ВКР / Дипломная работа (Э-8) на тему "Разработка устройства для напыления металлов и их соединений на внутреннюю поверхность длинномерных цилиндрических изделий"
Описание
Что в архиве: ![]() Оформление квалификационной работы:
Оформление квалификационной работы:
Расчетно-пояснительная записка на __83__ листах формата А4.
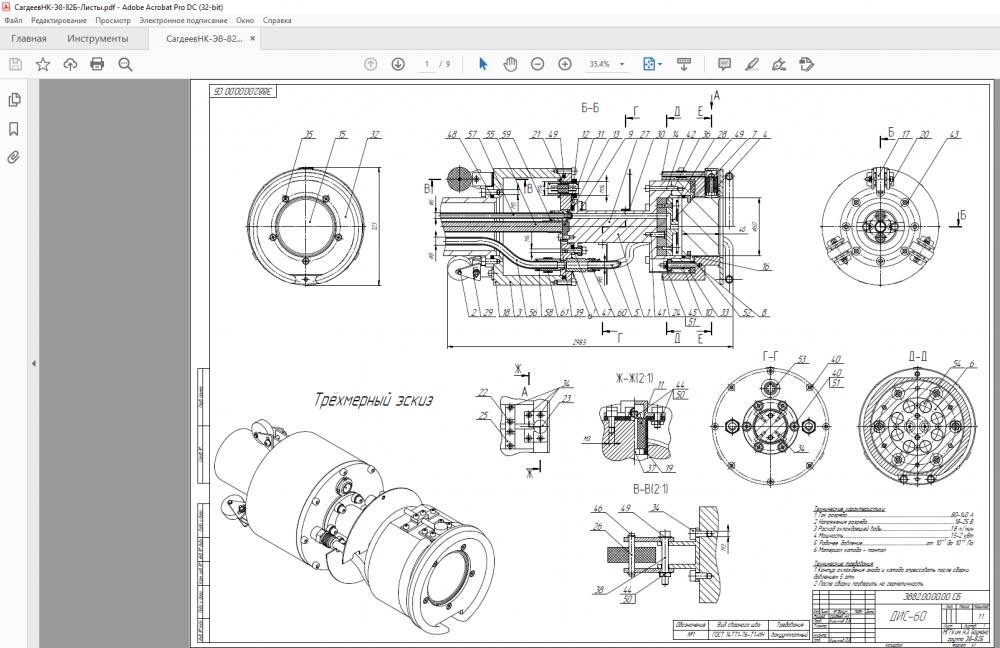
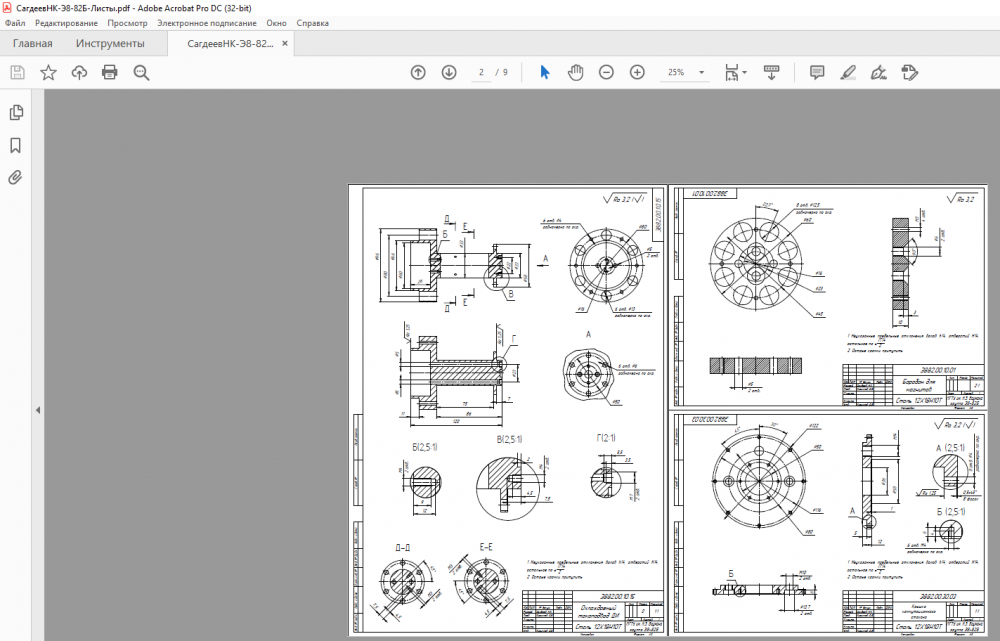
Перечень графического (иллюстративного) материала (чертежи, плакаты, слайды и т.п.)
