
г. Примеры применения АСУ ТП
ПРИМЕРЫ ПРИМЕНЕНИЯ АСУ ТП
7.6. СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ И РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ В ГАЗОВЫХ ПЕЧАХ
В машиностроении и металлургии стоит задача термообработки крупногабаритных изделий. Для ответственных изделий необходимо поддержание равномерного температурного поля на всей поверхности изделия, а также точное соблюдение графика термообработки, причем этот график может иметь достаточно сложную форму. Для этой цели обычно применяют многозонные газовые печи с импульсной системой отопления. Горелки импульсного сжигания топлива предъявляют повышенные требования к системе управления в связи с большим количеством исполнительных устройств (электромагнитных клапанов) и различных датчиков.
Предприятие «Завод технологического оборудования ОНИКС» разработало и выпустило систему программного управления и регулирования температуры (СПУРТ) для комплектации новых и модернизации существующих газовых печей.
7.6.1. Выбор технических средств
Работа в условиях цеха и необходимость отображения большого объема информации привели к решению использовать рабочую станцию AWS-822 фирмы Advantech. AWS-822 имеет кросс-плату со 8 слотами ISA, в которые устанавливаются платы процессора с флеш-диском, видеоконтроллера, входов-выходов с гальванической развязкой и ТТЛ входов-выходов.
Высокий уровень промышленных помех и большая протяженность компенсационных проводов от датчиков температуры требуют гальванической развязки и хорошего фильтра. Поэтому в качестве АЦП было решено использовать модуль ADAM-4011 в сочетании с релейным коммутатором. Модуль ADAM-4011подключается к процессорной плате через интерфейс RS-485. Высокие характеристики модуля позволили получить точные измерения температуры без дополнительной математической обработки.
Контакты всех концевых выключателей собраны в матрицу и опрашиваются группами через гальваническую развязку.
Основные технические характеристики системы СПУРТ приведены в табл. 1.
Рекомендуемые материалы
Таблица 1. Основные технические характеристики системы СПУРТ
| Количество исполнительных механизмов 220В/3А Количество исполнительных механизмов 24В/200мА Количество входов термопар (ХА) Количество контактных датчиков Количество зон регулирования Количество отрезков программы термообработки Диапазон задания температуры,С Диапазон задания скорости изменения температуры, С/час Диапазон задания времени выдержки | 16 6 8 42 4 до 100 50-1250 1-600 до99ч59мин |
7.6.2. Программное обеспечение
Применение IBM PC совместимого контроллера дало следующие преимущества:
· широкий выбор трансляторов и отладчиков;
· возможность использования настольных компьютеров для написания и отладки управляющей программы без дополнительных технических средств;
· наличие достаточного количества квалифицированных специалистов, знающих архитектуру IBM PC;
· достаточная производительность для применения алгоритмов любой сложности.
Все это позволило в сжатые сроки написать и отладить управляющую программу. Для написания программы был использован компилятор Borland C++. Практически вся программа отлажена на настольном компьютере. Окончательная отладка и тестирование выполнены при загрузке программы в контроллер под управлением отладчика Turbo Debugger, работающего в режиме удаленной отладки через последовательный порт на настольном компьютере.
Применение дисплея дало широкие возможности по организации диалога с оператором. Для того чтобы уменьшить трудоемкость компоновки экрана, он нарисован с применением графического редактора и сохранен в формате PCX. Программа загружает картинку и выводит на экран только меняющиеся текстовые поля, а также изменяет цвет у различных табло.
Возможны четыре режима работы системы СПУРТ:
· режим розжига печи;
· режим термообработки;
· режим наладки оборудования;
· режим настройки параметров.
В режиме розжига печи выполняются основные мероприятия по подготовки печи к розжигу и розжиг пилотных горелок. На всех этапах подготовки печи к работе производится контроль датчиков и блокировка неправильных действий оператора, что снижает вероятность возникновения аварийной ситуации. Все действия оператора по розжигу печи записываются в файл и могут быть при необходимости просмотрены.
В режиме термообработки задаются технологические параметры и осуществляется контроль за выполнением процесса термообработки. Система переходит в этот режим после успешно выполненного розжига. В нижней части экрана размещена информация о состоянии зон печи. По каждой зоне приводится информация о температуре печи и садки, параметрах регулятора, состоянии газовоздушного, газового и пилотного клапанов, датчика давления газа, пилотных горелок. В верхней части экрана расположено окно сообщений системы и окно программы термообработки.
Режим наладки оборудования используется для проверки в ручном режиме работы исполнительных механизмов и датчиков при подготовке системы к работе или при проведении ремонтных мероприятий.
Режим настройки параметров предназначен для корректировки коэффициентов регуляторов и других параметров системы.
Программное обеспечение может быть скорректировано с учетом требований
7.7. АСУ ТП РУДНОТЕРМИЧЕСКОЙ ЭЛЕКТРОПЕЧИ ДЛЯ ВЫПЛАВКИ СПЛАВОВ НА ОСНОВЕ КРЕМНИЯ
В разделе описана АСУ ТП руднотермической печи для выплавки сплавов на основе кремния. Использование надежной техники в сочетании с развитым программным обеспечением, реализующим оригинальные алгоритмы управления и “ноу-хау”, позволили окупить затраты на создание системы в течение одного года.
7.7.1. История создания системы
Первая в СНГ микропроцессорная система управления (на базе КТС ЛИУС и ПЭВМ) для выплавки кремнистых ферросплавов была внедрена в цехе № 4 на печи № 38 ОАО “Запорожский завод ферросплавов” (ОАО “ЗФЗ”). Система существенно повысила качество управления процессом плавки и, как следствие, технико-экономические показатели работы электропечного агрегата. После того как руководство завода убедилось в эффективности работы системы, было решено выделить средства для приобретения технического обеспечения и продолжения НИР с целью разработки и внедрения более совершенной АСУ ТП выплавки кремнистых сплавов для двух других печей в этом же цехе на базе IBM PC совместимого индустриального компьютера производства Advan-tech и ОС реального времени QNX.
7.7.2. Задача, стоявшая перед разработчиками
Перед разработчиками стояла задача создать систему, соответствующую, а по некоторым возможностям и превосходящую известные зарубежные аналоги. Следует отметить, что при этом в цехе №3 ОАО “ЗФЗ” одна из зарубежных фирм (АВВ, Швеция) выполняла разработку и внедрение системы автоматического управления для двух печей, выплавляющих металлический марганец на базе системы “Мастер”. Разработчики понимали, что работать придется в условиях конкуренции, поэтому поставили задачу превзойти зарубежные решения, в первую очередь, по функциональным возможностям системы.
Разрабатываемая система должна в автоматическом и (или) автоматизированном режимах, используя все существующие возможности управления, обеспечить выплавку заданной марки ферросилиция при максимальной производительности электропечного агрегата с ограничениями по удельному расходу электроэнергии и сохранности оборудования за счет ограничения токов с высокой стороны печных трансформаторов.
7.7.3. Пути решения проблемы
Управление процессом выплавки ферросплавов в мощных электропечах с помощью локальных систем автоматизации не позволяет достичь высоких технико-экономических показателей в связи с субъективным влиянием технологического персонала на ход процесса. Основным путем решения проблемы является согласованное управление всеми сторонами процесса с помощью вычислительной техники.
Для достижения поставленной задачи необходимо было решить ряд вопросов, главными из которых являются
· проведение обследования электропечи, разработка методов и средств борьбы с помехами в измерительно-информационных каналах;
· системотехнический синтез системы, предусматривающий максимально возможный автоматический ввод информации в систему и использование датчиков и исполнительных механизмов с высокими метрологическими характеристиками и показателями надежности.
