Курсовая работа: Установка формовки колб
Описание
без рпз
ВВЕДЕНИЕ
В данном курсовом проекте рассматриваются вопросы, связанные с автоматизацией одной из операций изготовления спиральной, компактной люминесцентной лампы (СКЛЛ). Была разработана система автоматического управления (САУ) полуавтомата формовки, которая позволяет:
- поддерживать температуру в печи;
- выдерживать необходимое время цикла;
- контролировать процесс работы установки.
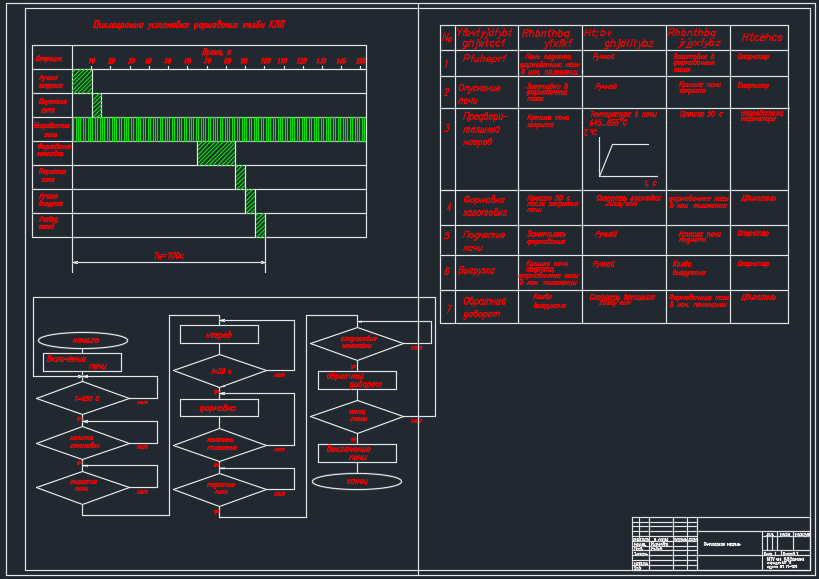
Курсовой проект выполнен в объеме 4-х листов и расчетно-пояснительной записки. На первом листе приведены циклограмма работы установки, блок-схема алгоритмов и таблица ресурсов. На втором листе приведена комплексная принципиальная схема (КПС) установки. На третьем листе приведена принципиальная схема микроконтроллера, в том числе системы связи с объектами. На четвертом листе приведена принципиальная электрическая схема микроконтроллера.
В расчетно-пояснительной записке описано назначение установки. Технология разделена на процессы. Выбраны процессы коррекции цели и сервисные процессы. Описана комплексная принципиальная схема установки. Произведены необходимые расчеты.
ПРОЦЕССНАЯ МОДЕЛЬ
НАЗНАЧЕНИЕ УСТАНОВКИ
Операция формовки колб – одна из составляющих технологического процесса изготовления ламп СКЛЭ-13ТБ. Установка формовки колб СКЛЭ-13ТБ предназначена для изготовления витых колб в форме двойной спирали.
Рассмотрим процесс формовки заготовки колб.
Операция формовки осуществляется следующим образом: оператор в начале рабочей смены включает печь нагрева и ждет пока она выйдет на заданный режим. После этого оператор берет заготовку, устанавливает ее в формовочные пазы и надевает на ее незапаянный конец отрезок хлорвиниловой трубки, пережатой на расстоянии 15-20 см от конца (это позволяет компенсировать перепады давления при нагреве и охлаждении заготовки), затем опускает печь и ждет пока заготовка нагреется до нужной температуры. После того как заготовка нагрелась до нужной температуры, включается двигатель, с которого через ременную передачу вращение передается на ведущий вал, а с него на ведомый вал и на направляющие. Заготовка, в процессе вращения ведомого вала начинает наматываться на направляющие. При достижении упоров формовочные пазы останавливаются и подается сигнал окончания формовки. Затем оператор поднимает печь нагрева и готовая колба снимается и отправляется на следующую операцию (отжиг). Формовочные пазы возвращаются в исходное положение вручную, а ведущий вал доворачивается путем вращения двигателя (обратный доворот).
Нагрев и поддержание температуры во время формовки осуществляется высокотемпературными электрическими нагревателями сопротивления. Данные нагреватели имеют диапазон длин волн с максимальной плотностью излучения, который соответствует диапазону максимальной поглощательной способности стекла, что делает нагрев стекла данными нагревателями достаточно эффективным видом нагрева. Излучение нагревателей проходит по всей толщине стекла, что позволяет нагревать колбу равномерно, а также способствует качественной формовке.
ДЕЛЕНИЕ ТЕХНОЛОГИИ НА ПРОЦЕССЫ
Во время проведения технологической операции формовки колбы происходят следующие процессы.
1. Загрузка заготовки.
2. Стабилизация температуры в печи.
3. Формовка заготовки.
4. Выгрузка.
5. Обратный доворот.
Проанализируем данные процессы.
1. Загрузка.
Производится вручную.
Критерий начала: - крышка печи поднята;
- формовочные пазы в начальном положении.
Критерий окончания: - наличие заготовки в формовочных пазах.
2. Стабилизация температуры в печи.
Регулировать температуру в печи можно, изменяя плотность излучения нагревателей, которая, в свою очередь, зависит от мощности подаваемой на нагреватели.
Критерий начала: - печь включена.
Критерий окончания: - печь выключена.
3. Формование.
Процесс формования происходит при температуре 650±5° С со скоростью 20об/мин.
Критерий начала: - нагреватели работают;
- формовочные пазы в начальном положении;
- наличие заготовки в формовочных пазах;
- прошло 50с после закрытия крышки печи.
Критерий окончания: - нагреватели работают;
- формовочные пазы в конечном положении.
4. Выгрузка.
Производится вручную.
Критерий начала: - крышка печи поднята;
- формовочные пазы в конечном положении.
Критерий окончания: - отсутствие колбы в формовочных пазах.
5. Обратный доворот.
Процесс происходит со скоростью 20об/мин.
Критерий начала: - формовочные пазы и направляющие в конечном положении;
- отсутствие заготовки в формовочных пазах.
Критерий окончания: - формовочные пазы и направляющие в начальном положении.
ВЫБОР СЕРВИСНЫХ ПРОЦЕССОВ
Сервисные процессы необходимы для:
- облегчения работы наладчиков и операторов;
- предотвращения отказов оборудования и их последствий.
Для этих целей на пульте управления устанавливаются светодиоды, которые сигнализируют о том. Какой процесс происходит в данный момент: нагрев, формовка или обратный доворот.
ВЫБОР ПРОЦЕССОВ КОРРЕКЦИИ ЦЕЛИ
У данного процесса формовки есть только один способ коррекции цели – изменение температуры в печи. Изменять температуру в печи можно с помощью регулировки плотности излучения нагревателей.
КОМПЛЕКСНАЯ ПРИНЦИПИАЛЬНАЯ СХЕМА
КПС установки формовки колбы СКЛЛ состоит из:
- блок питания;
- пульт управления;
- микроконтроллер;
- блок управления печью;
- блок управления двигателем;
- усилитель аналогового сигнала с термопары;
- механическая часть.
БЛОК ПИТАНИЯ
Блок питания предназначен для обеспечения электроэнергией всех потребителей установки формовки колб. Он состоит из:
- блока питания нагревателей;
- блока питания микроконтроллера;
- блока питания двигателя
- блока питания пульта управления;
- блока питания конечных выключателей;
- блока питания усилителя сигнала с термопары;
- сетевой переключатель.
ПУЛЬТ УПРАВЛЕНИЯ
Он предназначен для облегчения работы наладчиков и оператора. Оператор может с помощью пульта управления отслеживать какой процесс происходит в определенный момент времени.
МИКРОКОНТРОЛЛЕР
Микроконтроллер предназначен для контроля и управления устройствами и механизмами работы установки. Он состоит из:
- микропроцессора, необходимого для поддержания диалога с оператором, для выдачи управляющих сигналов;
- схемы оптронной развязки;
- двух буферов;
- кварцевого генератора для задания четкой тактовой частоты;
- компаратора для преобразования усиленного аналогового сигнала с термопары.
БЛОК УПРАВЛЕНИЯ ПЕЧЬЮ
Предназначен для управления плотностью излучения нагревателей, чтобы поддерживать в камере печи необходимую температуру.
БЛОК УПРАВЛЕНИЯ ДВИГАТЕЛЕМ
Предназначен для управления двигателем и поддержания диалога между микропроцессором и двигателем.
МЕХАНИЧЕСКАЯ ЧАСТЬ
Механическая часть установки предназначена для выполнения технологического процесса формовки колбы. Она состоит из:
- станины;
- камеры печи;
- привода;
- механизма формовки с необходимой оснасткой.
ОПИСАНИЕ ПРИНЦИПИАЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ
СХЕМЫ И РАБОТЫ УСТАНОВКИ
Установка собранна на основе микропроцессора MCS-51. Это 8-ми разрядный микропроцессор с тактовой частотой 12 МГц, встроенным ОЗУ на 128 байт, встроенным РПЗУ на 4 кбайт с ультрафиолетовым стиранием, полное адресуемое пространство микропроцессора 64 кбайт. Микросхема конструктивно оформлена в 40-выводном DIP-корпусе, выполнена по К-МОП технологии, имеет режим микропотребления.
В микропроцессор встроен тактовый генератор. Для стабилизации его частоты ко входам Х1(19) и Х2(18) подключаем кварцевый резонатор Q1 для задания тактовой частоты 12МГц. Для симметрии меандра подключаем конденсаторы С1 И С2 емкостью 30пф.
Ко входам VCC(40) и VSS(20) подводим питающее напряжение. К этим же выводам через электролитический конденсатор С3 емкостью 10мкф и резистор R2 8,2кОм подключаем вывод RST(9). Таким образом, при включении питания происходит перезагрузка микропроцессора.
Порт Р3 используется как порт общего назначения, когда каждый его ввод доступен для чтения и записи. К портам микроконтроллера подводятся сигналы дискретного контроля, дискретного управления и информация с шины данных . Для усиления сигналов дискретного контроля предназначены два буфера. Для гальванического развязывания МК и оконечных устройств применяют оптронные развязки.
При установке заготовки срабатывает конечный выключатель и посылается сигнал SNZ. После закрытия печи срабатывает конечный выключатель и посылается сигнал SZP. Параллельно этому термопара в зависимости от температуры выдает сигнал на усилитель, с которого сигнал поступает на компаратор, где сигнал принимает уровень ТТЛ, после чего поступает на процессор. После этого процессор принимает решение изменить плотность нагревателей или нет. Если требуется, то процессор посылает соответствующий сигнал С_РР на блок управления печью. При наличии сигналов от конечных выключателей SNZ, SZP процессор посылает сигнал формовки С_FZ на блок управления двигателем. После окончания формовки срабатывает конечный выключатель и посылает сигнал SOF, и процессор выключает двигатель. После поднятия печи и извлечения заготовки срабатывают конечные выключатели и посылаются сигналы SPP, SNZ. Процессор подает команду на блок управления двигателем С_OD. После того как направляющие займут исходное положение и призойдет срабатывание конечного выключателя, который даст сигнал SNP, двигатель остановится. В течение всех этих процессов, процессор будет поддерживать температуру в печи на требуемом уровне.
ТЕХНИЧЕСКИЕ ЗАДАНИЯ НА ЭЛЕМЕНТЫ И УЗЛЫ МАШИНЫ.
Все блоки управления можно разделить по уровню напряжения:
- Блоки с напряжение ±15В (усилитель сигнала с термопары, пульт управления).
- Блоки с напряжением 220В ( блок управления двигателем , блок питания, блок управления печью ).
- Блоки с напряжением ±5В ( конечные выключатели, микроконтроллер).
- Усилитель сигнала с термопары.
- Предназначен для усиления сигнала Т от термопары ТМП ( диапазон 0 - 10 мА ) в сигнал С_Т напряжение +5В и -5В;
- Оформить в виде печатной платы с габаритами Е1 ( 100 х160) ;
- Энергетический интерфейс ±15В; ток потребления не более 50 мА;
- Информационный интерфейс:
сигналы на входе T, уровень 0-10 мА
сигналы на выходе С_Т, уровень ±5В.
- Блок питания.
- Предназначен для подачи напряжения 220В, -15В,+15В, +5В, -5В на блоки управления и пульт управления ПУ.
- Оформлен в виде ящика под стойку с габаритами отсеков 19 дюймов ширина и высота 320 мм.
- Энергетический интерфейс:
входной 220В;
выходной 220В, ± 15В, ±5В;
- Имеет защиту по входу на 24 А.
- Блок управления двигателем.
- Предназначен для управления питанием двигателя.
- Оформлен в виде ящика под стойку с габаритами отсеков 19 дюймов ширина и 320 мм высота.
- Энергетический интерфейс 220В, ток потребления 0,1 А.
- Информационный интерфейс:
Сигналы на входе C_FZ, C_OD напряжение ±15В и 220В
Сигналs на выходе FZ, OD, уровень 0,1 А;
- Оформлен в виде ящика под стойку с габаритами отсеков 19 дюймов ширина и высота 320 мм.
- Блок управления печью.
- Предназначен для управления питанием нагревателей.
- Оформлен в виде ящика под стойку с габаритами отсеков 19 дюймов ширина и высота 320 мм.
- Энергетический интерфейс 220В, ток потребления не более 0,5 А;
- Информационный интерфейс:
Сигналы на входе С_РР напряжение ±5В ;
Сигналы на выходе РР напряжение 220В, уровень 0,5А
РАСЧЕТЫ
РАСЧЕТ СОПРОТИВЛЕНИЯ ОПТРОННОЙ РАЗВЯЗКИ
I=5BK-UCD-U0/R1
I=10 mA
5BK=5 B – напряжения питания
UCD=1,6 B
U0=0,6...0,8 B – напряжение логического нуля
R1=5-1,6-0,6/0,01=280 Ом
R2=
РАСЧЕТ СОПРОТИВЛЕНИЙ R2, R3, R4, R5, R6, R7
R=UCD-UVD-U0/I
I=10 mA
UCD=5 B – напряжение питания
UVD=1,5...2 B – падение напряжения на диоде
U0=0,6...0,8 B – напряжение логического нуля
R=5-1,5-0,7/0,01=280 Ом
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel



