___Чертежи А1 – 3 шт.____________________________________________________________
___Чертежи А2 – 1 шт.____________________________________________________________
___Плакаты А1 – 4 шт.____________________________________________________________
___Плакаты А2 – 1 шт.____________________________________________________________
Расчётно-пояснительная записка 83 стр., 36 рис., 1 табл., 13 источников.
РАЗРАБОТКА УСТРОЙСТВА ДЛЯ НАПЫЛЕНИЯ МЕТАЛОВ И ИХ СОЕДИНЕНИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ.
Объектом разработки данной выпускной квалификационной работы является торцевой вакуумно-дуговой испаритель для напыления на внутреннюю поверхность длинномерных цилиндрических изделий.
Цель работы – разработка вакуумно-дугового испарителя для осуществления нанесения жаростойких и упрочняющих покрытий на внутренние каналы длинномерных цилиндрических изделий, а также проработка общей схемы вакуумной камеры для нанесения покрытий данного типа.
Цель достигается уникальной, нетипичной конструкцией вакуумно-дугового испарителя, а также вакуумной камерой со специальными узлами для движения дугового испарителя внутри канала напыляемого изделия.
СОДЕРЖАНИЕ
РЕФЕРАТ. 1
ВВЕДЕНИЕ. 3
1 Проектно-конструкторская часть. 14
1.1 Дуговой испаритель для нанесения покрытий на внутреннюю поверхность длинномерных цилиндрических изделий. 14
1.2 Разработка схемы установки для напыления на внутреннюю поверхность длинномерных цилиндрических изделий с помощью спроектированного устройства 24
2 Расчёт теплового состояния катодного узла. 28
2.1 Постановка задачи. 29
2.2 Задача параметров модели для теплового расчёта. 29
2.3 Задача параметров модели для гидравлического расчёта. 32
2.4 Исследование на сеточную сходимость. 35
2.5 Анализ полученных результатов. 42
3 Расчёт магнитной системы вакуумно-дугового испарителя. 45
3.1 Постановка задачи. 46
3.2 Задача параметров модели для магнитного расчёта. 47
3.4 Анализ полученных результатов. 51
4 Расчёт стоимости вакуумно-дугового испарителя и установки для напыления. 53
4.1 Оценка стоимости изготовления деталей. 54
4.2 Оценка стоимости изготовления и сборки установки для нанесения покрытий. 58
ЗАКЛЮЧЕНИЕ. 64
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ. 65
ПРИЛОЖЕНИЕ А.. 67
Современный мир вынуждает принимать правила игры, при которых наличие военно-промышленного комплекса, изготавливающего военную технику с целью гарантирования независимости, является важным пунктом для любого государства.
Важнейшим аспектом при эксплуатации оборонной техники является её безотказное функционирование при ведении боя в различных условиях, что предъявляет жёсткие требования к конструкторам и технологам, разрабатывающим военную технику.
Говоря о вооружении, нельзя не оставить без внимания одну из важнейших её частей – артиллерийские орудия. Наличие данных боевых единиц существенно увеличивает шансы на победу. Особое внимание стоит уделить стволам, являющимся важнейшими частями орудий. Как правило, правильность геометрии ствольных труб существенно влияет на меткость орудия в целом.
