Курсовая работа: ГПМ на базе 4-х осевого многоцелевого станка для изготовления детали фланец
-41%
Описание
ГПМ на базе 4-х осевого многоцелевого станка для изготовления детали фланец
Руководитель: Мещерякова Вера Борисовна
I. Тема проекта:
ГПМ на базе 4-х осевого многоцелевого станка для изготовления детали фланец
II. Техническое задание: На основе анализа номенклатуры типовых обрабатываемых
деталей обосновать разработку ГПМ и выбрать систему ЧПУ для его управления.
Характеристики типовой детали " Фланец ": габаритные размеры- 130х125х60 мм;
квалитет точности -
7 ; шероховатость- 1,25 ; материал - Д16Т, СТ40х, ВТ5 .
III. Объем и содержание проекта.
План пояснительной записки:
1. Чертеж детали " Фланец ".
2. Обзор и анализ номенклатуры типовых обрабатываемых деталей.
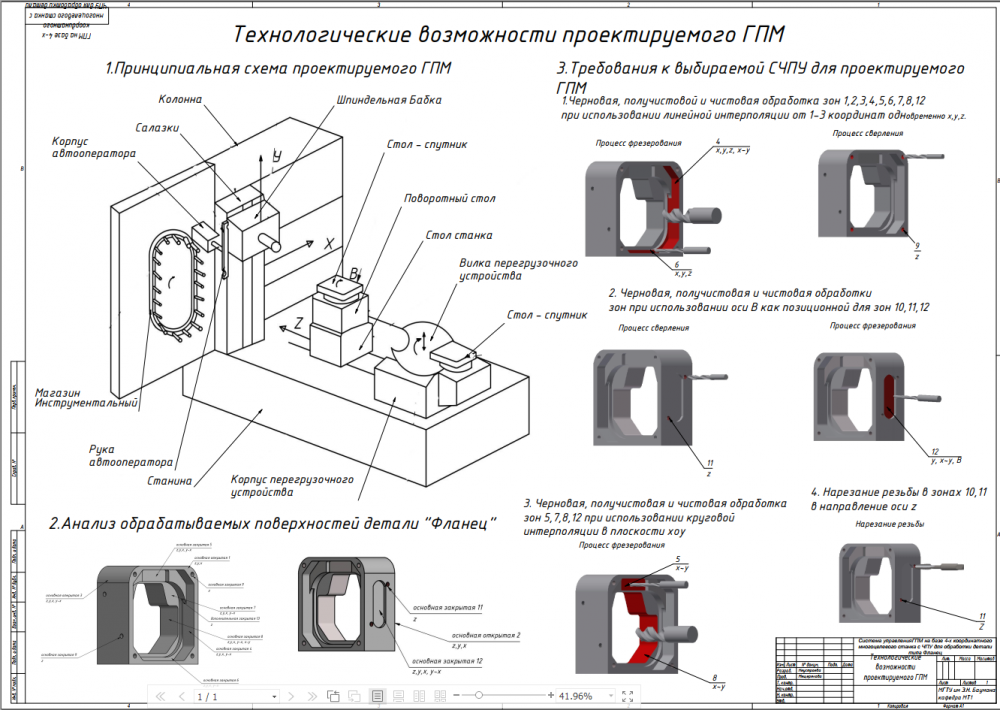
3. Принципиальная схема проектируемого ГПМ.
4. Расчет и обоснование диапазона частот вращения шпинделя и пределов подач рабочих
органов ГПМ по наиболее и наименее нагруженным технологическим переходам для
обработки поверхностей типовой детали " Фланец ".
5. Расчет мощности и выбор электродвигателей рабочих органов ГПМ.
6. Задачи и функции, решаемые выбираемой СЧПУ на проектируемом ГПМ с указанием
номенклатуры обменных сигналов.
7. Технологическая задача СЧПУ.
8. Расчет количества входных выходных управляющих сигналов.
9. Основные технические характеристики проектируемого ГПМ.
10 Обоснование архитектурного решения построения СЧПУ и описание блок-схемы.
11. Терминальная задача выбираемой СЧПУ.
12. Диагностическая задача СЧПУ.
13. Технические характеристики СЧПУ.
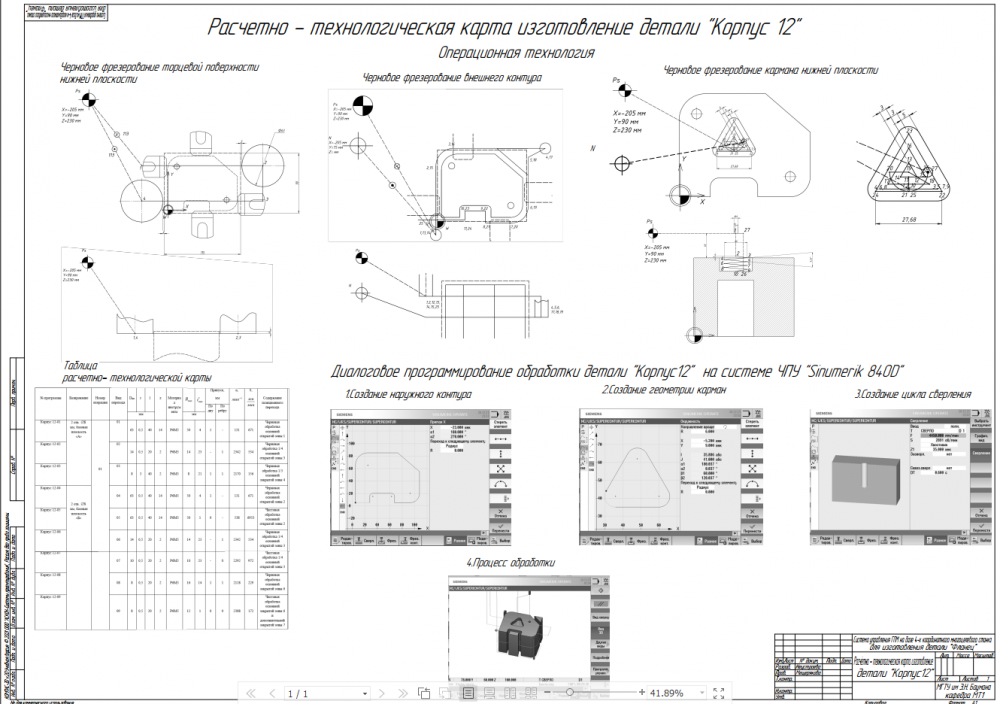
14. Расчетно-технологическая карта изготовления детали, автоматизированное или
диалоговое программирование при подготовке УП.
Графическая часть:
1. Технологические возможности проектируемого ГПМ – лист (ов).
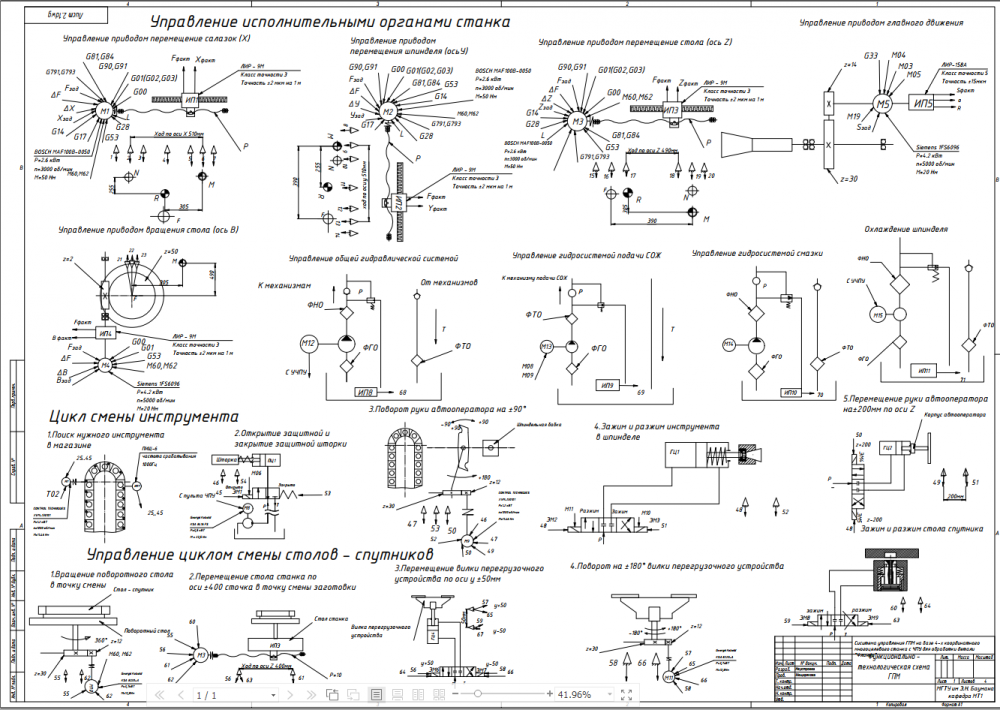
2. Функционально-кинематическая схема ГПМ – лист (ов).
3. Технологическая задача, решаемая выбранной СЧПУ – лист (ов).
4. Блок-схема выбранной СЧПУ – лист (ов).
5. Исследовательская часть – лист (ов).
![]()
![]()
![]()
![]()
![]() Расчет мощностей и выбор двигателей приводов подач ГПМ
Расчет мощностей и выбор двигателей приводов подач ГПМ
В приводах подачи станков с ЧПУ используются электрический,
электрогидравлический, гидравлический и пневматический следящие
приводы. Но наиболее широкое распространение получил электрический
следящий привод подачи, который обеспечивает удобство регулирования
скорости в широком диапазоне с высокой точностью и быстродействием. В
состав следящего электропривода конструктивно входят электродвигатель,
силовой преобразователь (питающий электродвигатель), регуляторы,
обеспечивающие требуемое качество регулирования, механические элементы
привода, измерительные преобразователи систем обратной связи.
Определение длины ходового винта
L≈
7.1.1. ИП для контроля точности элементов ТС перед процессом обработки
Контроль наличия заготовки и определение ее размеров осуществляют при
помощи контактного измерительного щупа, установленного во фрезерном
шпинделе станка.
В настоящее время на рынке представлено несколько видов измерительных
щупов. Фирма Renishaw предлагает следующие варианты конструктивного
исполнения измерительных щупов:
• резистивные контактные датчики с механической системой
срабатывания
Три стержня, расположенные друг от друга на одинаковом расстоянии,
опираются на шесть шариков из карбида вольфрама, обеспечивающих шесть точек
контакта в системе точного базирования. Электрическая цепь формируется
42
посредством данных контактов. Подпружиненный механизм позволяет щупу
отклоняться при соприкосновении с поверхностью детали и возвращаться в
исходное положение в пределах 1 мкм, когда щуп отрывается от поверхности
(контакт отсутствует).
Под нагрузкой пружины создаются пятна контакта, через которые протекает
электрический ток. Противодействующие силы в механизме датчика приводят к
уменьшению некоторых пятен контакта, вследствие чего повышается
сопротивление таких элементов.
При контакте (соприкосновении) с деталью переменная сила, воздействующая на
пятно контакта, измеряется как изменение в электрическом сопротивлении. Когда
сопротивление превышает некоторое пороговое значение, на выходе датчика
подается сигнал о срабатывании.
Ниже представлены этапы генерации сигналов срабатывания в системе точного
базирования на основе данного
кинематического принципа. Повторяющийся возврат механизма в исходное
положение играет ключевую роль для
данного процесса и принципиально важен для надежной метрологии.
• тензодатчики
43
Тензометрические датчики размещаются на тщательно спроектированных
элементах, установленных в конструкции датчика, но отдельно от кинематического
механизма. датчики расположены таким образом, чтобы определять все усилия на
щупе.
При достижении порогового значения в любом направлении возникает сигнал
срабатывания под воздействием гораздо более слабых сил, чем силы, требуемые для
срабатывания обычного датчика. В датчиках для возврата в исходное положение
по-прежнему используется кинематический механизм. Такая система гарантирует
повторное возвращение в исходное положение и играет ключевую роль в
обеспечении точности результатов измерений.
• сканирующ
Руководитель: Мещерякова Вера Борисовна
I. Тема проекта:
ГПМ на базе 4-х осевого многоцелевого станка для изготовления детали фланец
II. Техническое задание: На основе анализа номенклатуры типовых обрабатываемых
деталей обосновать разработку ГПМ и выбрать систему ЧПУ для его управления.
Характеристики типовой детали " Фланец ": габаритные размеры- 130х125х60 мм;
квалитет точности -
7 ; шероховатость- 1,25 ; материал - Д16Т, СТ40х, ВТ5 .
III. Объем и содержание проекта.
План пояснительной записки:
1. Чертеж детали " Фланец ".
2. Обзор и анализ номенклатуры типовых обрабатываемых деталей.
3. Принципиальная схема проектируемого ГПМ.
4. Расчет и обоснование диапазона частот вращения шпинделя и пределов подач рабочих
органов ГПМ по наиболее и наименее нагруженным технологическим переходам для
обработки поверхностей типовой детали " Фланец ".
5. Расчет мощности и выбор электродвигателей рабочих органов ГПМ.
6. Задачи и функции, решаемые выбираемой СЧПУ на проектируемом ГПМ с указанием
номенклатуры обменных сигналов.
7. Технологическая задача СЧПУ.
8. Расчет количества входных выходных управляющих сигналов.
9. Основные технические характеристики проектируемого ГПМ.
10 Обоснование архитектурного решения построения СЧПУ и описание блок-схемы.
11. Терминальная задача выбираемой СЧПУ.
12. Диагностическая задача СЧПУ.
13. Технические характеристики СЧПУ.
14. Расчетно-технологическая карта изготовления детали, автоматизированное или
диалоговое программирование при подготовке УП.
Графическая часть:
1. Технологические возможности проектируемого ГПМ – лист (ов).
2. Функционально-кинематическая схема ГПМ – лист (ов).
3. Технологическая задача, решаемая выбранной СЧПУ – лист (ов).
4. Блок-схема выбранной СЧПУ – лист (ов).
5. Исследовательская часть – лист (ов).


 Расчет мощностей и выбор двигателей приводов подач ГПМ
Расчет мощностей и выбор двигателей приводов подач ГПМ В приводах подачи станков с ЧПУ используются электрический,
электрогидравлический, гидравлический и пневматический следящие
приводы. Но наиболее широкое распространение получил электрический
следящий привод подачи, который обеспечивает удобство регулирования
скорости в широком диапазоне с высокой точностью и быстродействием. В
состав следящего электропривода конструктивно входят электродвигатель,
силовой преобразователь (питающий электродвигатель), регуляторы,
обеспечивающие требуемое качество регулирования, механические элементы
привода, измерительные преобразователи систем обратной связи.
Определение длины ходового винта
L≈
7.1.1. ИП для контроля точности элементов ТС перед процессом обработки
Контроль наличия заготовки и определение ее размеров осуществляют при
помощи контактного измерительного щупа, установленного во фрезерном
шпинделе станка.
В настоящее время на рынке представлено несколько видов измерительных
щупов. Фирма Renishaw предлагает следующие варианты конструктивного
исполнения измерительных щупов:
• резистивные контактные датчики с механической системой
срабатывания
Три стержня, расположенные друг от друга на одинаковом расстоянии,
опираются на шесть шариков из карбида вольфрама, обеспечивающих шесть точек
контакта в системе точного базирования. Электрическая цепь формируется
42
посредством данных контактов. Подпружиненный механизм позволяет щупу
отклоняться при соприкосновении с поверхностью детали и возвращаться в
исходное положение в пределах 1 мкм, когда щуп отрывается от поверхности
(контакт отсутствует).
Под нагрузкой пружины создаются пятна контакта, через которые протекает
электрический ток. Противодействующие силы в механизме датчика приводят к
уменьшению некоторых пятен контакта, вследствие чего повышается
сопротивление таких элементов.
При контакте (соприкосновении) с деталью переменная сила, воздействующая на
пятно контакта, измеряется как изменение в электрическом сопротивлении. Когда
сопротивление превышает некоторое пороговое значение, на выходе датчика
подается сигнал о срабатывании.
Ниже представлены этапы генерации сигналов срабатывания в системе точного
базирования на основе данного
кинематического принципа. Повторяющийся возврат механизма в исходное
положение играет ключевую роль для
данного процесса и принципиально важен для надежной метрологии.
• тензодатчики
43
Тензометрические датчики размещаются на тщательно спроектированных
элементах, установленных в конструкции датчика, но отдельно от кинематического
механизма. датчики расположены таким образом, чтобы определять все усилия на
щупе.
При достижении порогового значения в любом направлении возникает сигнал
срабатывания под воздействием гораздо более слабых сил, чем силы, требуемые для
срабатывания обычного датчика. В датчиках для возврата в исходное положение
по-прежнему используется кинематический механизм. Такая система гарантирует
повторное возвращение в исходное положение и играет ключевую роль в
обеспечении точности результатов измерений.
• сканирующ
Файлы условия, демо
Характеристики курсовой работы
Предмет
Учебное заведение
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаТеги
Просмотров
49
Размер
6,84 Mb
Список файлов
Лист 1.pdf
Лист 2.pdf
Лист 3.pdf
Лист 4.pdf
Лист 5.pdf
РПЗ.pdf

Друзья, спасибо за доверие! Если вам понравилась работа – поставьте 5⭐ и напишите отзыв. Это поможет другим студентам, а мне даст силы делать ещё больше качественных материалов для вас 🔥
 anhyeuem
anhyeuem
24 июня 2022 в 07:52
Комментарии
Нет комментариев
Стань первым, кто что-нибудь напишет!