
Резцы
1. Резцы
1.1. Рабочие движения резцов
Резцы - однолезвийный режущий инструмент для обработки с вращательным или поступательным главным движением и возможностью движения подачи в любом направлении.
1.2. Область применения резцов
Резцы применяются на станках:
- токарных;
- револьверных;
- карусельных;
- расточных;
Рекомендуемые материалы
- строгальных;
- долбежных.
1.3. Классификация резцов
1.3.1.Классификация резцов по характеру обработки
· черновые ( Sо = 0,4…0,8 мм/об; t = 4…10 мм);
· получерновые; ( Sо = 0,2…0,4 мм/об; t = 1,5…4 мм);
· чистовые (Sо = 0,2…,04 мм/об; t = 1,5…4 мм);
· для тонкого точения (Sо = 0,05…0,2 мм/об; t= 0,2…2 мм),
где Sо – подача на оборот, t – глубина резания.
1.3.2.Классификация по конструкции головки


прямые; отогнутые; оттянутые, когда
режущее лезвие
смещено относительно оси симметрии державки вправо или влево;

изогнутые – ось резца изогнута в
боковой проекции;
1.3.3.Классификация по виду обработки
· проходные резцы для обработки наружных поверхностей тел вращения


 |  | ||||
 | |||||
· подрезные резцы для обработки торцовых поверхностей;
· расточные резцы для обработки внутренних поверхностей


проходные упорные канавочные
· отрезные резцы; ● прорезные торцовые;


· фасонные резцы для обработки деталей сложного профиля;
· резьбовые резцы для нарезания наружных и внутренних резьб

для наружной обработки для внутренней обработки
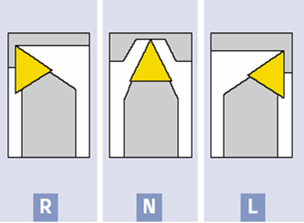
1.3.4.Классификация по направлению движения подачи
· Правые – такие, у которых при наложении ладони правой руки на переднюю поверхность резца (указательный палец направлен к вершине резца), главная режущая кромка расположена со стороны большого пальца
· левые– такие, у которых при наложении ладони левой руки на переднюю поверхность резца (указательный палец направлен к вершине резца) главная режущая кромка расположена со стороны большого пальца.

правый левый
· Радиальные - с поперечной подачей в радиальном направлении
· Тангенциальные - с подачей по касательной к обработанной поверхности.
радиальный резец тангенциальный резец
1.3.5.Классификация по инструментальному материалу
· Быстрорежущие резцы
· Твердосплавные резцы
· Керамические резцы
· Резцы из сверхтвердых материалов
1.3.6.Классификация по конструкции резцов
· Цельные резцы (монолитные)
· Составные резцы с неразъемным соединением частей
- сваркой,
- пайкой,
- склеиванием.
Напайные резцы используются в случаях, когда невозможно или не рационально применение сборных конструкций.

Достоинства напайных резцов:
- возможность изготовления требуемой формы и размеров рабочей части;
- возможность получения требуемых значений углов резания, т.к. они получаются заточкой;
Недостатки:
- внутренние термические напряжения.
-
Требования к конструкции:
- Гнездо под режущую пластину должно обеспечить минимальные напряжения в результате пайки.
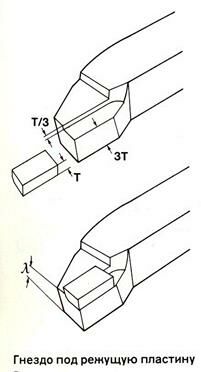
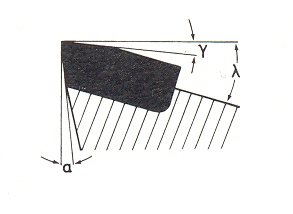
Угол врезания пластины (λ) желательно иметь больше переднего угла – это ускоряет переточку и уменьшает расход твердого сплава.
На стойкость и прочность напайных резцов кроме размерных параметров влияет правильность геометрической формы опорной поверхности пластины. Наличие выпуклости и вогнутости опорной поверхности приводит к неравномерной толщине слоя припоя между пластинкой и корпусом, неравномерному распределению напряжений, а выпуклость опорной поверхности способствует возникновению изгибающих деформаций.
· Сборные резцы с механическим (разъемным) соединением составляющих элементов:
- с механическим креплением вставок с напаянными твердосплавными пластинками;
- с механическим креплением неперетачиваемых поворотных твердосплавных пластин;

- с механическим креплением вставок с механически закрепленными пластинами;
Достоинства:
- высокие режимы и стойкость (нет термических напряжений);
- снижение потерь времени на смену инструмента, заточку и переточку;
- быстрая смена инструментального материала при переходе на обработку других материалов;
- стабильное формирование и отвод стружки;
- постоянство размера;
- удлиняется срок службы державки.
Недостатки:
- ограниченность технологических возможностей (изменение геометрии ограничено возможностями пластин;
- увеличение габаритных размеров;
- выше стоимость ,т.к. они:
§ сложнее в изготовлении,
§ требуют повышения точности.
1.4. Рабочая часть резцов
1.4.1.Твердость рабочей части
· Для резцов из быстрорежущих сталей определяется режимами термообработки и химическим составом сталей и для вольфрамовых и вольфрамомолибденовых сталей должна быть HRCэ 62…65, а для кобальтовых, ванадиевых и кобальтованадиевых быстрорежущих сталей с массовой долей ванадия не менее 3% и кобальта не менее 5% - HRCэ 63…67.
· Твердость рабочей части резцов из твердых сплавов, минералокерамики и сверхтвердых материалов определяется свойствами этих материалов.
1.4.2.Геометрия резцов
· Передний угол γ зависит от свойств обрабатываемого материала и материала инструмента.
С увеличением прочности и твердости обрабатываемого материала оптимальный передний угол уменьшается, а с увеличением прочности инструментального материала – возрастает.