Ствол – сборочная единица, состоящая из ствольной трубы, казенника с деталями его крепления на трубе, затвора с его механизмами и, в ряде случаев, дульного тормоза, эжекторного устройства, опорных обойм [1].
Стволы артиллерийских орудий разделяют на две категории по виду канала трубы [1]:
Артиллерийский ствол в процессе эксплуатации со временем изнашивается и перестаёт удовлетворять предъявленным к нему требованиям [2]. Исходя из этого к материалам, из которых изготавливаются стволы, предъявляют следующие требования: высокие значения прочности, пластичности, вязкости, износостойкости, жаропрочности, коррозийной и эрозионной стойкости.
Для изготовления артиллерийских стволов применяют следующие стали [1]:
Хромирование проводят в специальных ваннах, одна из которых приведена на рисунке 1.1.
![]() Рисунок 1.1 – ванна для хромирования танкового ствола [2]
Рисунок 1.1 – ванна для хромирования танкового ствола [2]
Процесс протекает с помощью подачи потока электролита, подогретого до температуры и протекающего в зазоре между катодом, в качестве которого выступает канал ствола, и анодом. Аноды изготавливают из стальной проволоки с дополнительными покрытиями.
Состав электролита на 1 л воды выглядит следующим образом:
Равномерность хромированного покрытия, осаждённого гальваникой, сильно зависит от качества подготовки канала под хромирование, от стабильности выдерживания режимов процесса, а также от точности расположения анода относительно оси канала. Этим необходимо уделять большое внимание, так как равномерность существенно влияет на эксплуатационные характеристики.
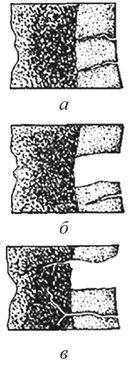
Выделяют два наиболее существенных дефекта гальванических хромовых покрытий, приводящих рано или поздно к ухудшению эксплуатационных характеристик орудия: износ и разгар [3]. Разгар и последующие после сколы хрома показаны на рисунке 1.2.
а – сетка разг![]() ара, б – сколы хрома, в - разгарРисунок 1.2 – Разрушение хромового покрытия (изображение увеличено в 150 раз) [4]
ара, б – сколы хрома, в - разгарРисунок 1.2 – Разрушение хромового покрытия (изображение увеличено в 150 раз) [4]
Причины, по которым возникают вышеописанные дефекты, можно разделить на три группы:
Под причиной механического характера подразумевается изменение диаметра канала вследствие износа под действием силы трения между снарядом и внутренней поверхностью ствола.
Под причиной термического характера подразумевается локальные перегревы канала. Из-за кратковременности выстрела высокая температура успевает передаться лишь очень тонкому внутреннему слою, который, стремясь расшириться, встречает противодействие менее нагретых слоёв металла. В момент следующему после выстрела происходит быстрое охлаждение внутреннего слоя, что приводит его к сокращению. Что касается более глубоких слоёв, охлаждаясь гораздо медленнее, они препятствуют ранее описанному сжатию.
Ранее описанные циклы расширения и сжатия являются основной причиной возникновения разгара, то есть возникновению трещин на защитном покрытии. Покрытие поверхности трещинами приводит к выкрашиванию под действием пороховых газов, приводящим к отколу частиц металла и дальнейшего его выноса из канала ствола.
Под причиной химического характера подразумевается износ поверхности канала ствола под влиянием химического состава пороховых газов.
Присутствие окиси углерода и азота в продуктах разложения пороховых газов снаряда приводит к цементации и нитрировании стенок ствола, что делает внутренний слой более хрупким. Существенное влияние на износ ствола оказывает образующийся при выстреле нагар. Количество нагара в стволе зависит от числа выстрелов и качественного состояния ствола. Чем больше произведено выстрелов и чем хуже состояние ствола, тем больше в нём остаётся нагара.
Образующиеся вещества бывают растворимыми и нерастворимыми.
Растворимые вещества представляют собой соли (по большей части это ), появляющиеся при сгорании капсюльного состава.
