Курсовая работа: Проектирование системы управления установки изготовления металло-стеклянных спаев
Описание
Расчетно – пояснительная записка к курсовому проекту
«Основы электронных технологий»
на тему:
«Проектирование системы управления установки изготовления металло-стеклянных спаев»
Москва
2006 год
Содержание
Задание______________________________________________________3
1. Введение__________________________________________________4
2. Описание процессной модели. Выбор и обоснование
целевых, сервисных функций и функций коррекции цепи______6
3. Техническое задание и техническое предложение на
систему управления установки______________________________9
4.Описание КПС механики___________________________________11
5.Документы, сопровождающие КПС__________________________13
6. Информационный поиск датчиков и исполнительных
механизмов машины и её САУ______________________________15
7.Заключение_______________________________________________23
Список использованных источников___________________________24
ЗАДАНИЕ
на курсовой проект по курсу «Основы проектирования систем автоматического управления оборудования электронных технологий».
Тема проекта:Установка изготовления металло-стеклянных спаев.
1. Проработать описание работы машины, выбрать и обосновать состав его основных целевых функций, сервисных функций, функций коррекции цели.
2. Разработать комплексную принципиальную схему, как совокупность системы целевых механизмов, системы их энергообеспечения и системы управления, связанных материальными, энергетическими и информационными потоками.
3. Описать механический, энергетический и информационный интерфейс компонентов машины. Дать техническое задание и техническое предложение на САУ и основные элементы машины.4. Разработать принципиальную электрическую схему элемента САУ или САУ в целом.
Содержание графической части.
1. Процессная модель машины..................................................1 л.
2. Комплексная принципиальная схема....................................2 л.
3. Принципиальная электрическая схема(топология сети)......................1 л.
1.Введение. Описание целевого, механического и энергетического интерфейса спроектированной технологической машины.
2.Описание процессной модели. Выбор и обоснование целевых, сервисных функций, и функций коррекции цели.
3.Техническое задание и техническое предложение на систему управления машины по приведенной в Приложении 1 форме.
4. Описание комплексной принципиальной схемы ФС. Обоснование структурно-компоновочного решения, выбор и согласование уровней потоков элементов.
5. Документы, сопровождающие комплексную принципиальную схему:
-перечень элементов ПЭ;
-перечень потоков и сигналов ПС;
-технические задания на основные подсистемы и узлы машины ТЗ.
6. Информационный поиск датчиков и исполнительных элементов машины и ее САУ, описание целевого, механического, энергетического и информационного интерфейса этих элементов ОЭ.
7. Расчет и описание принципиальной электрической схемы.
8. Заключение.
1. Введение
Краткое описание установки и принципа ее работы.
Установка предназначена для изготовления спаев ковара и стекла нейтронных трубок (рис.1).
|
По принципу действия нейтронная трубка является линейным ускорителем ионов, генерация нейтронов в котором происходит в результате экзотермической реакции (d, n), когда ускоренные ионы дейтерия (смеси ионов дейтерия и трития) бомбардируют мишень, насыщенную дейтерием (смесью дейтерия и трития). Получаемые при этом нейтроны имеют энергию 2,5Мэв для реакции D(d, n)He3 и 14Мэв для реакции T(d, n)He4 и излучаются изотропно в угол 4p относительно мишени. В состав газонаполненной нейтронной трубки входит ионный источник Пеннинга, хранилище рабочего газа – натекатель, специальный электрод вблизи мишени для подавления вторичных электронов и мишенный узел. Рабочий газ (дейтерий или смесь дейтерия и трития) содержится в натекателе, представляющем собой цилиндр из гидрида металла. Выделение рабочего газа происходит в результате термодесорбции при прохождении через натекатель электрического тока. Ионы в источнике образуются в результате газового разряда в скрещенных электрическом и магнитном полях. Аксиальное магнитное поле создается постоянным кольцевым магнитом, размещенным соосно с источником ионов.