Передние углы заметно влияют на интенсивность вибраций. С уменьшением γ вибрации усиливаются.
При работе с толщиной среза а > 0,2 мм на передней поверхности целесообразно делать фаску шириной от 0,2 до 1,0 мм (табл.1.).
Таблица 1.
| Ширина фаски | γф | γ | |
| Быстрорез | f = а | 00 …50 | 250 … 300 |
| Твердый сплав | f = (1,5…2) а | -50 …-100 | 100 … 250 |
При обработке хрупких материалов, форма передней поверхности с фаской неэффективна.
· Задний угол α служит для уменьшения трения между задней поверхностью и поверхностью резания.
Чрезмерное увеличение заднего угла приводит к снижению прочности и ухудшению теплоотвода. Обычно угол α принимают равным 6…12°
Оптимальное значение α, обеспечивающее максимальную стойкость, зависит от толщины срезаемого слоя. С увеличением толщины срезаемого слоя оптимальный задний угол уменьшается.
При обработке твердых и прочных материалов величины задних углов уменьшаются, а при обработке легких сплавов - увеличиваются.
Для уменьшения вибраций при обработке задние углы приходиться уменьшать.
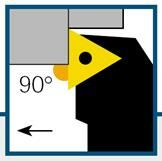
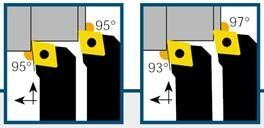
· Главный угол в плане φ влияет:
- на размеры поперечного сечения срезаемого слоя;
- на стойкость резца;
- на шероховатость обработанной поверхности.
Угол φ выбирают в зависимости от жесткости станка и заготовки, а также от типа и конструкции резца. Его значения находятся в пределах
10° ≤ φ ≤ 100°
· Угол наклона режущей кромки λ оказывает влияние:
- на направление схода стружки;
- на последовательность вступления в работу различных точек режущей кромки;
- на ее активную длину;
- на плавность врезания и выхода режущей кромки из контакта с заготовкой.
Значения угла λ находятся в пределах −15° ≤ λ ≤ +45°. При λ >6° резко возрастают силы Py и Pz (а Pх - уменьшается), что предъявляет повышенные требования к жесткости системы СПИД.
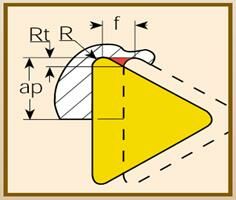
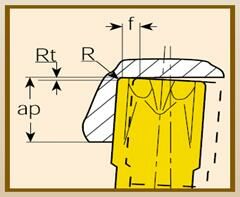
·  Радиус закругления вершины резца r влияет на работу резца примерно так же, как и углы в плане.
Радиус закругления вершины резца r влияет на работу резца примерно так же, как и углы в плане.
С увеличением r
- прочность режущей кромки у вершины возрастает,
- стойкость повышается,
- шероховатость обработанной поверхности снижается.
Но при этом резко возрастает Pу , что способствует увеличению отжима заготовки и появлению вибраций.
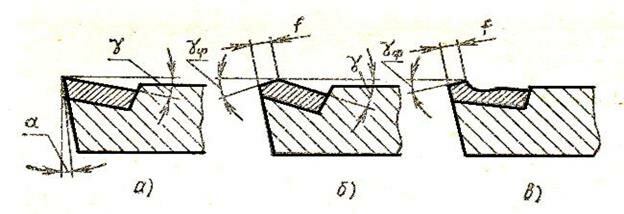
· Оформление передней поверхности:
а) плоская – для обработки прочных сталей, чугуна, хрупких материалов,
б) ломанная,
в) криволинейная – способствует завиванию стружки. С увеличением толщины срезаемого слоя радиус выемки увеличивается. Рекомендуется при обработке мягких, пластичных сталей, вязких цветных металлов и легких сплавов.
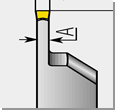
1.4.3.Стружколомы
При определенных условиях обработки (вязкий обрабатываемый материал, режимы резания и т.п.) образуется сливная (длинная непрерывная стружка).


Это затрудняет процесс резания, опасно для станочника, создает проблемы со стружкоотводом и ее хранением. Для получения короткой стружки (обычно длиной в несколько сантиметров – рис.) используют стружколомание.
Стружколомание и стружкозавивание необходимо при скоростном точении, при обработке труднообрабатываемых материалов и особенно на станках с ЧПУ и автоматических линиях.
Виды стружколомания
• В процессе резания благодаря правильно выбранным геометрии инструмента и параметрам режима резания

• От соприкосновения с задней поверхностью пластины или корпуса резца. Может привести к поломке режущей пластины
• При контакте с обрабатываемой деталью, что может привести к увеличению шероховатости
• Стружка ломается о специальный стружколом, прикрепленный на режущий инструмент или станок.
Виды стружколомов:
· Уступы и лунки на передней поверхности, получаемые в процессе изготовления пластинки или инструмента.
- Не универсальны, так как их параметры зависят от конкретных условий обработки (обрабатываемого материала, подачи).
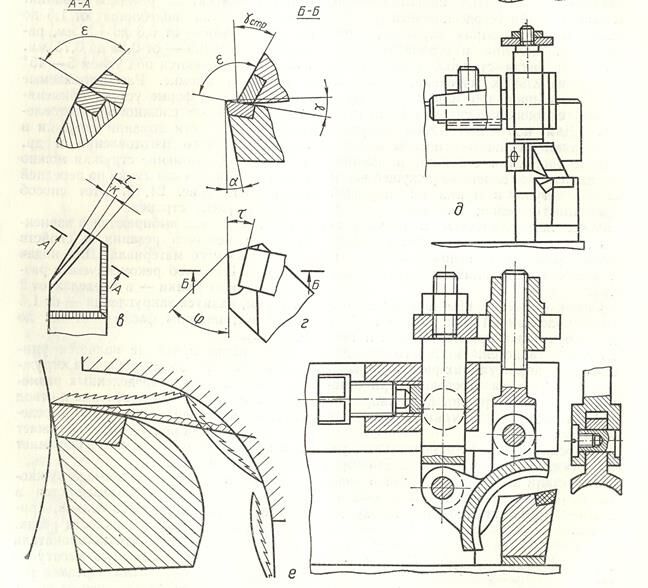
· Накладные стружколомы
- нерегулируемые, из твердого сплава и припаянные к передней поверхности пластины (г),
- регулируемые - более эффективны при различных режимах обработки (д, е).