Нерастворимыми частями нагара являются: томпак, медь, латунь, свинец, олово и железо. Наиболее вредной примесью растворимых солей нагара является . Эта соль плавится при температуре и обращается в пар при . Во время выстрела, когда температура может достигать [5]. При такой температуре находится в пороховых газах в виде пара. Соприкасаясь с холодными стенками ствола, пары хлористого калия конденсируются и в виде расплавленной соли или мелких кристалликов покрывают поверхность ствола.
При этом стальная поверхность канала ствола нагревается и частички хлористого калия приплавляются к ней, образуя блестящий, стекловидный слой. Калиевые соли пропитывают все остальные частицы рыхлого нагара, как бы цементируют их, превращая из легко удаляемой массы в твердое, трудно сдираемое вещество, плотно приклеившееся к поверхности металла.
Содержащиеся в нагаре соли легко впитывают влагу из атмосферного воздуха и превращаются в насыщенные растворы солей, вызывающие усиленное ржавление металла.
Резюмируя, можно сказать, что износ внутренней поверхности ствола является результатом воздействия множества факторов и зависит как от химического и термического воздействия пороховых газов, так и от причин механического характера.
В совокупности воздействия различного рода приводят к изменению геометрии внутреннего канала ствола и приводят к его расширению, особенно в его начале и конце. Это приводит к значительному ухудшению центрирования снаряда в стволе, что в свою очередь существенно влияет на рассеивание и отклонение снаряда от прогнозируемой траектории, а также к уменьшению дальности стрельбы, уменьшая срок эксплуатации ствола.
Сегодня существует тенденция повышения начальных скоростей снаряда посредством увеличения массы боеприпаса. В связи с этим появляется необходимость улучшения характеристик внутренней поверхности ствола, так как живучесть ствола сильно снижается при повышении температуры [5].
На сегодняшний день активно ведутся разработки плазменных методов нанесения покрытий на внутреннюю поверхность стволов [6]. Специалисты из лаборатории им. Бенета исследуют возможность осаждения тонких плёнок с помощью цилиндрического магнетронного распыления. В качестве осаждаемых материалов рассматриваются такие, как хром, тантал, вольфрам или их смеси. В нашей стране подобные разработки ведутся в Троицком институте инновационных и термоядерных исследований (ТРИНИТИ) [7].
Также имеются сведения о методе лазерного упрочнения, запатентованным в США и Германии [6]. Его принцип заключается в обработке канала ствола лазерным лучом на иттрий-алюминиевом гранате с неодимом, имеющим следующие параметры: длина волны , мощность . Для предотвращения появления окислов на поверхности в рабочую зону подаётся защитный газ, в роли которого выступает аргон. Глубина модификации поверхности при данном способе упрочнения зависит от скорости подачи обрабатывающей головки и составляет от 0,4 до 0,6 мм. Модифицированная поверхность приобретает твёрдость по Викерсу от 600 до 750 единиц.
Также применение разработанного вакуумно-дугового испарителя возможно в различных отраслях промышленности и машиностроения, а также в нефтегазовой отрасли.
Говоря о промышленности и машиностроении, речь идёт о длинных трубах небольших диаметров, где вакуумно-дуговой метод осаждения является альтернативой азотированию. В качестве примеров можно привести внутренние каналы двигателей внутреннего сгорания, по которым двигаются поршни.
В нефтегазовой отрасли при бурении скважин используется многоступенчатая бурильная колонна, в которой происходит трение скользящих поверхностей между собой. В качестве увеличения ресурса таких колон можно предложить алмазоподобные, антифрикционные покрытия, которые также доступны для нанесения методом вакуумно-дугового испарения.
Преимуществом плазменного метода нанесения покрытий с помощью данного устройства является более высокое качество наносимого покрытия, следовательно более эффективное увеличение ресурса напыляемых изделий.
В данной дипломной работе для нанесения защитного покрытия был выбран вакуумно-дуговой метод осаждения. Данный метод широко используется для нанесения различных керамических, металлических покрытий.