· выбор надежной операционной системы и базовых программных средств для создания комплекса, практически не требующего обслуживания и сопровождения;
· выдача задания на выполнение проекта привязки;
· сопровождение проектирования и монтажа технического обеспечения;
· разработка и внедрение информационной подсистемы;
· исследование электропечи с помощью информационной подсистемы, разработка адекватной объекту управления математической модели и надежных алгоритмов управления;
· разработка программного обеспечения системы с акцентом на надежность и удобство интерфейса оператора;
· отладка, опытная эксплуатация и внедрение системы в промышленную эксплуатацию;
· обучение и подготовка для работы с системой обслуживающего и эксплуатационного персонала.
Недооценка любого из приведенных вопросов, как показывает практика приводит к тому, что разрабатываемые АСУ ТП не оправдывают возлагаемых на них надежд и в какой-то степени и дискредитируют саму идею компьютерного управления сложными металлургическими объектами.
7.7.4. Назначение и функции системы
Систему предназначена для обеспечения эффективного функционирования ферросплавных печей путем автоматизированного выполнения контроля, анализа, координации и регулирования основных параметров шихтового и электрического режимов, а также режима спекания и перепуска электродов.
Органы управления, подлежащие автоматизации:
· механизмы перемещения электрододержателей;
· механизмы перепуска электродов;
· переключатели ступеней напряжения (ПСН) печных трансформаторов;
· механизмы поворота воздушных заслонок обдува электродов.
Структурная схема АСУ ТП выплавки сплавов на основе кремния представлена на рис. 7.4.
Основные функции системы:
· сбор, подготовка и выдача технологическому персоналу оперативной информации о ходе технологического процесса, включая нарушения и отказ средств контроля и оборудования;
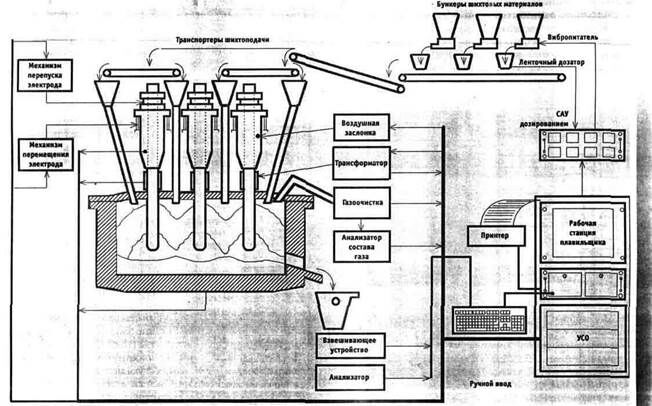
Рис. 7.4. Структурная схема АСУ ТП выплавки сплавов на основе кремния
· стабилизация активной мощности печи при равномерном ее распределении по электродам;
· управление режимом спекания и перепуска электродов и оценка положения реакционной зоны в ванне печи;
· контроль баланса углерода в ванне печи и выдача рекомендаций по составу шихты и корректирующим добавкам;
· обмен информацией с АСУП завода.
7.7.5. Использованные технические и программные средства
Техническое обеспечение системы включает в себя
· средства получения информации о состоянии электропечного агрегата (использованы общепромышленные датчики и преобразователи производства Украины и стран СНГ);
· средства вычислительной техники (применены промышленные компьютеры фирмы Advantcch);
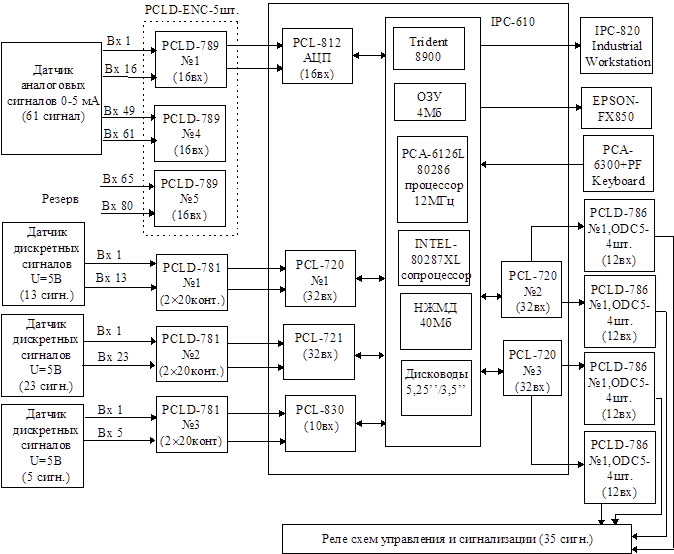
· средства локального регулирования и управления (использованы существующие на объекте). Состав технических средств управляющего вычислительного комплекса приведен на рис. 7.5. При его рассмотрении следует учитывать время создания системы, когда самым быстрым микропроцессором фирмы Intel был 386DX40. Однако применение операционной системы реального времени QNX фирмы QNX Software System Ltd. (Канада) позволило даже на таком скромном, по сегодняшним меркам, ядре, как 80286-12 МГц/4Мбайт, успешно реализовать все функции системы и создать эффективное и надежное программное обеспечение с развитым интерфейсом и большим количеством выходных документов (отчетных форм, видеограмм, трендов).
Кроме минимизации стоимости аппаратуры, выбор базового системного программного обеспечения основывался на следующих соображениях:
· должна быть обеспечена истинная многозадачность, так как необходима параллельная работа драйверов УСО, модуля расчетныx параметров, модуля интерфейса с оператором, шести управляющих алгоритмов, баз данных и протокола работы системы.
· время реакции на внешние события должно быть жестким, -гак как необходимо со 100% гарантией успеть “схватить” электрод, находящийся в свободном падении.
· система должна быть устойчива к сбоям: срабатывание охранного таймера PCL-6126 и перезагрузка компьютера “на ходу” не должны приводить, к повреждениям файловой системы.
7.7.6. Функционирование системы
АСУ ТП “Ферросилиций” внедрена на модернизированной (с повышением мощности до 21 МВА) электропечи серии РКЗ 16,5 ОАО “Запорожский завод ферросплавов.” Электропечь снабжена тремя однофазными трансформаторами, обеспечивающими переключение ступеней напряжения под нагрузкой, гидравлическим приводом перемещения электрододержателей и пневматическим механизмом перепуска электродов.
Рис. 7.5. Состав технических средств управляющего вычислительного комплекса
В состав системы входят подсистемы: информационная, управления электрическим режимом, управления режимом спекания и перепуска электродов, управления шихтовым режимом.
7.7.7. Информационная подсистема
Информационная подсистема предназначена для формирования базы данных, используемой при решении задач управления, а также для формирования мнемосхем, выходных сообщений, документов и видеокадров, используемых оперативным персоналом.
Входная информация АСУ ТП представлена сигналами, вводимыми автоматически, и нормативно-справочной информацией (НСИ), вводимой с клавиатуры.
Параметры, вводимые автоматически:
· аналоговые сигналы: электрические параметры (токи, напряжения, активные мощности); температура (масла, воды, воздуха между мантелем и электродом, газа в наклонном газоходе, кожуха печи, подины); расход (воздуха на обдув электрода, колошникового газа по печи); давление газа (под сводом, в напорном коллекторе); разрежение на наклонном газоходе, перепад на трубке Вентури, содержание в колошниковом газе H2, O2, CO и CO2, положение электродержателей, уровень масла в баке переключателей ступеней напряжения;
· числоимпульсные сигналы: расход активной и реактивной энергии по печи, величина перепуска электродов;
· дискретные сигналы;
· признаки состояния “Включено” или “Отключено” технологического оборудования, конечное состояние электрододержателей, воздушных заслонок, положение переключателей выбора режима работы АСУ ТП и локальных систем (ручное/автоматическое) и т. п.
· нормативно-справочная информация включает настраиваемые параметры и параметры, вводимые в темпе с процессом.
· настраиваемые параметры: уставки и зоны нечувствительности для электрических параметров, температур, константы для перепуска и обдува электрода, коэффициенты для шихтового режима, минимальные и максимальные соотношения компонентов в шихте, дискреты корректировки соотношения компонентов в шихте и др.
· параметры, вводимые в темпе с процессом: текущее значение концентрации кремния в сплаве, масса плавки физическая, содержание в плавке, кремния, алюминия, серы, фосфора, углерода.
Ввод информации от всех датчиков выполняется с заданной частотой опроса. Ввод информации с пульта оператора-технолога осуществляется по инициативе персонала.
Вся входная информация контролируется на достоверность по возможным границам.
При работе системы на экран монитора по выбору оператора выводится одна из четырех мнемосхем* (печного агрегата, системы газоочистки, охлаждения печных трансформаторов, перепуска и обдува электродов), а также видео-кадры с информацией по электрическому режиму, перепуску электродов, шихтовому и технико-экономическому режимам. Имеется возможность оперативного изменения уставок и технологических границ параметров. Предусмотрены просмотр в режиме самописца и выдача па печать графиков изменения для более чем 40 различных параметров.
Мнемосхема печного агрегата является основной. На ней приведены схематичное изображение печи с электродами и трансформаторами, основные параметры технологического процесса и отображение состояния выходных сигналов и сообщений по управлению процессом: увеличить (уменьшить) напряжение трансформатора, поднять (опустить) электрод, рекомендуемое соотношение кокса и железной стружки в шихте, выходные управляющие сообщения “Дать кокс (кварцит)” под соответствующий электрод и “Выпустить сплав”.
При выходе автоматически вводимого параметра за установленные технологические границы его текущая величина на мнемосхеме окрашивается в красный цвет. Пиктограмма, изображающая красный телефон, переводится в режим мигания. Синхронно окрашивается в красный цвет соответствующая пиктограмма-указатель под поясняющей надписью “Уровень” в нижней части экрана, показывающая номер мнемосхемы, на которую выводится искомый параметр. Выдается сигнал “Звуковая сигнализация (громкая)”. В протокол работы системы заносится сообщение о нарушении “Тревога” с указанием времени, даты, наименования и значения параметра. При возврате параметра в заданные границы в протокол заносятся аналогичные сообщение, только признак “Тревога” заменяется на “Норма”. При этом красная окраска текущей величины параметра и пиктограммы-указателя, а также мигающий режим красного телефона отменяются.
При значении параметра, близком к технологическим границам (в 5% зоне), его текущая величина на соответствующей мнемосхеме окрашивается в желтый цвет и в режим мигания переводится желтый телефон. Синхронно окрашивается и желтый цвет соответствующая пиктограмма-указатель под поясняющей надписью “Уровень” в нижней части экрана, показывающая номер мнемосхемы, на которую выводится искомый параметр. В системный протокол заносятся записи в соответствии с уже описанным алгоритмом с признаком “Внимание” и выдается сигнал “Звуковая сигнализация (тихая)”.
При выходе параметра за установленные возможные границы его текущая величина на соответствующей мнемосхеме окрашивается в фиолетовый цвет. Одновременно фиолетовый телефон переходит в режим мигания. Синхронно окрашивается в фиолетовый цвет соответствующая пиктограмма-указатель под поясняющей надписью “Недостоверность” в нижней части экрана, показывающая номер мнемосхемы, на которую выводится параметр с отклонением. В протокол работы системы заносится сообщение с признаком “Недостоверность”.
Аналогично функционируют мнемосхемы спекания и перепуска электродов, охлаждения трансформаторов и газоочистки.
Информационной подсистемой формируется семь типов документов, хранящихся на жестком диске, которые могут быть вызваны на просмотр или печать в любое время: сменный рапорт почасового расхода электроэнергии, сменный и суточный рапорты работы печи, паспорт плавки, сменный и суточный рапорты планок, протокол работы печи. Предусмотрено “скользящее” хранение документов и графиков изменения параметров в течение 6 суток.
Подсистема управления электрическим режимом предусматривает электроду, и в конечном итоге стабилизацию заданной активной мощности печи при условии соблюдения ограничений по току электродов. Подход к управлению электрическим режимом основан на работе печи с ограниченным перемещением электродов и с приоритетом работы на нижних конечных выключателях электрододержателей.
