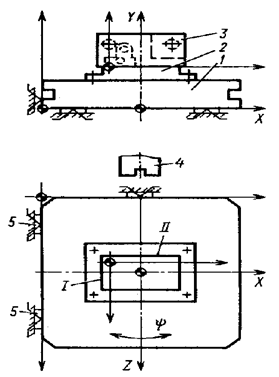
Рис. 2.2. Установка заготовки на спутнике при обработке
на многоцелевом станке 6904ВМФ1
1 – спутник, 2. подкладная плита, 3 – заготовка, 4 – шпиндель,
5 – опорные элементы и приспособления.
I, II – позиции для последовательной обработки заготовки со стороны I и II.
Заготовка 3 базируется на плоскость А, устанавливается на подкладную плиту 2 (адаптер), которая закрепляется на спутнике 1. Такая схема установки позволяет обрабатывать заготовку со всех 4-х сторон.
На основе чертежа разрабатывают геометрический план обработки и определяют последовательность выполнения технологических переходов. Для этого обозначают обрабатываемые стороны I и II (их можно назвать позициями), каждому отверстию присваивается порядковый номер (см. рис. 2.3).
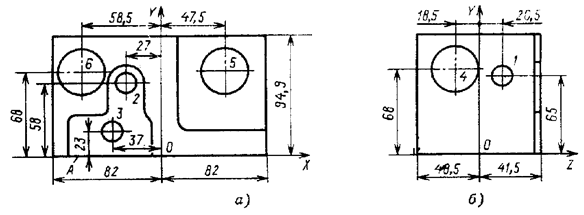
Рисунок 2.3. Пересчет размеров для обработки
| а) – со стороны II – (длинной) | б) – со стороны I – (короткой) |
В соответствии с принятой схемой базирования для каждой установки детали выбирают систему начала отсчета (ноль детали). Например, для стороны I – это координатная система XOY, для стороны II – координатная система YOZ. Относительно этих координатных систем производят пересчет всех размеров, определяющих положение обрабатываемых поверхностей заготовки, как показано на рис. 5.
На рабочем чертеже детали размеры с соответствующими допусками могут быть заданы как в абсолютных значениях (координатный метод простановки размеров), так и в приращениях (цепной метод). Но при составлении управляющей программы необходимо задавать средние размеры. Это объясняется тем, что отклонения размеров, возникающие в процессе разработки на станках с ЧПУ, с равной вероятностью могут, как увеличивать, так и уменьшать выполняемый размер. Величина среднего размера должна рассчитываться с учетом расположения поля допуска относительно номинального размера.
При симметричном расположении допусков относительно номиналов, средние значения соответствуют номинальным величинам. При несимметричном расположении допусков средние значения размеров необходимо рассчитывать по следующим формулам.
Среднее значение координатного размера  , образуемое несколькими цепными звеньями
, образуемое несколькими цепными звеньями  , находятся как
, находятся как
|
| (1) |
где — номинальные размеры цепных звеньев,  — верхнее и нижнее отклонение размеров цепных звеньев,
— верхнее и нижнее отклонение размеров цепных звеньев,  — число цепных звеньев.
— число цепных звеньев.
Средние значения цепного звена  , образованное двумя координатными размерами
, образованное двумя координатными размерами  , находятся как
, находятся как
|
| (2) |

где  — номинальные размеры двух координатных звеньев;
— номинальные размеры двух координатных звеньев;  — предельные отклонения двух координатных звеньев.
— предельные отклонения двух координатных звеньев.
Составляется операционная карта (ОК) механической обработки, в которой указывается последовательность выполнения технологических переходов на каждой стороне детали, состав применяемого инструмента и технологической оснастки, назначаются режимы резания и рассчитываются нормативы времени.
На основе ОК для каждой операции составляется расчетно-технологическая карта. На ней показывают положение нулевой плоскости, расположение припуска на обрабатываемых поверхностях, начальные и конечные положения инструмента с учетом врезания и перебега, координаты опорных точек перемещения инструмента относительно детали.
Для составления управляющей программы разработанный техпроцесс кодируется с помощью международного кода ISO-7bit в соответствии с инструкцией программирования для конкретной системы ЧПУ. Кодирование процесса обработки отражается в технологической программной карте (бланк-программе).
С технологической программной карты кодированную информацию переносят на программоноситель (перфолента, магнитная кассета и др.) для передачи в память ЭВМ станка с ЧПУ. В новейших системах ЧПУ управляющая программа может быть составлена и отредактирована непосредственно у станка.
2.2.3. Токарная обработка на станках с ЧПУ
В мелко- и среднесерийном производстве для обработки ступенчатых валов эффективно применение станков с ЧПУ (см. рис. 2.4).
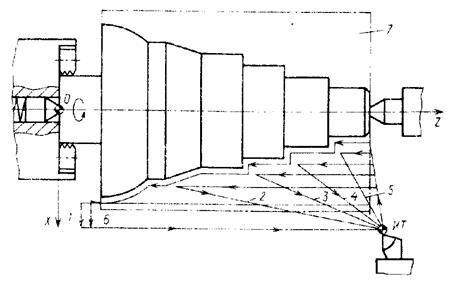
Рис. 2.4. Токарная обработка на станке с ЧПУ
Токарные станки с ЧПУ выгодно использовать при обработке сложных многоступенчатых заготовок, особенно с криволинейными поверхностями.
