Курсовая работа: Система управления координатно-сверлильным станком
Описание
Содержание
3.3. Выбор сервисных процессов. 8
4. Комплексная принципиальная схема. 10
5. Технические параметры управляемых элементов. 14
5.3. Пневмораспределитель с электромагнитным управлением.. 15
5.4. Электропневматический преобразователь SMC EIT 2030. 16
5.5. Пневмораспределитель с электромагнитным управлением.. 18
7. Микросхема ULN 2003 (блок ключей) 19
8. Цифроаналоговый преобразователь AD7233. 20
9. Операционный усилитель КР140УД18. 22
10. Расчет параметров ОУ и ЦАП.. 23
11.1 Датчики контроля начального положения. 24
11.2. Контроль прижима платы.. 24
11. 8-разрядный флэш-микроконтроллер с полноскоростным USB-портом AT89C5131. 24
12. Электрическая принципиальная схема. 27
13.1. Расчет оптронной развязки. 30
14. Программное обеспечение. 31
15. Расчет времени сверления отверстия произвольного диаметра. 34
17. Список использованных источников. 36
В данном курсовом проекте рассмотрена система автоматизированного управления координатно-сверлильным станком с автоматической сменой инструмента и прижимом заготовки к столу.
Рассмотрены основные узлы САУ и проведено проектирование принципиальной электрической схемы.
Графическую часть проекта составляют 4 листа, выполненных в среде Компас-3D V9.
Расчетно – пояснительная записка составляет 36 листов, выполненных в среде Microsoft Word 2007.
Графическая часть курсового проекта содержит:
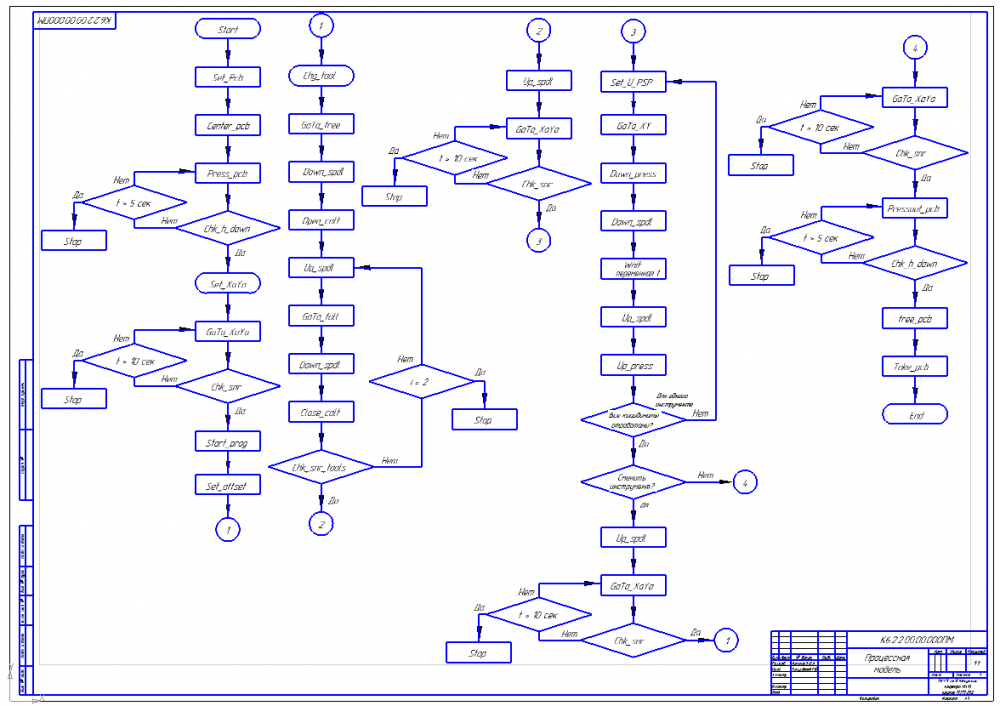
- Процессную модель установки. Блок схему алгоритмов работы.
- Комплексную принципиальную схему установки.
- Таблицы сигналов и элементов.
- Электрическую принципиальную схему.
2. Введение
Окончательную сборку микроэлектронных компонентов (дискретных приборов, твердотельных и гибридных интегральных схем) производят на печатных платах, представляющих собой диэлектрические подложки из стеклотекстолита или другого диэлектрика с нанесенным на них слоем медной фольги толщиной 9-50 мкм. Различают односторонние двухсторонние и многослойные печатные платы. Технологии их изготовления не сильно отличаются друг от друга т.к. односторонние и двухсторонние платы по своей сути являются частым случаем многослойных печатных плат, поэтому многослойным платам и технологии их изготовления и следует уделить наибольшее внимание. Минимальные размеры элементов на печатных платах - 100 мкм, в ближайшей перспективе — 25 и менее микрометров. Габариты печатных плат обычно составляют 200-400 миллиметров.
Основной тенденцией современной электронной техники является уменьшение основных размеров элементов, монтируемых на печатные платы. Это приводит к уменьшению размеров контактных площадок этих элементов, диаметров переходных отверстий, толщины проводников и т.д.
Таким образом, необходимо оборудование, которое соответствовало бы заданным требованиям по точности (точность позиционирования не менее 25 мкм).
Bungard CCD/ATC
Проектируемая установка предназначена для высокоточночной механической обработки заготовок печатных плат: сверления и фрезерования.
Данная установка имеет ряд преимуществ по сравнению с базовой установкой Bungard CCD/ATC:
- Возрастает точность позиционирования, благодаря использованию ШВП.
- Уменьшается утомляемость оператора, вследствие снижения шума.
- Снижается стоимость конструкции, благодаря использованию пневматического привода по оси Z.
- Снижается процент брака за счет прижима заготовки к столу и возможность обработки нескольких заготовок одновременно.
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel



