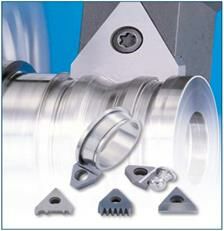
1.5. Твердосплавные резцы
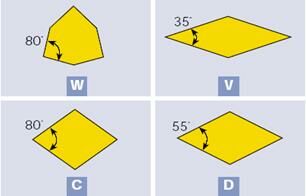
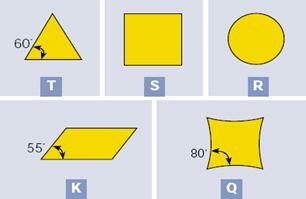
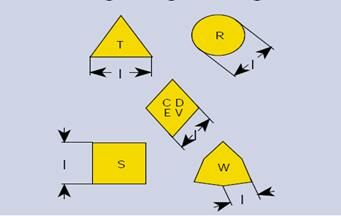
1.5.1.Форма сменных пластин

 |
 |
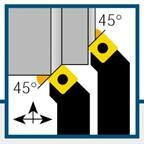
· Пластины пятигранной и шестигранной формы не эффективны при работе врезанием, используются для черновых и проходных резцов, удельный расход твердого сплава на режущую кромку достаточно велик, но в проходных резцах он компенсируется повышенной стойкостью резцов, что объясняется высокой прочность пластины. В зарубежной практике пятигранные пластины практически не применяются, а шестигранные имеют ограниченное применение.
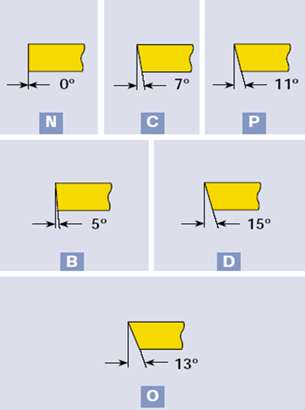
1.5.2.Задний угол на пластине
Пластинки без заднего угла (типа N) называют отрицательными. Некоторые пластинки этого типа можно использовать в перевернутом положении, получая дополнительные режущие кромки
Пластинки с задним углом называют положительными.
1.5.3.Точность изготовления пластин
Механическое крепление пластин накладывает определенные требования к точности их изготовления. В зависимости от точности исполнения пластины выпускаются четырех степеней:
- нормальной степени точности (U), шлифованные по ленточкам и опорным поверхностям;
- повышенной степени точности (М) – то же, что и нормальные, но с более жесткими допусками;
- высокой степени точности (G) – шлифованные по опорным и боковым поверхностям;
- особо высокой степени точности - шлифованные по опорным и боковым поверхностям с более жесткими допусками.
Пластинки нормальной степени точности (U) применяются в стандартных резцах; (M) и (G) – в резцах, оснащенных минералокерамикой.
Применение пластинок более высокой, чем (U), степени точности целесообразно в условиях автоматизированного производства, когда за счет повышения точности изготовления как пластинки, так и корпуса резца без подналадок обеспечивается высокая точность расположения режущих кромок резца относительно станка.
1.5.4.Система обозначение токарного инструмента по ISO
Международная Организация по Стандартизации (ISO) установила основные правила обозначения инструмента для точения, также как и для других областей металлообработки, устранив разночтения при работе с разными поставщиками. Нижеприведенные таблицы иллюстрируют структуру этой системы.
Обозначение состоит из последовательности латинских букв и цифр, которые располагаются в определенном порядке и содержат, необходимую потребителю информацию.
В обозначении режущих пластин и державок существуют некоторые различия.
1.5.4.1. Обозначение державок
· для наружного точения
| 1 | 2 | 3 | 4 | 5 |
| 6 | 7 | 8 |
| 9 | 10 |
| М | W | L | N | R | - | 25 | 25 | M | - | 08 | W |
· для расточных резцов
| 11 | 12 | 8 |
| 1 | 2 | 3 | 4 | 5 |
| 9 | 10 |
| S | 32 | S | - | M | W | L | N | R | - | 08 | W |
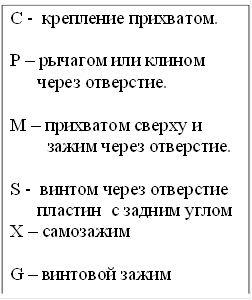
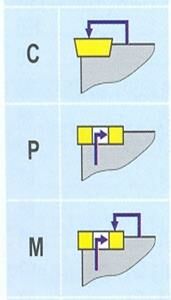
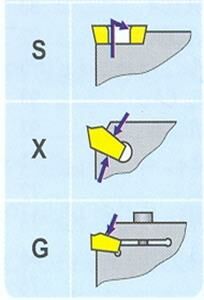
| 1 | Способ крепления пластины |
| 2 | Форма пластины |
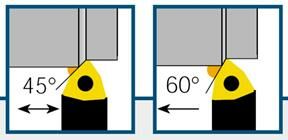
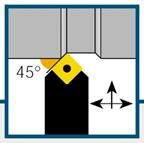
| 3 | Тип резца по углу в плане |
|
|

| 4 | Задний угол | 6 | Высота державки | |
|
|
| |||
| 7 | Ширина державки | |||
|
| ||||
| 5 | Направление резания | 9 | Длина режущей кромки | |
|
|
| |||
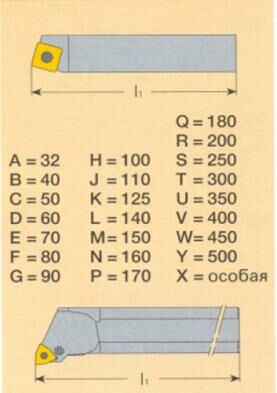
| 8 | Длина резца | 10 | Данные завода изготовителя |
