Числовое программное управление станков
1.2. Числовое программное управление станков
1.2.1. Траектория движений инструмента
Любую траекторию перемещения, которую должен пройти режущий инструмент при механообработке, можно разложить на элементарные перемещения из отрезков прямых линий и дуг окружности. Такие перемещения в ЧПУ называются интерполяциями (от латинского слова interpolatio – «обновление», «изменение»). Все производимые в настоящее время системы ЧПУ оснащаются специальным электронным блоком – интерполятором, благодаря которым они имеют способность управлять взаимным перемещением инструмента и заготовки по прямой линии или по окружности путем автоматического расчета промежуточных точек траектории выполняемого перемещения.
Современные изделия, производимые на станках с ЧПУ, отличаются разнообразной и сложной формой, часто состоящей из параболических, винтовых или сплайновых поверхностей (сплайн – это гладкая кривая, которая проходит через заданный набор точек в прямоугольной системе координат). Каждую такую поверхность также можно представить в виде сочетания элементарных отрезков прямых линий и круговых дуг. Но при этом количество элементарных перемещений становится неоправданно большим, а управляющая программа громоздкой и сложной (объем такой управляющей программы может составить больше 100 мегабайт и более). Для того чтобы многократно уменьшить и упростить управляющую программу по обработке поверхностей сложной формы, системы ЧПУ большинства современных станков оснащаются не только линейными и круговыми интерполяторами, но и винтовыми, параболическими, сплайновыми и т.п.
Если на станке с ЧПУ необходимо выполнить прямолинейное перемещение инструмента (линейную интерполяцию) вдоль одной из осей координат станка, то такое перемещение система ЧПУ исполняет включением привода подач по данной оси, а по другим осям привод подач не включается. Если же необходимо выполнить круговую интерполяцию или линейную интерполяцию в направлении, непараллельном какой-либо оси координат, то механизм работы системы ЧПУ существенно усложняется.
В этом случае система ЧПУ реализует перемещение инструмента при помощи аппроксимации. Под аппроксимацией в теории ЧПУ понимается замена одной функциональной зависимости на другую более простую функцию с определенной степенью точности. В данном случае аппроксимация сводится к тому, что вместо одного прямолинейного перемещения или перемещения по дуге от исходной точки до точки с заданными координатами система ЧПУ задает инструменту перемещения по ломаной линии, элементарные отрезки которой параллельны координатным осям.
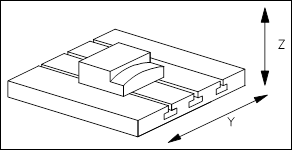
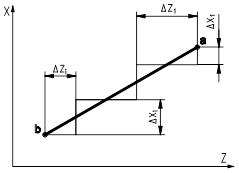
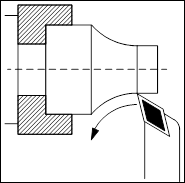
На рис. 1.26 показан случай прямолинейного перемещения режущего инструмента (линейная интерполяция), на рис. 1.27 – аппроксимация данного перемещения системой ЧПУ станка. На рис. 1.28 - случай перемещения режущего инструмента по дуге окружности (круговая интерполяция), на рис. 1.29 – его аппроксимация.
|
Рис. 1.26. Прямолинейное перемещение режущего инструмента (линейная интерполяция) | Рекомендуемые материалыТехническое задание FREE Маран Программная инженерия -20% Помощь с дипломом в ИДДО - Электроэнергетика и электротехника (13.03.02, 13.04.02) -20% КМ-4. Расчёт погрешностей косвенных измерений. Письменная работа КМ-4. Расчеты элементов машин при изгибе, сложных видах деформаций, основы расчета на устойчивость, выносливость. Контрольная работа -34% Технологическая (проектно-технологическая) практика - Менеджмент - Управление проектами
Рис. 1.27. Аппроксимация линейной интерполяции |

|
Рис. 1.28. Перемещение режущего инстр умента по дуге (круговая интерполяция) |
Рис. 1.29. Аппроксимация круговой интерполяции |

На рисунках 1.27 и 1.29 линиями от точки a до точки b показаны траектории перемещения инструмента, заданные управляющей программой. Отрезками от X1 до Xi и от Y1 до Yi показаны замены заданного перемещения на элементарные перемещения соответственно вдоль координатных осей X и Y. Как видно из изображений элементарные перемещения не всегда одинаковы по своей величине в процессе одного заданного перемещения. Система ЧПУ сама определяет величину каждого элементарного перемещения, исходя из двух условий:
· отклонение траектории элементарного перемещения от траектории заданного перемещения не должно превышать установленную программой величину аппроксимации (общепринятым считается погрешность аппроксимации равная 15-25% всего поля допуска на неточность обработки данного размера);
· элементарные перемещения вдоль разных координатных осей должны быть так согласованы между собой, чтобы они одновременно начались в исходной точке и прекратились так же одновременно при достижении конечной точки заданного перемещения.
1.2.2. Классификации систем ЧПУ
Существуют различные классификации систем ЧПУ - в зависимости от группы рассматриваемых признаков. Наиболее известны следующие классификации:
· по уровню технических возможностей;
· по технологическому назначению;
· по числу потоков информации;
· по принципу задания программы;
· по типу привода;
· по числу одновременно управляемых координат
Например, при классификации систем ЧПУ по технологическому назначению определяющим признаком является тип и количество программируемых перемещений исполнительных органов станка. По этому признаку системы ЧПУ подразделяются на следующие виды:
· позиционные;
· прямоугольные;
· формообразующие
· контурно-позиционные
В отечественных стандартах на станки с ЧПУ принято учитывать в обозначении станка установленный на нем вид системы ЧПУ. Станки с позиционными и прямоугольными системами управления имеют индекс «Ф2», станки с формообразующими системами – индекс «Ф3», многоцелевые (сверлильно-фрезерно-расточные) станки с контурно-позиционными системами управления – индекс «Ф4».
Ниже показаны примеры обозначения некоторых станков и систем ЧПУ.
| Система ПУ | Условное обозначение | Примеры | |
| Модель станка | Наименование | ||
| Цифровая индикация с предварительным набором координат | Ф1 | 6560Ф1 3ЕЭ11ВФ1 | Фрезерный станок с устройством цифровой индикации Плоскошлифовальный станок высокой точности с цифровой индикацией и преднабором координат подач |
| Позиционная система ЧПУ | Ф2 | 2Н55Ф2 2А622Ф2 | Радиально-сверлильный станок Горизонтально-расточной станок |
| Контурная система. ЧПУ | Ф3 | 16К20Ф3 6Р11Ф3 | Токарный станок Фрезерный станок |
| Комбинированная система ЧПУ | Ф4 | 53А20Ф4 243ВФ4 | Зубофрезерный полуавтомат Сверлильно-фрезерно-расточной станок |
| Цикловая система управления | Ц | 171Ц | Токарный многорезцово-копировальный полуавтомат |
| Оперативная система управления | Т | 16К20Т1 | Токарный станок |
Ниже показаны примеры отечественных систем ЧПУ для станков основных групп.
Примеры отечественных УЧПУ для станков основных групп.
| Станки | Устройства ЧПУ | |||
| 3-го поколения | 3-го поколения с расшир. функциями | 4-го поколения (микропроцессорные) | 5-го поколения (микропроцессорные многоцелевые) | |
| Токарные | Н22 | 1Н22 | 1Р-22 НЦ-31 2Р-32 | ИЦО-П ИЦО-ПБ НЦ-80-31 «Размер-5» 2С85-61 2У32-61 |
| Фрезерные | Н33 | 1Н33-6 | 2У-32 2Р-32 | |
| Сверлильно-расточные | 2П32-8 3П32-3М | 2П52 2П62-3Н «Размер 2М» | ||
| Шлифовальные | ПШ-13 | |||
| Многоцелевые обрабатывающие центры | У85 «Размер-4» | 2С42 2С85 |
Из Иностранных систем ЧПУ можно отметить FANUC (Япония), BOСH (Германия), Sinumeric и др.
