Курсовая работа: Установка диффузионной сварки
Описание
Расчетно – пояснительная записка к курсовому проекту
«Основы электронных технологий»
на тему:
«Проектирование системы управления установки диффузионной сварки»
Москва
2005
Содержание
Задание_______________________________________________
1. Введение____________________________________________
2.Описание процессной модели. Выбор и обоснование целевых, сервисных функций и функций коррекции цели_______________________________________________
3.Техническое задание и техническое предложение на систему управления установки________________________
4.Описание КПС механики_____________________________
5.Документы, сопровождающие КПС____________________
6.Информационный поиск датчиков и исполнительных механизмов машины и её САУ________________________
7.Заключение_________________________________________
Список использованных источников____________________
Приложение___________________________________________
ЗАДАНИЕ
на курсовой проект по курсу «Основы проектирования систем автоматического управления оборудованием электронных технологий»
Тема проекта: _установка диффузионной сварки______________
______________________________________________________
1. Проработать описание работы машины, выбрать и обосновать состав его основных целевых функций, сервисных функций, функций коррекции цели.
2. Разработать комплексную принципиальную схему, как совокупность системы целевых механизмов, системы их энергообеспечения и системы управления, связанных материальными, энергетическими и информационными потоками.
3. Описать механический, энергетический и информационный интерфейс компонентов машины. Дать техническое задание и техническое предложение на САУ и основные элементы машины.4. Разработать принципиальную электрическую схему элемента САУ или САУ в целом.
Содержание графической части.
1. Процессная модель машины....................................................1 л.
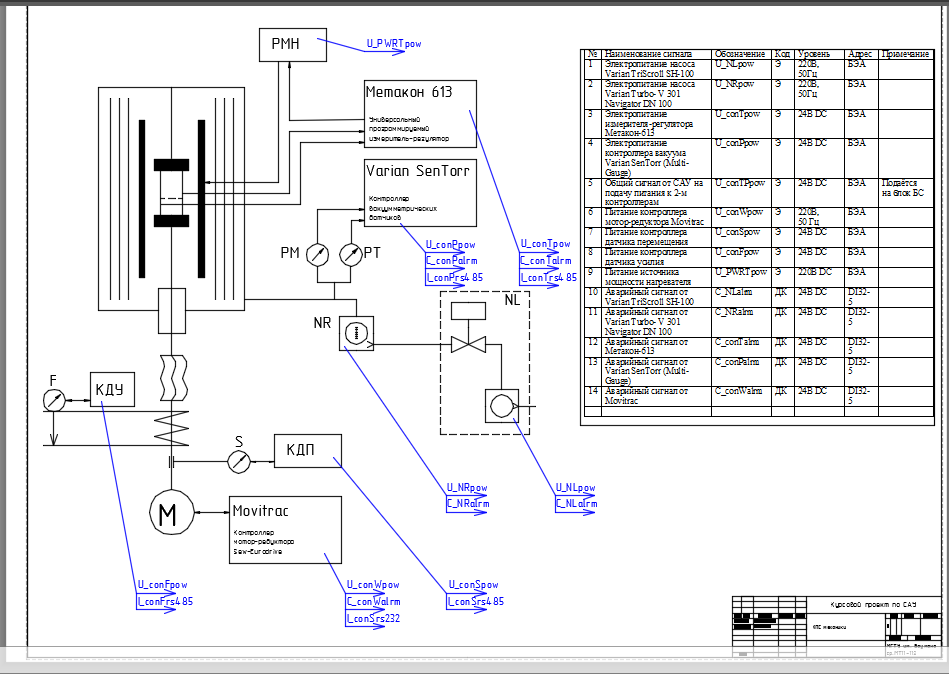
2. Комплексная принципиальная схема......................................2 л.
3. Принципиальная электрическая схема..................................1 л.
1.Введение. Описание целевого, механического и энергетического интерфейса спроектированной технологической машины.
2.Описание процессной модели. Выбор и обоснование целевых, сервисных функций, и функций коррекции цели.
3.Техническое задание и техническое предложение на систему управления машины по приведенной в Приложении 1 форме.
4. Описание комплексной принципиальной схемы ФС. Обоснование структурно-компоновочного решения, выбор и согласование уровней потоков элементов.
5. Документы, сопровождающие комплексную принципиальную схему:
-перечень элементов ПЭ;
-перечень потоков и сигналов ПС;
-технические задания на основные подсистемы и узлы машины ТЗ.
6. Информационный поиск датчиков и исполнительных элементов машины и ее САУ, описание целевого, механического, энергетического и информационного интерфейса этих элементов ОЭ.
7. Расчет и описание принципиальной электрической схемы.
8. Заключение.
1. Введение
Описание физики процесса диффузионной сварки и проведения работы
Диффузионная сварка в твердом состоянии – способ получения монолитного соединения, образовавшегося вследствие возникновения связей на атомном уровне, появившихся в результате максимального сближения поверхностей за счет локальной пластичности деформации при повышенной температуре, обеспечивающей взаимную диффузию в поверхностных слоях соединяемых материалов.
Диффузионная сварка – это процесс, при котором детали, находясь в тесном контакте при контролируемом давлении, нагреваются до заданной температуры в течение определенного периода времени. Эти заданные условия позволяют посредством местной пластической деформации, создающей максимальное сближение поверхностей, и массопереноса (диффузии) атомов между двумя соединяемыми частями детали обеспечить равнопрочность основного материала.
Диффузионная сварка обладает целым рядом достоинств: она не требует дорогостоящих припоев, электродов, флюсов, защитных газов, более того отпадает необходимость в последующей механической обработке, так как нет окалины, шлака и грата, что исключает потерю ценного металла, масса конструкции не увеличивается, что неизбежно при других видах сварки, детали не коробятся, свойства металла в зоне соединения не изменяются, поскольку нагрев локален; сварка происходит при невысоких температурах и давлениях; отпадает необходимость в термообработке; повышается качество изделий и увеличивается срок их службы.
Применение вакуума при диффузионной сварке позволяет получить соединение с минимальным содержанием вредных примесей, даже при сварке высокоактивных металлов. Диффузионная сварка наилучшем образом протекает при вакууме не ниже 10-2 мм рт. ст. или при бескислородной атмосфере инертного газа.
Диффузионная сварка – разновидность сварки давлением – происходит за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и незначительной пластической деформации; сварное соединение образуется в результате диффузии атомов соединяемых частей через поверхность стыка как в твердом, так иногда и в жидком состоянии.
Соединяемые поверхности с помощью приложения сжимающего давления сближаются на расстоянии действия межатомных сил.
Сварку проводят в специальных сварочных установках.
За последнее время проведены важнейшие научно-технические и опытные работы, позволяющие значительно расширить применение диффузионной сварки практически во всех отраслях промышленности.
Таким образом, за сравнительно короткий срок диффузионная сварка нашла широкое применение; интерес к этому весьма прогрессивному и экономичному способу сварки, а также диффузионной металлургии и методу улучшения свойств металлов и сплавов путем их термовакуумной обработки постоянно растет.
Термодеформационный цикл сварки.
В течение всего процесса сварки давление остаточных газов в сварочной камере не должно превышать(5- l0-5 мм_рт.ст. ).
Параметрами сварки являются: температура, усилие сдавливания и время. В совокупности эти три параметра определяют термодеформационный цикл сварки, т.е. диаграммы изменения температуры и усилия сдавливания во времени за один сварочный цикл.
Экспериментально установленный термодеформационный цикл сварки, обеспечивающий герметичность всех металлокерамических соединений одного изделия состоит из трех стадий. На первой стадии осуществляется нагрев изделия и изотермичекая выдержка при 580+_10)С в течение 30 мин. При этом происходит обезгаживание всех поверхностей изделия, в том числе и контактных поверхностей керамики и металла.
На второй стадии производится охлаждение изделия и изотермическая выдержка при (500±10)°С в течение 30 мин с усилия сдавливания 200-250Н. в течение первых 15 мин и усилия 1100Н,создающего давление на металлические поверхности, превышающее предел текучести металла, в течении последующих 15 мин выдержки. При этом из-за пластической деформации металла приложенное усилие стремится самопроизвольно снизиться до значения, соответствующего точке перехода в упругую деформацию, поэтому необходимо многократно восстанавливать первоначально приложенное усилие после каждого самопроизвольного спада. Таким образом, условная штриховая линия на диаграмме усилия сдавливания реально представляет собой пилообразную линию, в которой число циклов восстановления нагрузки подбирается экспериментально, исходя из двух критериев: герметичности получаемых соединений и максимально допустимой радиальной деформации металлических выводов, определяемой габаритным размером изделия по чертежу. На данной стадии достигается полный физический контакт на микроуровне между соединяемыми поверхностями. Алюмокерамические соединения становятся неразъемными.
На третьей стадии осуществляется нагрев изделия до (580+_10)С с изотермической выдержкой в течение 60 мин, при этом усилие поддерживается на уровне 200-250 Н. Назначение этой стадии - интенсификация процессов диффузии для образования прочных и герметичных диффузионных соединений.
Скорость нагрева и охлаждения изделия в пределах термодеформационного цикла не должна превышать 30 град/мин.
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel


