|
| 11 | Исполнение державки | |
|
S – Стальная державка A – Стальная державка с отверстиями под СОЖ C – Твердосплавная державка E - Твердосплавная державка с отверстиями под СОЖ
| |||
| 12 | Диаметр державки (мм) |
1.5.4.2. Обозначение пластинок по ISO
| 1 | Форма пластины | |||
| 2 | Задний угол | |||
| 3 | Точность изготовления пластинки | |||
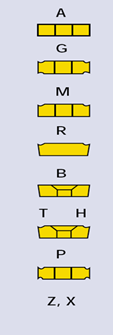
| 4 | Тип пластинки |
| А - Без стружколома с отверстием G -Стружколом с обеих сторон, отверстие M - Стружколом с одной стороны, отверстие R - Стружколом с одной стороны без отверстия B - Зенковка с одной стороны, отверстие T, H - Стружколом с одной стороны, отверстие и зенковка P -Паз с одной или обеих сторон, отверстие Z, X - Особый | |
| 5 | Длина режущей кромки | |||
| 6 | Толщина пластинки | |||
| 7 | Радиус вершины ( в десятых долях миллиметра) | |||
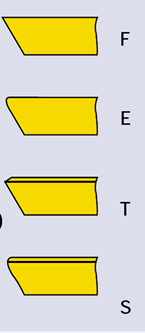
| 8 | Тип режущей кромки |
| F - Острая E - Закругленная T - Скошенная S - Скошенная и закругленная | |
| 9 | Обозначение стружколома | |||
1.6. Типы резцов
1.6.1.Отрезные резцы и канавочные резцы
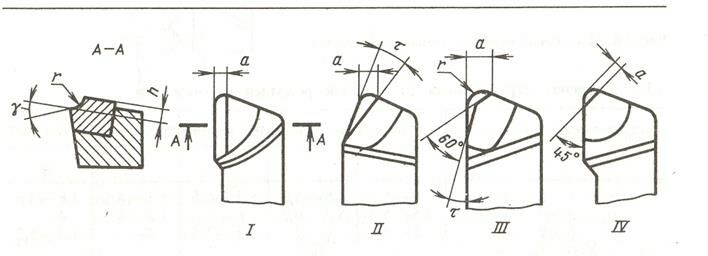
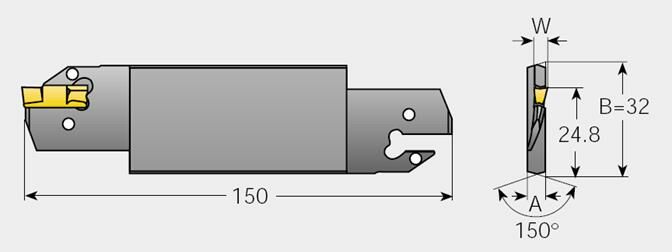
· Отрезные резцы служат для отрезания материала от прутков сравнительно небольшого диаметра. Они выполняются с оттянутой головкой, т. е. ширина головки выполняется меньше ширины тела резца. Длина оттянутой головки выбирается из расчета свободной отрезки заготовки.
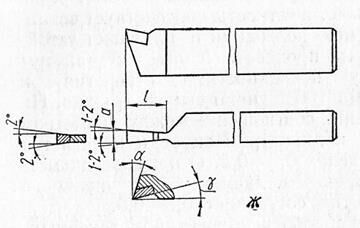
Отрезные резцы работают в весьма тяжелых условиях, так как их рабочая часть имеет малую жесткость, а отвод стружки из зоны резания затруднен. Головка резца имеет относительно малую толщину 3…10 мм (а = 0,6D0,5). Чтобы не ослаблять в значительной степени головку, для отрезных резцов приходится принимать небольшие значения углов (порядка 1…3°) в плане φ1 и задних углов a1 на вспомогательных боковых режущих кромках.
Это приводит к возрастанию трения, особенно при неточной установке резца или его некачественной заточке. Поэтому при работе отрезными резцами, оснащенными твердым сплавом, часто происходят выкрашивания и сколы режущей части, а также отрывы пластинки от державки резца.
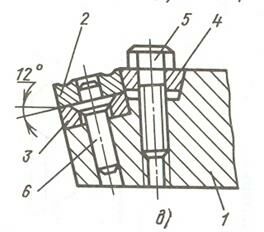
 Для повышения прочности соединения пластинки с державкой целесообразно пластинку, снабженную скосами, напаивать в угловой паз державки (рис. , а), что соответственно увеличивает площадь прилегания ее к державке. Кроме того, боковые стенки паза препятствуют смещению пластинки под действием боковых усилий, возникающих в процессе работы резца.
Для повышения прочности соединения пластинки с державкой целесообразно пластинку, снабженную скосами, напаивать в угловой паз державки (рис. , а), что соответственно увеличивает площадь прилегания ее к державке. Кроме того, боковые стенки паза препятствуют смещению пластинки под действием боковых усилий, возникающих в процессе работы резца.
С целью повышения прочности и жесткости головки высота ее делается больше высоты стержня (рис. 15, 6).
Oтрезной резец при работе обычно не срезает весь металл среза, так как в определенный момент отрезаемая заготовка отламывается и в центре остается несрезанный стержень. Если необходимо полностью обработать один из торцов, не оставляя на нем центрального стержня, то главную режущую кромку резца оформляют под углом φ = 75°… 80°, в то время как у обычных отрезных резцов угол в плане φ = 90°.