Например, при заготовке – прокат, см. рис. 6, предварительная обработка выполняется за пять последовательных рабочих ходов (1-5), а чистовая (6) – за один рабочий ход суппорта по окончательному контуру детали. Станки с ЧПУ работают по автоматическому циклу, что облегчает многостаночное обслуживание, позволяет выполнять простую и быструю их переналадку для обтачивания ступенчатых валов различных размеров по заранее разработанной управляющей программе (УП). Время обработки на токарных станках с ЧПУ сокращается по сравнению с обычным в 1,5-2 раза за счёт уменьшения Тв.
Такие станки имеют контурные системы с линейно-круговым интерполятором и устройством для нарезания резьбы. Эти системы обеспечивают обработку заготовок сложною профиля, коррекцию положения режущей кромки инструмента, высокую скорость вспомогательных перемещений. Станки оснащаются револьверными головками или магазинами для автоматической смены инструмента или резцовых блоков.
Разработка технологической операции для токарного станка с ЧПУ включает:
- разработка чертежа заготовки и, затем, – операционного эскиза;
- выбор схемы базирования и конструкции приспособления;
- определение числа переходов и разработка последовательности обработки поверхностей;
- выбор модели станка и типоразмеров режущих инструментов;
- расчет припусков на обработку, режимов резания и норм времени;
- расчет координат опорных точек режущих инструментов;
- разработка УП.
Базирование:
- валы – в центрах;
- фланцы – в патроне;
- втулки – в патроне.
Обрабатываемые поверхности разделяют на основные и дополнительные:
- участки, окончательная обработка которых может быть выполнена проходным или расточным резцом, относят к основным.
- остальные поверхности – дополнительные (торцовые и угловые канавки, резьбовые поверхности и др.).
Последовательность выполнения переходов:
- предварительная обработка основных участков (подрезка торцов, центрирование перед сверлением, сверление отв. Æ до 20 мм – одним сверлом, больше 20 мм – двумя) обтачивания наружных, растачивание внутренних . поверхностей;
- обработка дополнительных участков (кроме канавок для выхода шлифовальных кругов, резьбы и т.п.).
- если черновая и чистовая обработка внутренних поверхностей выполняется одним резцом, все дополнительные участки обрабатываются после чистовой обработки;
- окончательная обработка основных участков поверхностей, вначале – внутренних, затем наружных;
- обработка дополнительных участков, не требующих черновой обработки (вначале в отверстиях или на торцах, потом – на наружной поверхности).
Стандартный набор инструментов включает резцы: проходной, отрезной (канавочный), контурный, резьбовой, для угловых канавок, а также сверло. Для облегчения обработки можно включать сверло большого диаметра, расточную оправку и др.
Для согласования систем координат станка и заготовки составляют схему с координатными системами станка Xс, Zс, приспособления Xп, Yп, детали Xд, Yд, инструмента Xи, Zи и суппорта Xо, Zо, см. рис. 72.5.
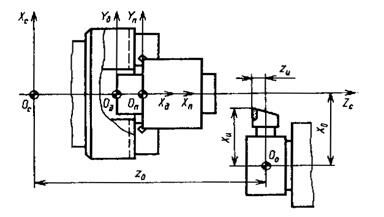
Рис. 2.5. Схема согласования систем координат при токарной обработке.
Исходное (нулевое) положение резцедержателя может быть задано в любой точке рабочего пространства.
Положение всех опорных точек траектории перемещения инструмента определяется в координатах X, Z рабочего пространства станка.
"28 Требования к цепям управления и защиты" - тут тоже много полезного для Вас.
Геометрическую и технологическую информацию кодируют и записывают на программоноситель согласно правилам, приведенным в инструкции по программированию, имеющимся для каждой конкретной модели станка и ЧПУ.
Точность обработки:
- однократная обработка поверхности дает точность 12-13 квалитета, шероховатость Rа=3,2 мкм. При этом радиус галтели – равен радиусу при вершине резца; в других случаях переходную поверхность выполняют по программе;
- для обеспечения шероховатости Rа < 1.6 мкм на последнем чистовом переходе уменьшают подачу и увеличивают частоту вращения;
- для точности 7-9 квалитета окончательную обработку выполняют чистовым резцом с коррекцией на размер.
Схемы обработки. Современные ЧПУ могут обеспечивать обработку по постоянному (стандартному) циклу. При составлении УП задаются исходный и требуемый контур. Например, при обработке основной поверхности применяют черновые и чистовые резцы. Канавки сплошной формы обрабатывают по типовой программе за несколько ходов. Схему обработку выбирают с учетом глубины и ширины канавки. Применяют канавочные проходные резцы и многоступенчатую обработку.



















