
Разрушение хвостовиков рабочих лопаток
1.9. Разрушение хвостовиков рабочих лопаток
1.9.1. Разрушение хвостовиков и меры борьбы с ними
1.9.1.1. Усталость хвостовиков. Наиболее частой причиной обрыва рабочих лопаток по сечениям хвостовиков является появление в них трещин и их развитие до критического размера. Само же появление трещин часто связано с "проникновением" вибрации с рабочей части вглубь хвостового соединения, высоким уровнем статических напряжений растяжений и изгиба, наличием концентрации напряжений, обусловленной сложной формой хвостового соединения, т.е. из–за процесса усталости, происходящей на фоне высоких статических напряжений. Для рабочих лопаток ступеней, работающих в зоне фазового перехода и за ней, появление трещин интенсифицируется процессами язвенной коррозии.
Появление трещин в хвостовиках происходит в зонах концентрации напряжений. На рис. 1.42 показан пример разрушения по третьему зубу хвостовика елочного типа и появления усталостной трещины по первому зубу.
При проектировании рабочих лопаток хвостовые соединения повергаются тщательным расчетам. Однако сложность формы, неопределенность условий механического нагружения отдельных элементов хвостового соединения не позволяют обеспечить их надежность использованием только расчетных методов, несмотря на их высокое совершенство. Поэтому после проектирования хвостовые соединения проходят экспериментальную отработку в заводских исследовательских лабораториях. Окончательная доводка хвостовых соединений проводится на основе опыта эксплуатации и анализа разрушений.
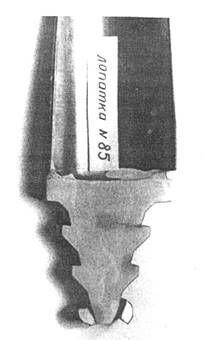
Рис. 1.42. Разрушение елочного хвостового соединения с окружной заводкой
Усталостные поломки рабочих лопаток по хвостовикам обычно происходят из–за нерасчетного увеличения нагруженности (статической, динамической или той или другой одновременно) вследствие некачественного изготовления или при ремонте на электростанции, а также нарушения правил технической эксплуатации.
При проектировании елочного хвостовика обычно исходят из того, что центробежная сила лопатки воспринимается всеми зубьями равномерно. Однако в действительности нагрузка на зубья неравномерна: первая пара зубьев может брать на себя нагрузку существенно больше средней. Это обстоятельство, конечно, учитывается при проектировании турбин выбором размеров сечений хвостовика. При некачественном изготовлении хвостовика рабочей лопатки или диска может оказаться, что контакт между какими–то зубьями хвостовика и обода диска не возникает даже при приложении центробежной силы. Это будет означать, что эти зубья будут исключены из работы, а остальные зубья окажутся перегруженными статическими усилиями от центробежных сил. Аналогичная картина периодически может возникать и в условиях эксплуатации при переходных режимах, когда изменяется температура хвостового соединения. Поскольку обод диска и хвостовик лопатки могут иметь не только разную температуру, но и изготовлены из материалов с разными коэффициентами температурного расширения, то это может привести к нарушению монтажных натягов и к появлению зазоров.
Рекомендуемые материалы
Весьма поучительной для анализа является разрушение рабочей лопатки, показанной на рис. 1.42. Самым слабым по сочетанию статических и вибрационных нагрузок оказалось сечение по третьему (нижнему) ряду зубьев, в результате чего произошло их усталостное разрушение. В результате увеличилась нагрузка на первый ряд зубьев, где появилась трещина усталости, выросшая к моменту извлечения лопатки на половину ширины сечения.
Большое влияние на прочность хвостовиков оказывает концентрация напряжений, т.е. радиусы скругления для наиболее опасных сечений.