Находят применение также отрезные резцы с симметричной ломаной режущей кромкой (рис. 15, г) с углами в плане φ = 60°…80°. Такое оформление режущей части резца облегчает его врезание в заготовку, улучшает условия схода стружки, снижает возможность увода резца. С этой же целью на отрезных резцах с углом φ = 90° выполняютфаски f с обеих сторон размером 1…1,5 мм под углом 45°.
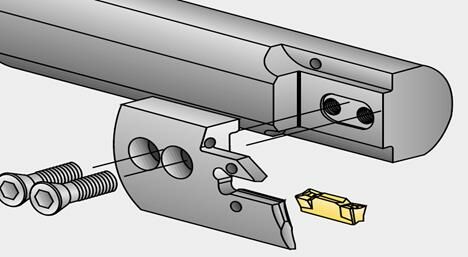
·  Сборные отрезные резцы
Сборные отрезные резцы
А) Державка со стандартным поперечным сечением корпуса обеспечивает:
- более надежное крепление пластинки винтом;
- высокую жесткость.
Технологические возможности ограниченны небольшими глубинами из-за фиксированной длины пластинчатой части.
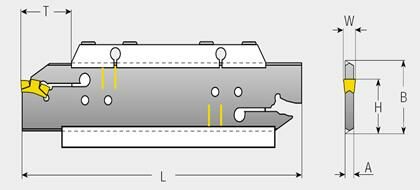
Б) Корпус-лезвие со вставными пластинами крепится в резцовом блоке. Используется при обработке больших диаметров
Закрепление пластины за счет пружинящих свойств корпуса
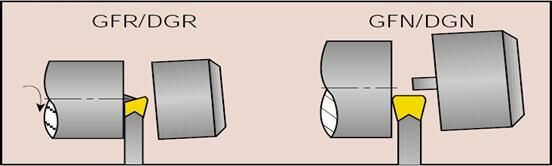
· Канавочные резцы
для прорезания наружных, внутренних и торцовых канавок
А) С обычной державкой
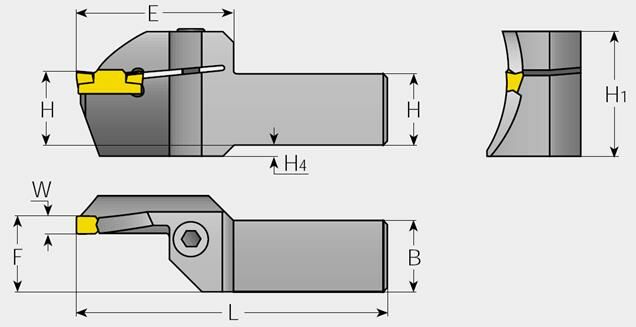
Б) с пластинчатым корпусом
1.6.2.Строгальные и долбежные резцы
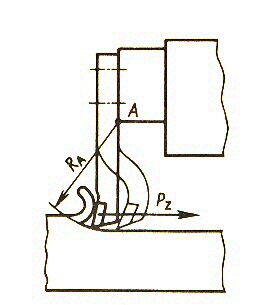
На строгальных станках в момент врезания резцы испытывают ударные нагрузки, а при дальнейшем резании возможны вибрации, что связано с консольным креплением резца и изменением глубины резания. В связи с консольным вариантом крепления строгальных резцов (рис. ) вершина лезвия в процессе резания (в результате отжима) будет перемещаться по дуге окружности с центром в точке А. При этом чем дальше вершина лезвия отстоит от опорной плоскости резца, тем больше радиус этой окружности. Дополнительное перемещение вершины приведет к ее углублению в тело заготовки, а это в свою очередь к изменению глубины резания и поломке резца. Во избежание этого необходимо, чтобы вершина лезвия резца располагалась на уровне его опорной плоскости, для чего резцы делают с изогнутым корпусом. У строгальных резцов следует увеличить угол наклона главной режущей кромки λ до 20° с целью предохранения вершины лезвия от ударной нагрузки.
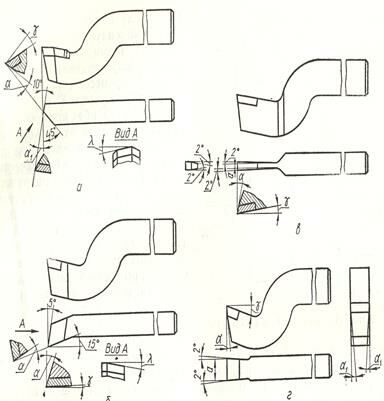
По роду выполняемой работы строгальные резцы делят на
· проходные (а),
· отрезные (в),
· подрезные (б).
Для чистовой обработки плоскостей применяют чистовые резцы (г).
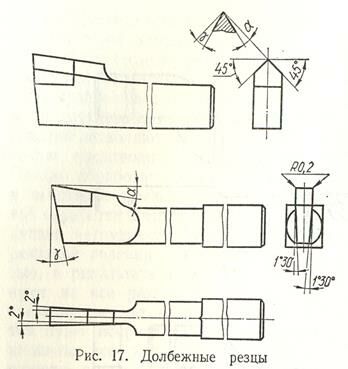
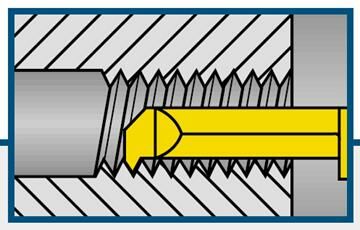
Долбежные резцы (рис. 17) применяют при обработке внутренних поверхностей на долбежных станках в единичном и мелкосерийном производстве
1.6.3.Фасонные резцы
Фасонные резцы применяют для обработки деталей с различной формой образующей. По сравнению с обычными резцами они обеспечивают
· идентичность формы,
· точность размеров детали, которая зависит в основном от точности изготовления резца,
· высокую производительность благодаря одновременной обработке всех участков фасонного профиля детали,
· большую экономию машинного времени,
· удобство в эксплуатации благодаря простоте переточки по передней поверхности.
Фасонные резцы используют на токарных и револьверных станках, автоматах и полуавтоматах. Резцы проектируют для обработки конкретной детали, и их применение экономически оправдано при крупносерийном и массовом производстве.
