
Двухсеточные формующие устройства
4.3. Двухсеточные формующие устройства
Плоскосеточная формующая часть бумагоделательной машины не позволяет развивать высокую скорость по нескольким причинам:
– сопротивление воздуха движущейся суспензии приводит к нарушению структуры формующегося полотна;
– требуется очень длинный сеточный стол, в противном случае интенсивное обезвоживание приводит к снижению качества полотна и др.
Цель создания двухсеточных формующих устройств – улучшение структуры бумажного листа при повышении обезвоживающей способности сеточной части, обеспечение быстрой и точной регулировки процесса, стремление достичь максимальной экономичности, возможности комплексной автоматизации, удобства обслуживания и ремонта. Отлив бумаги на двухсеточных формующих устройствах снижает двухсторонность бумаги (уменьшает различие между поверхностями бумажного полотна) и позволяет интенсифицировать процесс обезвоживания. Скорость работы на двухсеточных формующих устройствах может достигать 2000 м/мин и выше. Обезвоживание на двухсеточных формующих устройствах интенсифицируется за счёт удаления воды под действием сил инерции, а также давления сеток на полотно.
На рис.78 приведены схемы установок двухсеточного формования.
Недостатками двухсеточных формующих устройств являются:
– пониженная прочность получаемой бумаги из-за низкой плотности ее и частичной «Z »-ориентации волокон (перпендикулярно плоскости листа);
– невозможность визуального контроля процесса формования;
Рекомендуемые материалы
– в ряде конструкций повышенный провал наполнителя и мелочи сквозь сетку;
– трудности с заменой сеток для вертикальных конструкций.
Несмотря на перечисленные недостатки, практически все высокопроизводительные машины с рабочей скоростью 800 м/мин и выше для печатных видов бумаги выпускаются с двухсеточными формерами.
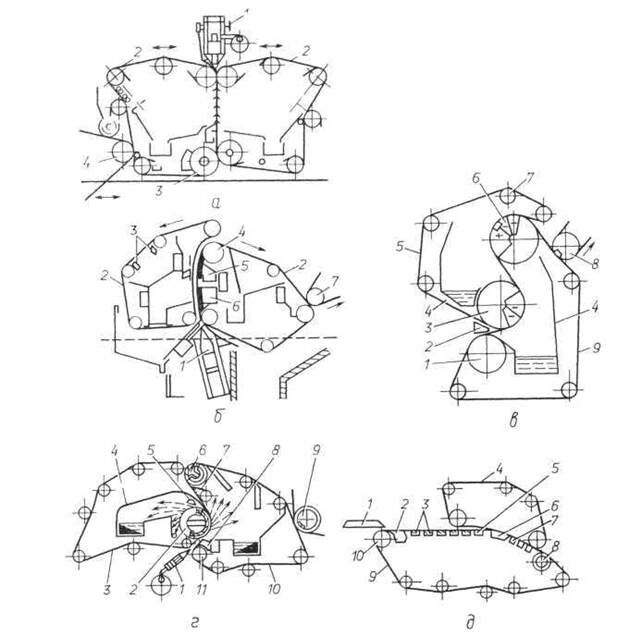
Рис.78 - Схемы установок двухсеточного формования:
а – Вертиформа: 1 – напорный ящик; 2 – сетка; 3 – отсасывающий гауч-вал; 4 – пересасывающий вал;
б - Бел-Бей: 1 – напорный ящик; 2 – сетка; 3 – шаберы; 4 – гауч-вал; 5 – отсасывающий ящик; 6 – башмак; 7 – пересасывающее устройство;
в – Паприформер: 1 – грудной вал; 2 – напорный ящик; 3 – формующий вал; 4 – сборник оборотной воды; 5 – верхняя сетка; 6 – гауч-вал; 7 – сетковедущий вал; 8 – пересасывающий вал; 9 – нижняя сетка;
г – Дуоформер: 1 – напорный ящик; 2 – формующий вал; 3 – верхняя сетка; 4 – сборник оборотной воды; 5 – отсасывающий шабер; 6 – гауч-вал; 7 – отсасывающий ящик; 8 – формующий ящик; 9 – пересасывающее устройство; 10 – нижняя сетка; 11 – грудной вал;
д – Симформер: 1 – напорный ящик; 2 – формующая доска; 3 – гидропланки; 4 – верхняя сетка; 5 – «мокрый» ящик; 6 – формующий башмак; 7 – отсасывающие ящики; 8 – гауч-вал; 9 – нижняя сетка; 10 – грудной вал
Гибридные формующие устройства (типа «наездник»)
Широкое распространение получили так называемые гибридные формующие устройства, в которых в первый период идет обычное одностороннее обезвоживание через сетку, во второй период имеет место двухстороннее обезвоживание с использованием специального формующего башмака.
Гибридные формующие устройства обеспечивают:
1) формование бумажного полотна, обладающего хорошей структурой и однородными характеристиками обеих сторон листа;
2) равномерность просвета и возможность регулирования пористости;
3) возможность регулирования механических характеристик бумаги в продольном и поперечном направлениях и внутреннюю прочность листа;
4) минимальную маркировку от сеток;
5) высокое удержание мелкого волокна и наполнителей;
6) уменьшение массы 1 м2 тонкой печатной бумаги;
7) использование термомеханической древесной массы с целью сокращения количества целлюлозы в композиции бумаги.