Ниже приводятся характеристика и назначение разновидностей различных систем ЧПУ.
|
Рис. 1.30. Позиционная система ЧПУ | Позиционные системы ЧПУ представляют собой наиболее простой вид управляющей системы. По каждой координатной оси программируется только величина перемещения исполнительного органа до заданной позиции, а траектория перемещения может быть произвольной. Перемещение из позиции в позицию совершается на максимальной скорости. Перемещение в процессе обработки после достижения заданной позиции допускается исключительно по прямой линии и с рабочей подачей. Позиционные системы ЧПУ используются, когда обработка происходит только в определенных позициях на плоскости, например, в сверлильных и координатно-расточных станках. |
|
Рис. 1.31. Прямоугольная система ЧПУ | Прямоугольные системы ЧПУ программируют перемещения исполнительных органов станка только поочередно вдоль одной из координатных осей. Скорость подачи при перемещении в заданную позицию и в процессе обработки задается управляющей программой. Прямоугольные системы ЧПУ используются в тех случаях, когда обрабатываемые контуры заготовки можно расположить параллельно осям координат, например при продольном точении или плоскопараллельной фрезеровке.
|


|
Рис. 1.32. Формообразующая система ЧПУ | Формообразующие системы ЧПУ реализуют движение исполнительного органа станка одновременно по двум и более осям координат, за счет чего появляется возможность производить обработку контуров и поверхностей сложной формы. В данных системах используют многокоординатный (как минимум двух координатный) интерполятор, выдающий управляющие сигналы сразу на соответствующее количество приводов подач. |

Прямоугольные и формообразующие системы ЧПУ относятся к контурным (непрерывным) системам. Контурные системы ЧПУ обеспечивают автоматическое перемещение исполнительных органов станка по управляющей программе, которая задает траекторию перемещения и контурную скорость, с которой оно выполняется. Многоцелевые (сверлильно-фрезерно-расточные) станки с ЧПУ оснащаются, как правило, гибридными контурно-позиционными системами управления, позволяющие оптимизировать управление станка в зависимости от вида обработки.
Формообразующие системы ЧПУ в настоящее время являются наиболее распространенным видом ЧПУ. Они имеют несколько уровней сложности, в зависимости от количества одновременно управляемых осей координат:
· 2D-формообразующие;
· 2½D-формообразующие;
· 3D-формообразующие;
· 4D- формообразующие;
· 5D- формообразующие.
|
Рис. 1.33. 2D-формообразующая система ЧПУ | 2D – формообразующая система ЧПУ осуществляет одновременное управление двумя осями координат станка. В результате на станке можно выполнять перемещения исполнительных органов по прямой линии и по дуге. Обычно данная система ЧПУ применяется на токарных станках (см. рис. 64). На фрезерных станках 2D-формообразующая система ЧПУ, как правило, не устанавливается, т.к. фрезерный станок имеет три оси координат, и одна из осей станка остается без управления системой ЧПУ. Например, если система ЧПУ управляет осями X и Y, то без управления остается ось Z (рис. 1.33). | ||
|
Рис. 1.34. 2½D-формообразующая система ЧПУ (управляемые перемещения в плоскости XY)
Рис. 1.35. 2½D-формообразующая система ЧПУ (управляемые перемещения в плоскости XZ)
Рис. 1.36. 2½D-формообразующая система ЧПУ (управляемые перемещения в плоскости YZ) | 2½D – формообразующая система ЧПУ делает возможным перемещение исполнительных органов по трем осям координат станка. Но при этом одновременно управляемыми являются только две оси, а третья ось остается при этом неподвижной и служит в качестве установочной для отдельно выполняемого подвода и отвода инструмента. После выполнения заданной команды на перемещение в указанной плоскости обработки система ЧПУ может переключиться на перемещение в любой другой плоскости. В зависимости от выбранной плоскости обработки, возможно одновременное управление разными осями таким образом, что движения исполнительных органов станка происходят в следующих плоскостях: - плоскость XY (рис. 1.34), Кэширование диска - лекция, которая пользуется популярностью у тех, кто читал эту лекцию. - плоскость XZ (рис. 1.35), - плоскость YZ (рис. 1.36) 2½D – формообразующая система ЧПУ широко применяется в простейших фрезерных станках с ЧПУ, имеющих, как правило, шаговые приводы подач. Она позволяет выполнять на этих станках обработку контуров и поверхностей сложной формы, однако при этом обработка объемных контуров ведется послойно в одной выбранной плоскости обработки. | ||
|
Рис. 1.37. 3D-формообразующая система ЧПУ | 3D – формообразующая система ЧПУ делает возможным управляемое перемещение исполнительных органов одновременно по трем осям координат станка. Благодаря этому становится возможным обработка сложных пространственных контуров без изменения положения заготовки на станке. В настоящее время 3D-формообразующей системой ЧПУ оснащается большинство промышленных фрезерных станков с программным управлением. | ||