1.6.3.1. Классификация фасонных резцов
A. По форме:
· стержневые(а)
· призматические (б)
· круглые (в)
Стержневые резцы можно устанавливать в резцедержателях универсальных станков. Недостатком является уменьшение высоты рабочей части после переточки, компенсируемое подкладками. Стержневые резцы имеют малое число переточек. Их заднюю поверхность шлифуют под углом a= 10°...12°.
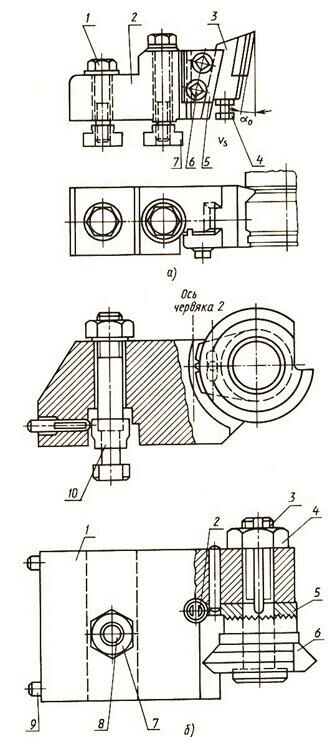
Призматические резцы имеют большее число переточек. Их вершину в осевой плоскости заготовки устанавливают регулировочным винтом. Задний угол у этих резцов получают при установке их в специальных резцедержателях (рис. 2.16, а) под углом a= 10...12°. Крепление и базирование резца в резцедержателе осуществляется с помощью хвостовика типа ласточкина хвоста. Недостаток призматических резцов - невозможность обработки внутренних фасонных поверхностей.
Круглые фасонные резцы применяют для обработки как наружных, так и внутренних фасонных поверхностей. Они более технологичны, чем призматические, так как представляют собой тела вращения, и допускают большее число переточек и стачиваются до достаточной по условию прочности величины.
Задние углы у круглых резцов получают установкой их оси выше осевой плоскости заготовки в специальных резцедержателях (в). Базируют резец в резцедержателе по отверстию и торцу, а вершину в осевой плоскости изделия устанавливают путем поворота резца вокруг оси. Для этого на торце резца сделан буртик с торцовыми зубьями. Торцовые зубья на резце сопрягаются с торцовыми зубьями рычага, устанавливаемого на одной оси с резцом. Рычаг поворачивают по-воротом винта 2 , находящегося в заце-плении с зубчатым сектором рычага 5.
Рис. . Резцедержатели для крепления фасонных резцов:
а – призматического: 1 - винт крепления державки; 2 – корпус; 3 - резец; 4 - винт регулирования резца по высоте; 5 - прихват для зажима резца; 6 - винт: 7 – шпонка;
б - круглого: 1 - корпус; 2 - винт поворота зубчатого сектора рычага; 3 - ось; 4 - гайка; 5 - рычаг; 6 - резец; 7 - гайка крепления резцедержателя; 8 - винт; 9 - винты регулирования шпонки; 10 – шпонка.
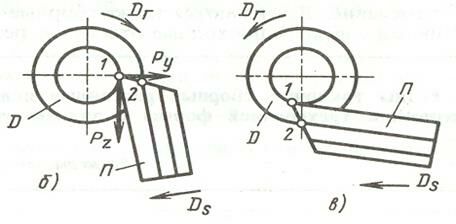
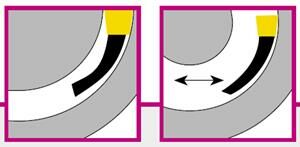
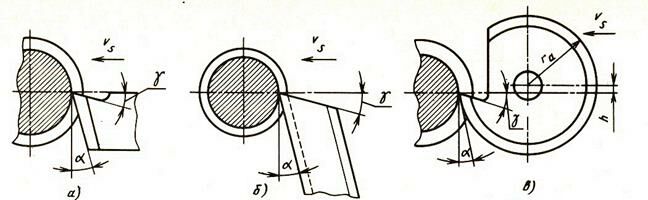
B. По установке относительно заготовки
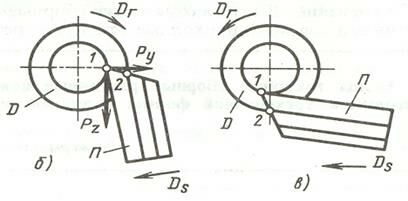
· радиальные (рис. б)
· тангенциальные (рис. в). Вершина радиального резца устанавливается в осевой плоскости заготовки, а подача
осуществляется в направлении ее оси. Радиальный резец образует весь профиль заготовки одновременно. В результате на заготовку действуют значительные силы резания, которые могут привести к деформированию заготовки и появлению вибрации. Вершина тангенциального резца устанавливается по касательной к минимальному радиусу обрабатываемой заготовки. Передняя поверхность располагается под углом λ по отношению к оси заготовки, обеспечивая не одновременное, а постепенное профилирование изделия. Вследствие этого резко снижается сила резания и уменьшается вероятность появления вибрации. Тангенциальными резцами можно обрабатывать нежесткие заготовки большой длины.
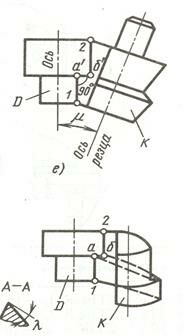
C. По расположению оси отверстия или базы крепления резца
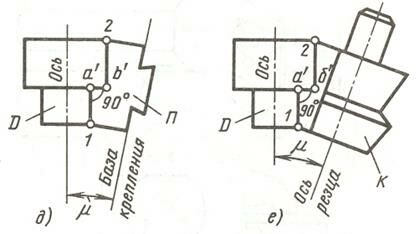
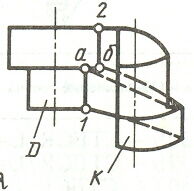
· с параллельным расположением оси или базы крепления резца относительно оси заготовки ;
· с наклонным расположением оси отверстия или базы крепления резца (см. рис. д, е). Последние используют для увеличения задних углов по профилю резца при обработки заготовок, имеющих прямолинейные участки, перпендикулярные к ее оси. Подача резцов осуществляется в направлении, перпендикулярном к базам установки резца.