Наиболее известное следующее гибридное формующее устройство выпускается фирмой, применяемое для массовых видов бумаги, в т.ч. офсетной, газетной и др., при скорости работы до 1200 м/мин и выше. В новом поколении формующих устройств этого типа перед формующим башмаком установлен формующий вал (рис. 79). Такое решение обеспечивает более эффективное удаление воды и лучшую симметричность структуры бумаги.
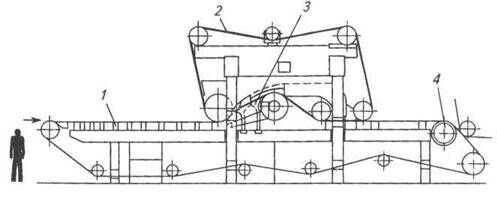
Рис. 79 - Гибридное формующее устройство:
1 – плоская формующая часть; 2 – верхняя сетка; 3 – обезвоживающий башмак; 4 –гауч-вал
Комбинированное формование позволяет обеспечить на хорошем уровне удержание на сетке. Благодаря тонкой настройке формующего механизма, состоящего из вала и формующего башмака, формование бумаги значительно улучшилось, сократилось количество пор и уменьшилась общая пористость бумаги.
Улучшенное формование достигнуто за счет поддержания вакуума в формующем башмаке и применения дефлекторных планок над башмаком. Пористость бумаги можно регулировать путем управления вакуумом в башмаке.
Факторы, влияющие на обезвоживание бумажной массы
в сеточной части бумагоделательной машины
Скорость поступления массы на сетку.
Этот фактор зависит от рабочей скорости бумагоделательной машины.
Скорость машины - это скорость полотна на накате. Скорость движения сетки машины несколько меньше скорости на накате и составляет
Vc= (0,8…0,95) Vн .
Скорость напуска массы влияет на качество получаемой бумаги; она составляет
Vм= (0,9…0,95) Vс .
Скорость напуска массы определяется напором
Vм = m  ,
,
где m - коэффициент истечения, зависит от формы выпускной щели, m = 0,9…0,95; g - ускорение силы тяжести, м/с2; Н - высота напора массы, м.
Если она значительно меньше скорости движения сетки, то волокна ориентируются преимущественно в машинном направлении (анизотропия). Если скорость массы больше скорости движения сетки, то образуются набегающие потоки, приводящие к образованию поперечных волн и полос.
Концентрация массы.
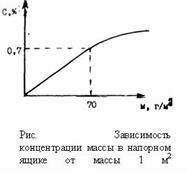
Рис.80- Зависимость концентрации массы в напорном ящике от массы 1 м2
Этот фактор в значительной степени зависит от массы 1 м2 бумаги и до массы 70 г/м2 имеет практически прямую зависимость (рис.80).
При разбавлении массы улучшается равномерность распределения волокон на сетке.
С увеличением концентрации массы повышается хлопьеобразование, которое приводит к ухудшению структуры, просвета, механических и других показателей бумаги. Однако для изготовления конкретных видов бумаги существует свой определенный оптимум разбавления массы, так как при избытке воды будет ощущаться перегрузка сеточного стола и вакуумной системы, что приведет к ухудшению просвета изготовляемой бумаги.
Хлопьеобразование (флокуляция).
Образование хлопьев волокон ведет к ухудшению просвета, следовательно, неравномерности свойств участков полотна и ухудшению качества бумаги. Вероятность хлопьеобразования увеличивается с увеличением длины волокон; более заметно у тонких волокон, чем у толстых и у небеленых, чем у беленых. Хлопьеобразование уменьшается при использовании специальных устройств в напорных ящиках, разрушающих хлопья (перфорированные пластины, валики и др.).
Степень помола бумажной массы.
С увеличением степени помола хлопьеобразование усиливается. Снижение жирности помола бумажной массы облегчает обезвоживание (однако снижаются механические показатели бумаги).
Температура массы.
С повышением температуры уменьшается вязкость воды и увеличивается скорость обезвоживания (однако необходимо учитывать возможность выпадения солей жесткости при использовании жесткой воды). Применение замкнутого цикла использования воды несколько повышает температуру массы, снижает количество промоев, сокращаются удельные расходы воды, волокна и наполнителя.
Химические добавки.
Вместе с этой лекцией читают "5.3 Воцарение династии Романовых и завершение Смуты".
Некоторые химикаты, применяемые в производстве бумаги, повышают хлопьеобразование, но в то же время способствуют удержанию мелочи, наполнителя и увеличению скорости обезвоживания (например, полиакриламид, полиэтиленимин и т.п.), другие снижают хлопьеобразование (растительные слизи и камеди, полифосфаты и т.п.), третьи не оказывают заметного влияния на хлопьеобразование (наполнители, оптические отбеливатели).
Химический состав волокон.
Способность к обезвоживанию возрастает с понижением содержания в технической целлюлозе гемицеллюлоз и с увеличением содержания лигнина.
Действие обезвоживающих элементов сеточного стола.
Скорость обезвоживания на отсасывающих ящиках и гауч-вале возрастает с уменьшением толщины листа, увеличением температуры массы и с повышением вакуума. При этом, однако, лучше увеличивать число ящиков, чем повышать разрежение в них (чрезмерный вакуум приводит к провалу мелкого волокна и наполнителя и повышенной маркировке полотна; возрастает расход энергии на привод).


















