ДЗ: ДЗ Модуль 3 вариант ДЦМ-7. НЦМ-5. СМО-12
Описание
Задача ДЦМ-7
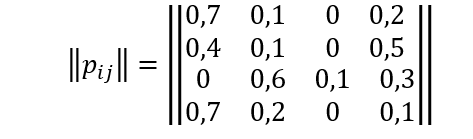
Компьютерный томограф используется в процессе диагностирования больных короновирусом. Бригада медиков, обслуживающая томограф, меняется каждые сутки (шаг процесса k). Томограф работает круглосуточно. Номинальная производительность томографа равна 30 пациентов в сутки. Возможны четыре состояния системы Si, (i=1…4): S1 - томограф полностью готов к использованию (показатель производительности r=100%); S2 – с томографом проводятся регламентные работы, r=0,5; S3 – проводится дезинфекция томографа и помещения, r=0; S4 – ремонт, r=0. Матрица переходных (условных) вероятностей:
Построить размеченный граф состояний. Является ли этот процесс эргодическим?
Даны величины начального распределения безусловных вероятностей на начальном шаге (k=0): p1(0)=1 , p2(0)=0, p3(0)=0, p4(0)=0. Рассчитать безусловные вероятности pi(k) при k=1 и 2.
Составить систему уравнений для расчета финальных вероятностей pi. Рассчитать предельные значения безусловных вероятностей pi (i=1…4) при установившемся режиме работы томографа. Рассчитать реальную производительность томографа.
Задача НЦМ-5.
В инструментальном производстве машиностроительного предприятия используется обрабатывающий центр (ОЦ), изготавливающий сложные корпусные детали. Номинальная производительность такого ОЦ составляет 6,7 деталей в смену (смена длится 8 ч). ОЦ может находиться в четырех состояниях:
- рабочем состоянии, в котором происходит обработка деталей, S0;
- состоянии ожидания подхода оператора-многостаночника, который обслуживает несколько ОЦ одновременно, S1;
- состоянии ожидания доставки новой транспортной партии заготовок, S2;
- состоянии ожидания доставки новой партии комплекта инструментов, S3.
Переходы между состояниями происходят в соответствии с определенными потоками событий, которые являются простейшими со следующими интенсивностями:
λ01=λ=1/tоп – интенсивность потока событий, состоящих в возникновении необходимости подхода оператора для снятия с ОЦ готовой детали, установки новой заготовки и настройки ОЦ для обработки новой заготовки. Здесь tоп=1,2 ч – средняя длительность изготовления одной детали (оперативное время обработки детали);
λ01=μ=1/tоб, где tоб – средняя длительность ожидания подхода оператора, снятия им с ОЦ готовой детали, выполнения установки новой заготовки, инструмента и настройки ОЦ для обработки новой заготовки, это среднее время обслуживания tоб=6 мин.;
λ02=γ=1/tтп, где tтп – средняя длительность изготовления количества деталей, равного одной транспортной партии. Заготовки доставляются к ОЦ в контейнерах по 5 штук в каждом. Тогда tтп=5 tоп=6 ч;
λ21=β=1/tтр, где tтр – средняя длительность ожидания освобождения цехового транспортного средства (оно обслуживает несколько таких ОЦ) и выполнения транспортной операции по доставке новой транспортной партии заготовок к ОЦ, tтр=20 мин. Новую заготовку из вновь пришедшей транспортной партии должен устанавливать на ОЦ оператор, то есть после поступления новой транспортной партии необходимо подождать прихода оператора;
λ03=γ=1/tин, где tин – средняя длительность изготовления количества деталей, которое можно изготовить без замены одного комплекта обрабатывающего инструмента (фрезы, сверла, резцы, развертки, метчики). Одним комплектом обрабатывающего инструмента можно обработать 8 заготовок. Тогда tин=8 tоп=9,6 ч;
λ31=ν=1/tди, где tди – средняя длительность ожидания доставки нового комплекта инструмента из инструментальной службы цеха (она также обслуживает несколько таких ОЦ), tди=30 мин. Новый инструмент из вновь пришедшего комплекта инструмента также должен устанавливать на ОЦ оператор, то есть после поступления нового комплекта инструмента необходимо подождать прихода оператора.
Необходимо выполнить:
- построить граф состояний системы;
- сформировать матрицу интенсивностей переходов системы между состояниями;
- составить систему алгебраических уравнений Колмогорова для стационарного режима (для предельных вероятностей состояний системы). Добавить нормировочное уравнение.
- решить систему уравнений относительно безусловных вероятностей численным методом с использованием надстройки в MS Excel «Поиск решения» или аналитически;
- с использованием построенной математической модели рассчитать реальную производительность ОЦ с учетом его взаимодействия с оператором, транспортной и инструментальной службами цеха.
Задача СМО-12.
На многономенклатурном мелкосерийном предприятии, изготавливающем специальные бронированные автомобили, сборочно-сварочные работы по изготовлению корпусов организованы с использованием принципов постовой сборки. На участке, где расположено пять сборочных постов, доставку комплектующих к этим постам осуществляет одна роботизированная тележка. Поток заданий на обеспечение комплектующими одного поста является простейшим математическим ожиданием интервала времени между заданиями равным 85 минут. Длительность транспортировки различными моделями роботизированной тележки комплектующих является случайной величиной, имеющей экспоненциальное распределение. Математическое ожидание этой величины для различных моделей роботизированных тележек приведено в таблице.
Таблица.
Характеристики различных моделей роботизированных тележек
Номер модели роботизированной тележки | 1 | 2 | 3 | 4 |
Математическое ожидание длительности транспортировки для одного задания, мин. | 35 | 28 | 18 | 10 |
Текущие затраты на эксплуатацию роботизированной тележки, тыс. руб./мес. | 500 | 850 | 1200 | 2100 |
Доход от работы одного поста составляет 1,5 млн. руб. в месяц. Определить оптимальную модель роботизированной тележки, использование которой позволяет получить максимальный ежемесячный доход от работы пяти сборочных постов за вычетом текущих затрат на эксплуатацию роботизированной тележки.
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.Баумана ИБМ Красный диплом
ИБМ Красный диплом