ДЗ: Разработка технологии изготовления пуансона и матрицы вырубного штампа - Клевер
Описание
1.Исходные данные
Исходный чертеж вырубаемой детали: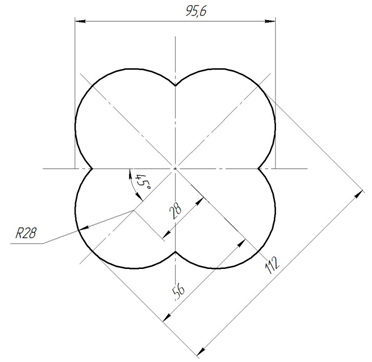
Материал детали: Сталь 45.
Толщина детали: 1мм.
Требуемая размерная точность: IT12.
Тип производства: серийное.
Выбор заготовки детали.
В соответствии с исходными данными по рекомендациями в [1] принимаем в качестве исходного материала холоднокатаную ленту ГОСТ 2284-79. Ширину ленты, с учётом перемычек между торцами ленты и деталью (см. [2]) и с учётом стандартного ряда ширин ленты по ГОСТ 2284-79, принимаем равной - 100мм. Сопоставив допуски на толщину ленты и требуемую размерную точность, получаем, что для нашего случая вполне пригодна лента нормальной точности:
Лента 45 1×100 ГОСТ 2284-79.
Пуансон. Вследствие малого поперечного сечения пуансона принимаем нетехнологичную конструкцию пуансона с буртом. Выполняем методом электроэрозионной обработки.
Матрица. Принимаем цельной, в связи, с чем при её производстве придётся использовать метод электроэрозионной обработки.
2. Расчет размеров рабочих частей матрицы и пуансона
3. Технологический маршрут изготовления вырубной матрицы
4. Технологический маршрут изготовления вырубного пуансона
5. Сборка вырубного штампа
Характеристики домашнего задания
Учебное заведение
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаТеги
Просмотров
100
Качество
Идеальное компьютерное
Размер
1,34 Mb
Преподаватели

Список файлов
Клевер.docx

Если вам всё понравилось, поставьте оценку и напишите пару слов о работе - так вы поможете другим покупателям. В благодарность мы вернём вам 40 рублей на счёт.❤️
 stud-msc.help
stud-msc.help
15 февраля 2021 в 22:47
Комментарии
Нет комментариев
Стань первым, кто что-нибудь напишет!
Отзывы на другие работы автора
Отзыв
Проектирование и исследование механизмов четырехтактного двигателя внутреннего сгорания
Есть множество недочетов, пришлось много исправлять. Но очень помогло, что многие расчеты очень подробно расписаны.
Отзыв
Построение эпюр внутренних силовых факторов
Все сделано качественно. Особо удобно, что решение напечатано, а не написано от руки.

Отзыв
Расчет соединений
Очень здорово, всё понятно, даже человеку, пропустившему разбор этих тем. Подписаны страницы - источники по методичке. Суперски помогло в выполнении собственного варианта.
Отзыв
Исследование характеристик искусственного освещения
норма освещенности для ламп странная, по моей информации она должна быть одинаковая, так как устанавливается для человека, для сверки правильности своих мыслей пойдет, но есть нюансы
Отзыв
Приложения дифференциального исчисления
Все зачтено ,только в 3 номере нужно считать вторую производную

