Особенно высокой оказывается концентрация напряжений, вызванная "пересечением" различных концентраторов. На рис. 1.43 показано крепление замковой лопатки с грибовидным хвостовиком, закрепляемом на диске с помощью двух заклепок. Отверстия под заклепки выполнены очень неудачно: их оси проходят через зоны нижней опорной поверхности в хвостовике. В этом случае коэффициенты концентрации, вызванной отверстием под заклепки и скруглением паза хвостовика, перемножаются, и концентрация оказывается очень высокой. Следует добавить, что в этом конкретном случае сечения заклепки подвергаются не только напряжениям среза, но и изгиба, на который они не рассчитаны. На одной из турбин произошло разрушение замковой лопатки регулирующей ступени, вызванное только что описанным обстоятельством. Разрушаясь, лопатка и ее отдельные куски явились теми "посторонними" предметами, которые вызвали поломку нескольких последующих ступеней ЦВД.
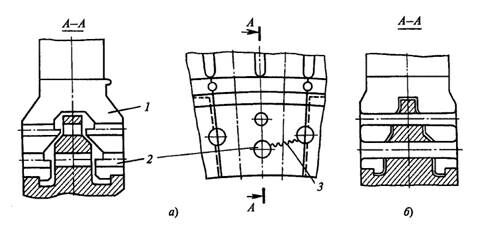
Рис. 1.43. Разрушение замковой лопатки из–за повышенной концентрации напряжений (а) и конструктивный способ снижения концентрации (б)
1 – лопатка; 2 – отверстия под заклепки; 3 – трещина
1.9.1.2. Коррозионная усталость хвостовиков. Она возникает по тем же причинам, что и коррозионная усталость рабочих лопаток: из–за совместно протекающих процессов язвенной коррозии и описанной выше усталости. При этом следует иметь в виду, что зазоры в хвостовых соединениях способствуют скоплению в них как агрессивных растворов высокой концентрации из–за их выпаривания, так и твердых отложений, в порах которых концентрируются агрессивные вещества. Эти твердые отложения практически невозможно удалить промывкой. Поэтому, в отличие от поверхностей рабочих частей лопаток, с которых отложения периодически удаляются, постоянно протекающие процессы язвенной коррозии снижают прочность хвостовых соединений.
Как обычная, так и коррозионная усталость интенсифицируется при усилении вибрации рабочих лопаток, вследствие их работы в условиях резонанса, недостаточно плотной установки на диске или ослаблении закрепления.
1.9.1.3. Исчерпание длительной прочности. При длительной работе рабочих лопаток в условиях высоких температур в хвостовиках могут появиться трещины вследствие исчерпания длительной прочности. Образование трещин и их рост происходит тем интенсивнее, чем выше напряжения и температуры работы.
1.9.2. Разрушение периферийных бандажей
В настоящее время в мощных паровых турбинах в основном используют два типа периферийных бандажей: ленточные и интегральные (цельнофрезерованные).
Разрушение бандажей может приводить к весьма тяжелым последствиям. Куски бандажа для последующих по ходу пара ступеней являются по существу посторонними предметами, вызывающими последствия, рассмотренные выше. Учитывая значительный диаметр установки периферийного бандажа, обрыв его на отдельных пакетах приводит к разбалансировке ротора и появлению интенсивной вибрации, особенно на критической для данного ротора частоте вращения. Если же обрыв бандажа и не вызвал серьезных "немедленных" неприятностей в части снижения надежности, последствия этого могут проявиться позже. Назначение бандажа прежде всего состоит в снижении амплитуд переменных возмущающих сил, действующих на рабочие лопатки, путем их равномерного перераспределения между рабочими лопатками пакета. Поэтому ликвидация бандажа приводит к увеличению возмущающих сил, действующих на лопатки. Далее, пакетирование обеспечивает вполне определенные тона собственных колебаний, поэтому отрыв бандажа приведет к изменению форм колебаний и возможности появления резонанса и разрушения лопаток.
Наконец, следует иметь в виду, что отрыв бандажа приводит к снижению экономичности из–за увеличения периферийных утечек.
Наиболее слабыми в бандажном соединении являются сечения АА и ВВ (рис. 1.44) в зоне шипа. Вызвано это максимальными значениями номинальных напряжений в сечениях под шипы и высокой концентрацией напряжений, особенно в отверстиях прямоугольной формы.
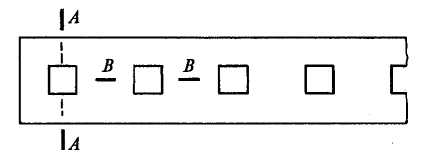
Рис. 1.44. Слабые сечения приклепаного ленточного бандажа
Под действием изгибающих усилий, вызванных центробежными силами бандажа, он выламывается из расклепочного соединения при увеличении частоты вращения (угон турбины) и нарушении связи в шипе какой–либо из лопаток.
Обрыв бандажа может также произойти из–за чрезмерной расклепки шипа и уменьшения площади несущих сечений среза расклепанной части.
При работе турбины ленточный бандаж нагружен не только центробежными силами, вызывающими стационарный изгиб бандажа и стремящимися сорвать лопатки с шипов, но и вибрационными изгибающими нагрузками. При тангенциальных формах колебаний (рис. 1.7) изгиб бандажа происходит вокруг оси минимальной жесткости поперечного сечения, а при изгибно–крутильных формах – вокруг максимальной. Как правило, отрыву бандажа предшествует появление трещин усталости в отверстиях под шипы (рис. 1.45).
Обрыв бандажа может произойти и в случае недостаточной прочности шипа. В сечении шипа действует не только стационарная нагрузка, вызванная в основном центробежными силами бандажа, но и переменный изгибающий момент. В этих условиях исключительное значение приобретают радиус галтели у торцевой поверхности бандажа, выполнение фаски, исключающей подрезку шипа при клепке на участке бандажа, примыкающего к галтели, наличие остаточных напряжений после расклепки шипа.
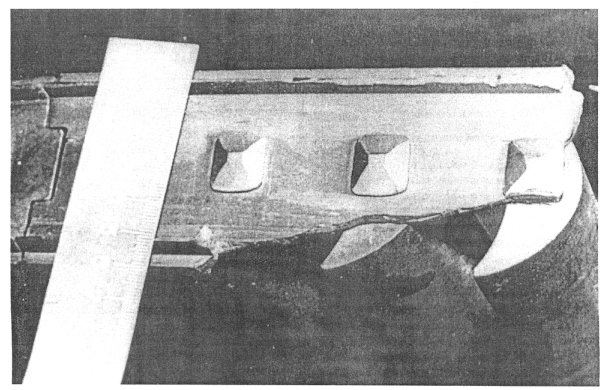
Рис. 1.45. Обрыв бандажа по трещинам, возникшим в углах отверстий под шипы
Особую опасность для бандажей представляют отложения, выпадающие из пара при его расширении. Имея тенденцию отлагаться на внутренней поверхности бандажа, они увеличивают и без того достаточно высокие центробежные силы, вызванные вращением. Кроме того, при вращении рабочего колеса контакт между торцевой поверхностью рабочей лопатки и внутренней поверхностью бандажа не является плотным (если лопатка не припаяна к бандажу). Поэтому в застойных зонах отлагаются продукты коррозии, содержащие агрессивные вещества, при увлажнении которых при работе или стоянке развиваются процессы язвенной коррозии и коррозионного растрескивания, приводящие в конечном счете к преждевременному разрушению.
Интегральные бандажи имеют существенные преимущества перед ленточными, поскольку они значительно прочнее, и поэтому они используются вплоть до рабочих лопаток последних ступеней. Для таких бандажей определенную опасность представляет эрозия, вызванная высокими скоростями соударения капель с металлом и большой периферийной влажностью.