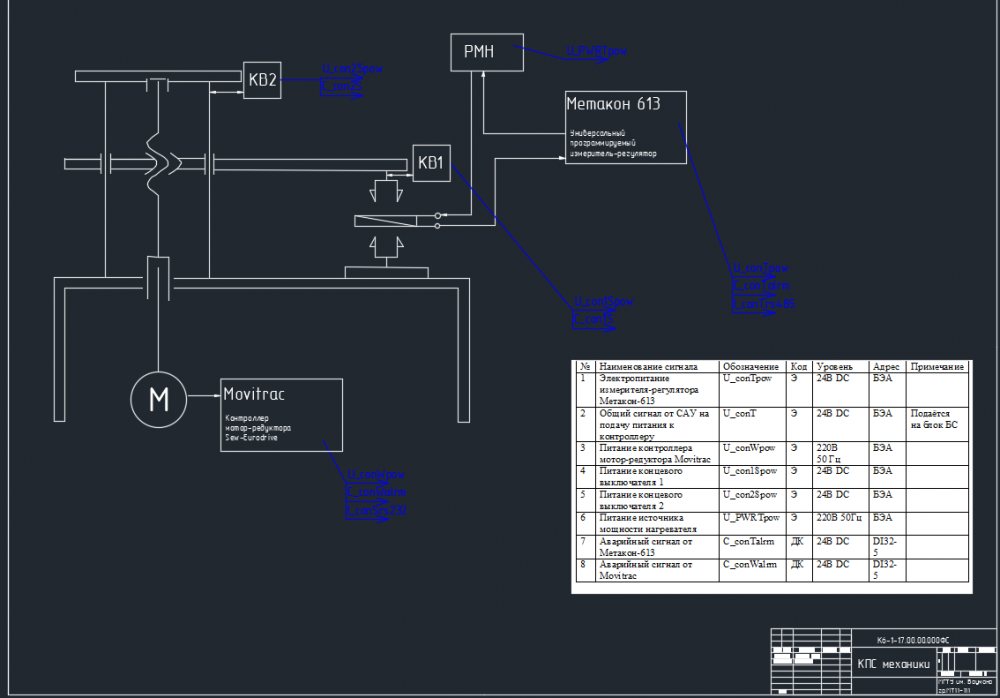
Принципиальная схема установки представлена на рис.2.
|
В нижний цанговый зажим рабочим устанавливается металлическое кольцо, в верхний – стеклянная трубка. После этого со скоростью 1.44 м/мин верхняя цанга опускается до контакта с металлическим кольцом. Затем рабочий с помощью ручной горелки в течении нескольких секунд производит разогрев места будущего стая. Далее включается индуктор, начинает разогреваться коваровое кольцо, от него теплопередачей нагревается стекло, и когда сткло достигает пластического состояния включается подача верхней цанги со скоростью 0.224 м/с на 2 мм, после чего привод отключатся, так же, как и индуктор. После этого происходит охлаждение изделия на воздухе до температуры 150 0С, далее включается вертикальная подача, верхняя цанга поднимается вверх, после чего в нижнюю устанавливается второе коваровое кольцо, в верхней цанге заготовка переворачивается, происходят все вышеописанные операции, и после этого изделие снимается со станка и отправляется в печь отжига.
Цанга перемещается вместе с траверсой, а она, в свою очередь, перемещается по двум направляющим скольжения и приводится в движение мотор-редуктором посредством передачи винт-гайка скольжения.
Управление двигателями, а так же управление нагревом и контроль температуры производится системой автоматического управления (САУ).2. Описание процессной модели. Выбор и обоснование целевых, сервисных функций и функций коррекции цели
Установка должна работать в прерывном цикле.
Система управления должна реализовать основные целевые, сервисные функции и функции коррекции цели.
1. Основные целевые функции.
-Реализация процесса спайки в полуавтоматическом режиме управления.
2. Сервисные функции.
-Индикация состояния установки и процесса на мониторе.
-Сигнализация об аварийных ситуациях и блокировки.
-Функции учета.
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel