
Соединения деталей машин
Раздел 2 Соединения деталей машин
Тема 5 Резьбовые соединения (1 час)
План лекции:
1. Общие сведения
2. Метрическая резьба
3. Соотношение между силами и моментами, действующими на резьбовые детали в процессе затяжки
Соединение деталей с помощью резьбы является одним из старейших и наиболее распространенных видов разъемного соединения. Легко и просто обеспечивает сборку и разборку. Резьбовое соединение образуют две детали. У одной из них на наружной, а у другой на внутренней поверхности выполнены расположенные по винтовой поверхности выступы – соответственно наружная и внутренняя резьбы.
Резьбы формируют на цилиндрических или конических поверхностях. Наибольшее распространение имеют цилиндрические резьбы.
Достоинства резьбовых соединений.
Рекомендуемые материалы
1. Обеспечивают возможность многократной сборки – разборки.
2. При небольшой силе на ключе создают значительные силы затяжки вследствие клинового действия резьбы и большого отношения длины L гаечного ключа к радиусу r резьбы (L/r » 28). Так, сила затяжки винта М12 может составлять 20000 Н.
3. Позволяют производить сборку деталей при различном взаимном их расположении. Тем самым с помощью резьбовых деталей можно выполнять регулирование, в том числе и регулирование осевого положения деталей на валу или осевого положения самого вала в корпусе.
Недостаток – сравнительно большие размеры и масса фланцев для размещения гаек или головок винтов.
Применение. Резьбовые детали в виде винтов, болтов и шпилек с гайками применяют для крепежа – соединения нескольких деталей в одно целое. Роль гайки может выполнять корпусная деталь.
Примеры соединений с помощью резьбовых деталей:
– соединение в одно целое отдельных секций мостов, подъемных кранов;
– соединение нескольких сборочных единиц (редуктора и фланцевого электродвигателя; картера, блока цилиндров и головки блока в двигателе внутреннего сгорания; колеса с полуосью автомобиля);
- соединение деталей (крышки и основания корпуса редуктора; крышек подшипников с корпусом коробки передач);
- крепление узлов и деталей на основании (редуктора на плите; плиты к полу цеха; резца в суппорте токарного станка).
Конические резьбы обеспечивают требуемую плотность (непроницаемость) соединения без каких–либо уплотнений – за счет радиального натяга. Их применяют для соединительной трубной арматуры, пробок, заглушек, штуцеров гидравлических систем, пресс–масленок.
Наряду с соединениями резьбовые детали применяют:
- в передачах винт – гайка, служащих для преобразования вращательного движения в поступательное;
- для регулирования осевых зазоров в подшипниках качения, регулирования конического зубчатого и червячного зацепления и др.
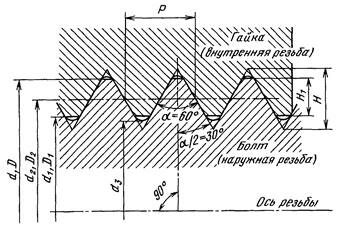
Рисунок 3 – Основные геометрические параметры метрической резьбы
На рис. 3 приведены основные геометрические параметры метрической резьбы – основной для крепежных изделий:
d – наружный диаметр наружной резьбы (номинальный диаметр резьбы);
d1 – внутренний диаметр наружной резьбы;
d2 – средний диаметр (ширина впадины равна ширине выступа);
d3 – внутренний диаметр наружной резьбы по впадине;
a – угол профиля;
Р – шаг;
Н– высота исходного треугольника:
 , (11)
, (11)
Н1 – рабочая высота профиля:
 , (12)
, (12)
D, D1 и D2 – соответственно наружный, внутренний и средний диаметры внутренней резьбы.
Поскольку угол подъема винтовой линии зависит от диаметра цилиндра (причем угол подъема больше на меньшем диаметре), то принято угол y подъема резьбы определять на среднем диаметре d2:
 , (13)
, (13)
Резьба одного номинального диаметра может иметь разные шаги. Так, для резьбы М64 крупный шаг – 6мм, мелкие шаги – 4; 3; 2; 1,5; 1мм. Меньшему шагу соответствует больший внутренний диаметр d3 (рис. 4). Для крепежных деталей желательно применять резьбы с крупным шагом.
Резьбы с мелким шагом меньше ослабляют деталь, их отличает повышенное самоторможение, так как при малом шаге угол подъема винтовой линии мал. Мелкие резьбы применяют в резьбовых соединениях, подверженных действию переменных нагрузок (крепление колеса автомобиля, свечи зажигания ДВС), а также в тонкостенных и мелких деталях, регулировочных устройствах (точная механика, приборы).
Обычно применяют предварительно затянутые резьбовые соединения. Первоначальной затяжкой создают давление на стыке соединяемых деталей, что обеспечивает необходимую жесткость соединения и плотность стыка.
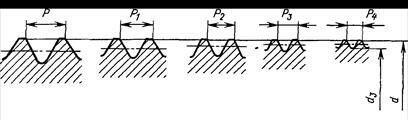
Рисунок 4 – Шаг метрической резьбы
Момент сопротивления в резьбе. Выявим соотношение между силой Tзат затяжки и моментом Tр сопротивления в резьбе:
 , (14)
, (14)
Из полученной зависимости следует, что момент сопротивления в резьбе тем больше, чем больше приведенный угол трения j1= j/cosgn т.е. Тр зависит от материала резьбовой пары и от угла g наклона рабочей стороны профиля. В метрической резьбе угол наклона профиля наибольший (g = 30°), поэтому и момент сопротивления в резьбе – наибольший. Для крепежных резьб это не является недостатком, поскольку момент сопротивления в резьбе препятствует самоотвинчиванию.
Момент Тр сопротивления в резьбе скручивает стержень винта (создает касательные напряжения).
Момент трения на торце гайки. Контакт гайки с плоской опорной поверхностью корпуса ограничен кольцом с внутренним диаметром, равным диаметру d0 отверстия в корпусе под стержень винта, и наружным диаметром D, соответствующим границе фаски на опорной поверхности гайки. Приближенно момент Tт трения на торце гайки определяют как произведение силы трения Fтр=Fзатfт на средний радиус Rcp=(d0+D)/4 кольцевой поверхности:
 , (15)
, (15)
Здесь fт– коэффициент трения на поверхности контакта.
В большинстве резьбовых соединений должна быть обеспечена стабильная работа без самоотвинчивания.
Условие самоторможения резьбы без учета трения на торце гайки по аналогии с наклонной плоскостью можно записать в виде
 , (16)
, (16)
где y – угол подъема резьбы (1,5...3°);
Рекомендация для Вас - 67 Автоматическая переездная сигнализация для участков оборудованных ЦАБ.
j1 – приведенный угол трения (при f=0,1...0,3 j1=6...16°).
Отсюда следует, что все крепежные резьбы — самотормозящие. Но это только при статическом действии нагрузок. При вибрациях j1 уменьшается вследствие микроперемещений поверхностей трения, сминания микронеровностей на рабочих поверхностях резьбы, и резьбовая пара отвинчивается. Поэтому на практике широко применяют различные способы стопорения, в которых используют:
· дополнительное трение в резьбе или на торце гайки (пружинные шайбы, контргайки, фрикционные вставки в винты или гайки);
· фиксирующие детали (шплинты, проволоку, стопорные шайбы с лапками);
· приварку или пластическое деформирование (расклепывание, кернение);
· пасты, лаки, краски, герметики и клеи.


