Во многих случаях при вскрытии цилиндра турбины обнаруживается разрушение и рабочей лопатки, и бандажа (рис. 1.46). Установить первопричину разрушения в этом случае можно с помощью комплексного анализа. Анализ изломов (усталостный или вязкий) бандажа и лопатки позволяет судить о характере и в какой–то мере о причинах разрушения. Дополнительный расчетный анализ главных форм и собственных частот рабочих лопаток, а также частот возмущающих сил и их амплитуд позволяет с большой степенью вероятности установить уже причину разрушения.
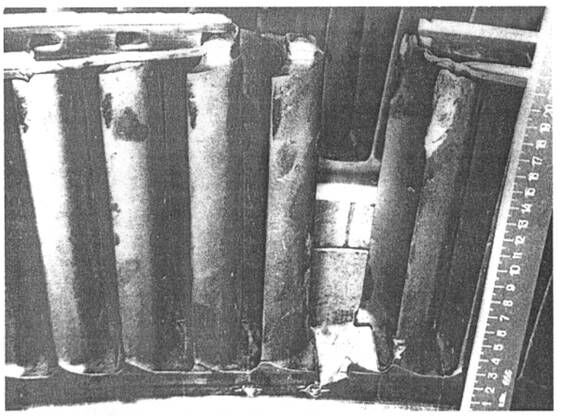
Рис. 1.46. Одновременное разрушение лопатки и ленточного бандажа
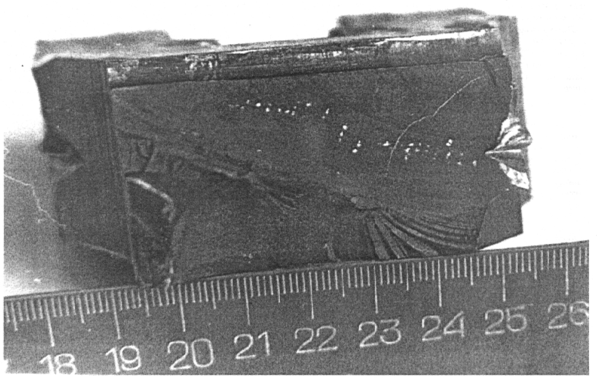
Рис. 1.47. Усталостный излом лопатки, показанной на рис. 1.46
Пример 1.10. В качестве примера поиска причин разрушения приведем качественный анализ разрушения пакета лопаток, показанного на рис. 1.46.
Прежде всего, следует проанализировать характер излома лопатки. Вязкий излом может свидетельствовать о попадании в турбину воды или постороннего предмета, вызвавших высокие напряжения изгиба. Косвенно об этом говорит забоина на соседней лопатке, но она могла быть и следствием удара по ней оторвавшейся лопатки. Рассмотрение излома показывает (рис. 1.47), что он носит явно усталостный характер: на нем видна притертая поверхность, "кольца" развития трещины, когда она достигла большого размера и, наконец, хрупкий отрыв. Значит, причиной поломки лопатки явилась усталость. Первая возможная причина усталостной поломки очевидна: наличие заклепки для крепления замковой лопатки к соседним вызвало дополнительную концентрацию напряжений в сечении хвостовика, близком к корневому. Правда, кажется странным, что в первую очередь не разрушилась замковая лопатка, ослабленная двумя заклепками, однако при размышлении это можно понять, поскольку всегда имеется разброс свойств, технологии изготовления и монтажа, поэтому замковая лопатка могла оказаться и прочнее.