D. По форме образующих фасонных поверхностей
· с кольцевыми образующими,
· с винтовыми образующими.
Винтовые образующие позволяют увеличить задние углы резца при обработке с радиальной подачей заготовок, имеющих прямолинейные участки, перпендикулярные к ее оси.
E.  По расположению передней поверхности
По расположению передней поверхности
· с положительным (или равным нулю) передним углом;
· с положительным перед-ним углом и углом λ наклона режущей кромки. Такие резцы позволяют увеличить точность обработки деталей, имеющих конические участки.
F.  По конструкции
По конструкции
· цельные;
· составные, например, с припаянными пластинами
из твердого сплава.
1.6.3.2. Геометрические параметры фасонных резцов.
• Передние углы образуются заточкой по передней поверхности.
- У призматических резцов под углом β к задней поверхности, где β = 90° - (a + γ).
- У круглых резцов так, чтобы плоскость передней поверхности находилась на расстоянии Н от оси резца, где 
• Задние углы образуются за счет соответствующей установки резцов.
- Призматические располагаются наклонно к плоскости резания.
- Круглые резцы располагают так, чтобы ось их была выше оси обрабатываемой детали на величину h, где 
R - наружный радиус резца.
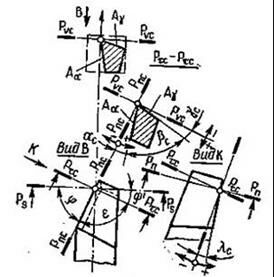
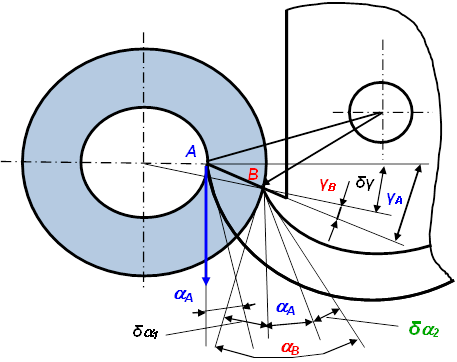
• Особенность геометрии фасонных резцов заключается в изменении передних и задних углов вдоль режущей кромки.
При проектировании резца задают передний γА и задний aА углы для точки профиля резца А, обрабатывающей минимальный радиус заготовки в плоскости, перпендикулярной к оси заготовки. С увеличением обрабатываемого диаметра передний угол уменьшается а задний увеличивается. На рис. , а показаны радиальные задний aB и передний γB углы для точки B, профиля резца с радиусом rв. Углы aB и γB будут одинаковы для всех точек профиля резца, имеющих радиус rв.
•  Геометрия призматического фасонного резца
Геометрия призматического фасонного резца
У призматического фасонного резца изменение γ и a не приводит к изменению угла режущего лезвия βi вдоль режущей кромки (β – угол между передней и задней поверхностями), т.к.  ; и βА = βВ
; и βА = βВ
• Геометрия круглого фасонного резца


У круглых фасонных резцов угол режущего лезвия уменьшается по мере уменьшения радиуса резца в рассматриваемой точке режущей кромки, т.е. βВ < βА .
Это приводит к ухудшению теплоотвода, следовательно, к снижению стойкости. Рекомендуют задние углы на вершине у круглых резцов делать меньше по величине, чем у призматических.
• Расчет величины передних и задних углов
- Для призматических резцов
 ,
,  , где
, где
r0 - минимальный радиус детали,
ri - радиус детали в рассматриваемой точке,
γ0 ,γi - передние углы соответственно на вершине резца и в рассматриваемой точке,
a0 , aI – задние углы в соответствующих точках.
- Для круглых резцов
 ,
,  ,
,
где  ,
, 
R – наружный радиус резца
Стойкость резца зависит от значения задних и передних углов в сечении, перпендикулярном проекции режущей кромки на основную плоскость.
• Углы в нормальных сечениях
рассчитывают по формулам
 ;
;  , где
, где
φi – угол профиля, измеряется между касательной к образующей данного участка в данной точке перпендикуляром к базе крепления резца.
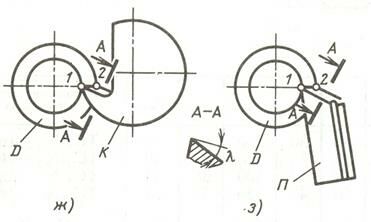
Для точек , в которой угол φi = 0, (торцовые участки) передние и задние углы в главной секущей плоскости равны нулю. На этих участках профиля резца будет происходить интенсивное изнашивание. Для резца, ось которого параллельна оси заготовки, увеличивать задние углы на таких участках профиля нельзя, поэтому режущая кромка для уменьшения трения задней поверхности об обработанную поверхность оформляется так, как показано на рис. 2.17, б, 8. Передний угол γN на участках профиля с малыми значениями угла φ можо увеличить заточкой лунки вдоль режущей кромки (рис. 2.17, 8, г).
В тех случаях, когда требуется высокая стойкость резца при обработке заготовки, участки профиля которой перпендикулярны к оси, следует применять резцы с осью, наклоненной к оси заготовки, или применять резцы с винтовой образующей.