Выходная информация подсистемы — сигналы прямого управления переключателями ступеней напряжения печных трансформаторов, приводим перемещения электрододержателей, сообщения, выдаваемые оператору на ручную корректировку шихты в районе электродов, выпуск сплава и сигнал на отключение печи (при аварийной ситуации).
Подсистема управления режимом спекания и перепуска электродов предусматривает согласование между скоростью угара, скоростью коксования и величиной перепуска электрода при условии сохранности его механических свойств.
Выходная информация подсистемы — сигналы прямого управления локальной системой перепуска электродов и системой обдува электродов.
Подсистема управления шихтовым режимом предусматривает контроль баланса углерода в ванне печи, химсостава сплава и их стабилизацию за счет изменения навесок шихтовых материалов с учетом транспортного запаздывания тракта шихтоподачи.
Выходная информация подсистемы — рекомендуемое соотношение кокса и железной стружки, выдаваемое на устройство отображения (дисплей) и на устройство печати.
7.7.8. Уникальные особенности проекта
Определяющими электрическими параметрами ферросплавной печи являются активная мощность (Р), вводимая и ванну печи, и распределение ее в плавильном пространстве. Для данной конструкции электропечи, в зависимости от марки выплавляемого сплава, существует оптимальное значение Р, при котором обеспечивается заданная производительность, а удельный расход электроэнергии минимален. Кроме того, при прочих равных условиях производительность печи и удельный расход электроэнергии и значительной степени зависят от равномерности распределения активной (Рэ) мощности по электродам.
К уникальным особенностям проекта следует отнести автоматическое управление переключателем ступеней напряжения (ПСН) и перемещением электродов для целей равномерного распределения активной мощности по электродам. Практически все известные системы для трехэлектродных печей ограничиваются только автоматическим перемещением электродов, а переключение ступеней печного трансформатора осуществляется вручную.
Непосредственный ввод информации о номере ПСН печного трансформатора с помощью дискретных сигналов имеет ряд недостатков: низкую надежность и сложность регулировки механизма, связывающего ПСН с коммутатором, необходимость в дешифраторе, линиях связи, модулях ввода дискретных сигналов.
Попытки использовать метод автоматического определения номера ПСН по коэффициенту трансформации (Ктр) приводили к определению номера ПСН с погрешностью до трех ступеней.
В системе используется способ автоматического определения номера ступени ПСН, по которому рассчитанное значение Ктр автоматически корректируется с учетом влияния нагрузки и изменения внутреннего сопротивления трансформатора, что обеспечивает максимальную погрешность до одной ступени.
Важнейшим с позиций сохранности электротехнического оборудования и стойкости электродов является ток электрода (Iэ), значение которого не должно превышать допустимой величины.
Для ферросплавных печей, оснащенных устройством продольной компенсации, измерение Iэ выполняется в цепи вольтодобавочной обмотки. В связи с тем, что АСУ Т11 установлена на печи без устройства продольной компенсации, Iэ определяется расчетным путем. При этом измеряется ток (I) на стороне высокого напряжения с помощью трансформаторов тока, соединенных в “звезду”, а значение Iэ автоматически рассчитывается с использованием I и откорректированного коэффициента трансформации. Аналогично определяется значение активной мощности электрода.
После определения Iэ и Рэ традиционными методами рассчитываются другие параметры: активное и реактивное сопротивление цепи электрод-подина, коэффициент мощности и т. п.
7.7.9. Результаты внедрения проекта
Показатели эффективности системы управления подразделяются на явные, которые могут быть выражены количественными показателями, и неявные (проявляющиеся опосредствованно).
К явным источникам эффективности относятся:
· снижение удельных расходов электроэнергии, электродной массы, шихтовых материалов,
· повышение производительности электропечей.
Неявные источники эффективности:
· снижение аварийности, диагностика состояния технологического оборудования (ПСН, механизмов перемещения электрододержателей, трансформаторов и т. п.);
· накопление и совершенствование знаний о процессе (непрерывная регистрация данных о работе печи в нормальных, аварийных и предаварийных ситуациях);
· повышение качества управления, перенос опыта управления на печи, не оборудованные системами управления;
· улучшение условий труда обслуживающего персонала;
· снижение затрат на профессиональную подготовку плавильщиков.