Теперь предстоит задача установить, что произошло раньше: отрыв лопатки или разрушение бандажа, которое затем привело к усталостной поломке лопатки. Для ответа на этот вопрос следует рассмотреть характер излома бандажа. Если он имеет явно выраженный вязкий характер, то ясно, что отрыв лопатки привел к последующей поломке бандажа. В этом случае следует искать причины поломки лопатки как элемента пакета. Прежде всего следует вычислить частоты несколько первых тонов колебаний пакета [тона А0, В0, А1) и изгибно0крутильных колебаний (см. § 1.3)] и частоты возмущающих сил I рода f'в = kп и II рода fв"= пzс и проверить возможность существования резонанса на рабочей частоте вращения. Как указывалось выше, турбинный завод при проектировании отстраивает пакеты от резонанса. Однако фактическое выполнение лопаток, например, замковых, неплотный монтаж лопаток на ободе диска, большие отклонения частоты сети от допустимой или длительная работа турбины при "проходных" резонансах или малых объемных пропусках пара, наконец, качество выполнения предшествующей диафрагмы, – анализ всех этих факторов позволит найти причину усталостного разрушения лопатки. Продолжим рассмотрение аварии, показанной на рис. 1.46 и 1.47. Если характер излома бандажа усталостный, то можно предположить, что отрыв бандажа произошел раньше. В этом случае необходимо установить форму колебаний пакета, при которой произошла поломка. В рассматриваемой аварии на соседних (неразрушившихся) пакетах были обнаружены многочисленные трещины, идущие от углов шипов вдоль оси турбины. Это явно свидетельствовало об изгибно–крутильных колебаниях пакета. Если при этом оказывается, что и расчетный анализ свидетельствует о возможности резонанса, то причина разрушения может считаться установленной с большой степенью вероятности. При этом следует проверить, как изменяются частотные характеристики лопатки при обрыве бандажа и как изменится значение пакетного множителя χ (см § 1.3), что даст дополнительную информацию для выяснения причин поломки.
Пример 1.11. В ЧНД мощной паровой турбины неоднократно наблюдались поломки второй ступени ЦНД. Установлено, что наиболее вероятной причиной поломок является обрыв ленточного бандажа с последующим попаданием одиночной лопатки в резонанс 8–кратности по первому тону тангенциальных колебаний.
1.9.3. Разрушение проволочных связей
Последствия разрушения проволочных связей зависят от их роли и назначения.
Разрушение проволочных связей, устанавливаемых для ликвидации определенных форм колебаний (например, типа В, см. рис. 1.19) приводит к возможности таких колебаний, и в случае резонанса происходит быстрое разрушение и рабочих лопаток.
Основное назначение демпферных проволочных связей – уменьшение резонансных напряжений путем демпфирования колебаний. Поэтому разрушение демпферных связей может привести к возрастанию напряжений во много раз (иногда на порядок) и также к быстрому разрушению рабочих лопаток.
В общем случае причины разрушения проволочных связей те же, что и бандажей: попадание в проточную часть посторонних предметов, усталостные поломки, вызванные переменными возмущающими силами, наличие отложений (особенно в затененных местах), содержащих агрессивные среды, эрозия и т.д. При этом следует иметь в виду, что если прочность лопаточных и интегральных периферийных бандажей в какой–то степени можно обеспечить изменением их толщины, то для проволок такая мера затруднительна из–за снижения КПД ступени.
1.9.4. Меры борьбы с разрушениями бандажей и связей
Меры борьбы с разрушениями бандажей и связей следуют из причин. Поломки, связанные с ошибками при проектировании новых ступеней, выявляемые обычно на начальных этапах эксплуатации головных турбин, устраняются на последующих турбинах. После этого на передний план выходит строгое соблюдение технологии изготовления, сборки и последующего ремонта.
Ленточные бандажи и шипы на лопатках требуют выполнения в строгом соответствии с чертежами. Особое внимание уделяется обработке отверстий под шипы, являющимися концентраторами напряжений. После просечки отверстий бандажная лента обязательно проходит термообработку (отпуск) для снятия остаточных напряжений, возникших при просечке. Края отверстий не должны иметь надрывов и сильного смятия. Бандажная лента надевается на шипы лопаток под действием легких ударов молотка, а зазор между лентой и торцевой поверхностью лопатки не должен превосходить 0,1 мм. Излишний натяг посадки ленты на бандаж приводит при расклепке к расширению отверстия ленты, смятию и разрыву краев отверстий и последующему разрушению бандажа в условиях эксплуатации. Слишком большие зазоры между лентой и шипом не обеспечивают достаточных сил трения между поверхностями шипа и отверстия в ленте при расклепке и поэтому ослабляют соединение.