1.7. Новые конструкции резцов
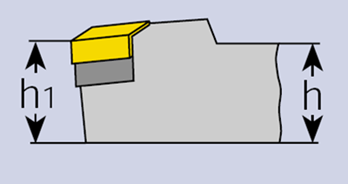
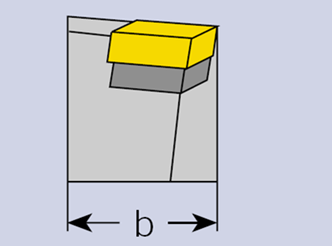
1.7.1.Резцы с тангенциальным креплением пластины
 Расположение пластины вдоль задней грани резца обеспечивает увеличение толщины пластины при одновременном уменьшении ее ширины. Увеличивается прочность пластины. Благодаря этому увеличивается предельно допустимая подача до 1,5 раз, увеличивается число допустимых переточек при преимущественном износе по передней поверхности, снижается вероятность поломки пластины.
Расположение пластины вдоль задней грани резца обеспечивает увеличение толщины пластины при одновременном уменьшении ее ширины. Увеличивается прочность пластины. Благодаря этому увеличивается предельно допустимая подача до 1,5 раз, увеличивается число допустимых переточек при преимущественном износе по передней поверхности, снижается вероятность поломки пластины.
 Тангенциальное крепление пластины обеспечивает высокую жесткость даже при обработке с большими подачами, при которых возникают большие механические нагрузки. Для того, чтобы минимизировать силы резания и улучшить сход стружки, пластина снабжена винтовой наклонной режущей кромкой с положительным передним углом. Стружка сходит без помех со стороны элементов крепления. Специальный стружколом обеспечивает дробление стружки на черновых режимах.
Тангенциальное крепление пластины обеспечивает высокую жесткость даже при обработке с большими подачами, при которых возникают большие механические нагрузки. Для того, чтобы минимизировать силы резания и улучшить сход стружки, пластина снабжена винтовой наклонной режущей кромкой с положительным передним углом. Стружка сходит без помех со стороны элементов крепления. Специальный стружколом обеспечивает дробление стружки на черновых режимах.
1.7.2.Wiper
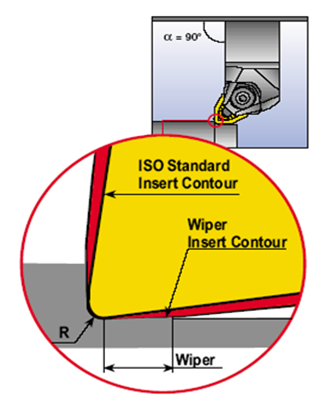
Зачистные пластины Wiper позволяют производить высокопроизводительную чистовую и получистовую обработки. Изменение радиуса при вершине пластины позволяет увеличение подачи в 2 раза при неизменной чистоте обработки
1.7.3.GRIP
Многофункциональная система, позволяющая производить 8 видов обработки при помощи одной пластины:
•  наружную прорезку,
наружную прорезку,
• наружное точение,
• глубокую прорезку,
• отрезку,
• внутреннюю прорезку,
• внутреннее точение,
• торцовую прорезку,
• торцовое точение.
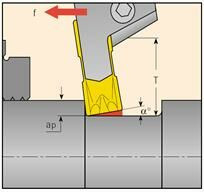
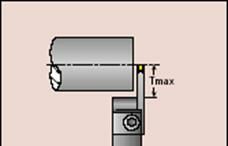
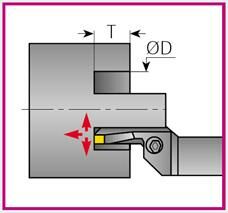
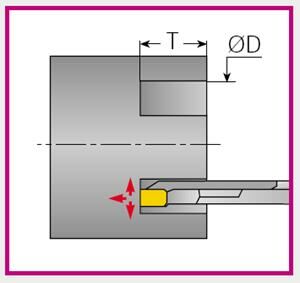
 Основной принцип работы данного резца заключается в изгибе державки под действием сил, в результате чего возникает угол (a), величина которого зависит от сил резания и может изменяться в зависимости от подачи (f), глубины резания (ap), вылета державки (Т), ширины режущей кромки, скорости резания и обрабатываемого материала. Когда все перечисленные факторы в процессе резания остаются постоянными достигается высокая точность обработки до ±0,01 мм
Основной принцип работы данного резца заключается в изгибе державки под действием сил, в результате чего возникает угол (a), величина которого зависит от сил резания и может изменяться в зависимости от подачи (f), глубины резания (ap), вылета державки (Т), ширины режущей кромки, скорости резания и обрабатываемого материала. Когда все перечисленные факторы в процессе резания остаются постоянными достигается высокая точность обработки до ±0,01 мм
Использование системы GRIP улучшает качество чистовой обработки в сравнении с резцами ISO в аналогичных условиях.
1.7.4.Система крепления с повышенной жесткостью
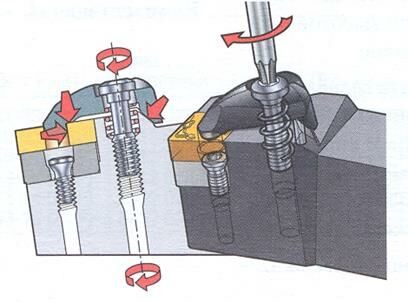
Крепление жестким прижимом фиксирует пластину в гнезде в двух направлениях и одновременно прижимает к опоре
Достоинства
• Улучшенный доступ к детали при минимальном вылете инструмента
• Надежность и жесткость всех соединений
• Подточки в осевом и радиальном направлении позволяют выполнять
расточку
1.8. Контрольные вопросы
1. По каким принципам классифицируют резцы?
Вам также может быть полезна лекция "6 Дистанционная контрольная работа".
2. Каковы преимущества у резцов, оснащенных многогранными пластинами, по сравнению с резцами с напаянными пластинками из твердого сплава?
3. Перечислите устройства для ломания стружки при обработке заготовок из вязких материалов резцами из твердых сплавов
4. Перечислите схемы крепления многогранных пластин на корпусе резца и области их применения
5. Почему корпуса строгальных резцов делают изогнутыми?
6. Расшифруйте обозначение державки резца MWLNR 2525M-08W
7. Расшифруйте обозначение державки резца для внутренней обработки S25SMWLNR -08W




