По сравнению с системой управления “Мастер” фирмы ABB, внедренной практически одновременно в цехе № 3, рассматриваемая система реализует дополнительно ряд функций, главными из которых являются
· автоматическое управление ПСП печного трансформатора;
· автоматическое управление перепуском электрода;
· контроль баланса углерода в ванне печи и выдача рекомендаций по составу шихты.
Использование надежного технического обеспечения в сочетании с развитыми программными средствами, реализующими оригинальные алгоритмы управления и “ноу-хау”, позволили окупить затраты на создание системы в течение одного года.
7.7.10. Надежность и удобство в эксплуатации
Система довольно проста и эксплуатации, при этом в функции персонала входит:
· выбор режима„функционирования системы (ручной/автомат);
· выбор параметров процесса (устапок) и ввод их с помощью клавиатуры и систему;
· осуществление контроля за функционированием системы и электропечного агрегата;
· анализ значения параметров процесса и принятие решений по устранению их выхода за установленные границы;
· выполнение рекомендаций системы по обеспечению баланса углерода в ванне печи.
При разработке мнемосхем использовались такие принципы, как лаконичность, автономность, акцентирование, пространственное соответствие, использование привычных стереотипов. Указанный подход позволил создать интуитивно понятный человеко-машинный интерфейс. По мнению плавильщиков, у системы один “существенный” недостаток: “она не бросает кокс с лопаты в печь, а только выдает рекомендацию сделать это”. Пользователь системы — плавильщик, имеющий, как правило, средне-техническое или высшее образование, обучается работе с системой за две-три недели.
Система введена в эксплуатацию в январе 1995г. и работает круглосуточно. Основными воздействующими факторами окружающей среды являются мощные электромагнитные поля от электрической дуги и от печных трансформаторов, температура, запыленность. Особенно следует отметить устойчивую работу монитора рабочей станции IPC-820 в условиях мощных электромагнитных помех. За вес время работы был только один выход из строя платы вывода дискретных сигналов PCL-720, связанный с тем, что при ее обслуживании в цепь 24В ошибочно включили источник напряжения 220В.
Низкое качество питающего напряжения один раз в 2-3 дня приводит к тому, что система перезапускается. Перезапуск не влечет за собой фатального результата, т. к. при этом обеспечивается сохранение необходимой информации и выполнение всех функций системы.
7.7.11. Выводы
Система построена на программно-аппаратной базе 1993-94 годов, выбор средств оптимизировался по критериям достижения максимальной надежности и функциональности в условиях жестких финансовых ограничений.
Люди также интересуются этой лекцией: 13 - Факторы метаморфизма.
Время подтвердило стратегическую и тактическую правильность принятых решений:
· из разряда малоубедительной экзотики в мире контроллеров и специализированных рабочих станций индустриальные PC перешли в категорию наиболее перспективных средств автоматизации, все более вытесняющих закрытые системы.
· фирма Advantech превратилась из малоизвестного поставщика клонов лабораторного УСО в одного из крупнейших мировых производителей промышленных компьютеров, технические решения которого стали стандартом де-факто и дублируются теперь более мелкими фирмами;
· QNX Software Systems Ltd., благодаря реализации своих революционных идей, захватила около 80% рынка операционных систем реального времени для PC.
Принятая ориентация на резкое уменьшение показывающих, самопишущих приборов и перевод их функций на экран монитора и в дисковую память компьютера себя оправдала, но существование традиций и психологического барьера у технологов не позволило полностью отказаться от этих приборов при внедрении первых систем.
Дальнейшая автоматизация ферросплавных печей будет развиваться за счет расширения функциональных возможностей систем управления, разработки более гибкого математического и программного обеспечения с элементами искусственного интеллекта.




