Исходная проволока, поступающая на завод для изготовления связей, в обязательном порядке проходит термообработку для повышения ее пластичности. Пайка связей к лопаткам должна быть качественной, а сочленения лопаток и демпферных связей строго соответствовать чертежу. Излишний натяг между проволокой и лопаткой приводит к отсутствию их взаимных смещений, уменьшению сил трения и снижению демпфирования. Наоборот, недостаточный контакт проволоки и лопаток приводит к снижению прочности бандажа и также недостаточному трению.
Контрольные вопросы
1. Что следует учитывать при оценке ущерба от аварии паровой турбины?
2. Назовите основные причины аварий рабочих лопаток.
3. Как отличить усталостный излом от изломов других типов?
4. Когда происходит отрыв лопатки при развитии усталостной трещины?
5. В двух рабочих лопатках длиной 100 и 1000 мм возникли одинаковые усталостные трещины в сечениях, в которых напряжения также одинаковы. Для какой из лопаток возникшая трещина представляет большую опасность?
6. Назовите основные виды колебаний рабочих лопаток.
7. Что представляет собой логарифмический декремент колебаний?
8. Что называют вибрационными характеристиками рабочих лопаток?
9. С какой частотой происходят вынужденные колебания?
10. Что такое резонанс?
11. Назовите возможные типы колебаний рабочих лопаток и их главные отличия друг от друга.
12. Назовите причины появления возмущающих сил в проточной части турбины.
13. Какие зоны лопаток являются наиболее вероятными для появления трещин усталости?
14. Сопловая решетка ступеней состоит из 80 лопаток. Частота вращения 50 1/с. Определите частоты возмущающих сил и оцените возможность резонанса, если средняя частота собственных колебаний рабочих лопаток 3969 Гц, а разброс частот на колесе ± 5 %?
15. Какие возмущающие силы не представляют опасности для лопаток турбин?
16. Почему перевязка лопаток в пакеты снижает уровень их вибрации?
17. Что такое порог развития трещины усталости?
18. Назовите меры по предупреждению усталости рабочих лопаток.
19. Что такое коррозионная усталость?
20. Назовите условия, при которых происходит образование язв на поверхности рабочих лопаток, и основные факторы, определяющие этот процесс.
21. Назовите основные особенности коррозионной усталости.
22. Назовите источники попадания агрессивных веществ в проточную часть турбины и механизмы их концентрирования.
23. Какую роль в коррозионной усталости играют твердые отложения на поверхности лопаток?
24. Назовите меры предупреждения коррозионной усталости.
25. Назовите последствия эрозионного износа рабочих лопаток.
26. Какие причины вызывают эрозию входных и выходных кромок рабочих лопаток?
27. Назовите основные источники капельной влаги в турбине, вызывающие эрозию рабочих лопаток.
28. Каковы основные стадии протекания процесса эрозии?
29. Назовите главные факторы, определяющие процесс капельной эрозии.
Бесплатная лекция: "8 Некоммерческие организации" также доступна.
30. Какими мерами следует бороться с капельной эрозией?
31. В чем состоит явление абразивного износа и какие факторы его определяют?
32. Назовите источники абразивных частиц и меры борьбы с абразивным износом.
33. Каковы причины и меры борьбы с отрывом лопаток?
34. Каковы причины излома рабочих лопаток?
35. Назовите причины разрушения хвостовиков рабочих лопаток, бандажей и проволочных связей. Каковы последствия их разрушения?


