Устройство для осаждения данным методом называется дуговым испарителем (ДИ). Большим его преимуществом относительно других методов являются: широкий выбор испаряемых материалов, формирование карбидов, нитридов, оксидов для осаждения на подложку, высокая скорость нанесения покрытий и их высокие плотности [8].
Говоря о высоких скоростях эрозии, необходимо упомянуть, что они сопоставимы со скоростями при нанесении покрытий с помощью гальванического метода. Однако метод вакуумно-дугового испарения существенно менее токсичен и при должном соблюдении техники безопасности не опасен для оператора.
На сегодняшний день данный метод используется для получения упрочняющих, жаропрочных, антифрикционных и других покрытий в различных отраслях промышленности.
Разработка технологии и освоение дугового испарения была осуществлена в 1960-х годах в СССР учёными и инженерами Харьковского физико-технического института под руководством А.А. Андреева и А.А. Романова. Результатом стало изобретение промышленной установки «Булат», используемой и по сей день.
Дуговой разряд – самоподдерживающий разряд, в котором катодное падение потенциала имеет относительно низкое значение порядка потенциалов ионизации или возбуждения атомов, т.е. порядка 10 В. Этим дуговой разряд отличается от тлеющего, у которого катодное падение составляет сотни вольт. Малое значение катодного падения является результатом действия иных, чем в тлеющем разряде, механизмов катодной эмиссии [1].
Катоды дуг испускают электроны в результате термоэлектронной, автоэлектронной и термоавтоэлектронной эмиссии. Но главным образом на поддержание разряда влияет термоэлектронная эмиссия.
Дуговым разрядам характерны токи больших значений - от 1 до А, и малые напряжения. Как правило, их значения не более 30 В. Плотности тока также имеют большие значения, относительно, например, тлеющего разряда. В зависимости от формы дуги её значение составляет или .
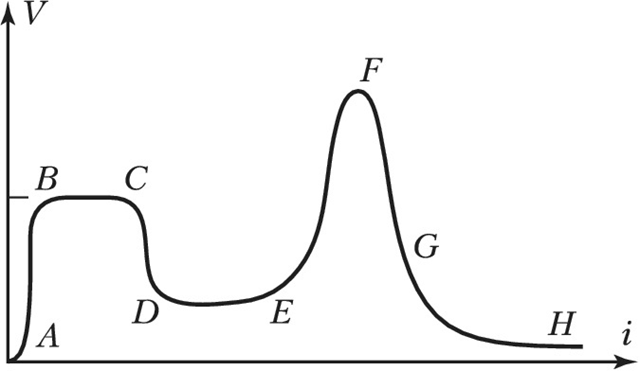
По рисунку 1.3 можно сказать, что вольт-амперная характеристика дугового разряда – падающая.
![]() AB – область несамостоятельного разряда, BC – тёмный таунсендовский разряд, CD – поднормальный тлеющий разряд, DE – нормальный тлеющий разряд, EF – аномальный тлеющий разряд, FG – переход в дуговой разряд, GH – дуговой разряд
AB – область несамостоятельного разряда, BC – тёмный таунсендовский разряд, CD – поднормальный тлеющий разряд, DE – нормальный тлеющий разряд, EF – аномальный тлеющий разряд, FG – переход в дуговой разряд, GH – дуговой разряд
Рисунок 1.3 – ВАХ газового разряда [9]
Катоды дуг либо целиком, либо местами и кратковременно получают от тока много энергии и обладают высокой температурой.
Вакуумная дуга обладает рядом важных свойств. Она имеет очень низкую разность потенциалов, при которой горит дуга. Эта разность потенциалов имеет порядок ионизационного потенциала атомов материала катода. Дуга имеет пороговый ток , ниже которого она гаснет. Дуга имеет высокую плотность тока на катоде. Распределение разности потенциалов в дуге очень неоднородно. Разности потенциалов, в катодной области называются катодным падением .
Пространство вакуумной дуги между катодом и анодом состоит из трех областей. Одна из них находится на катоде и имеет вид ярко светящегося пятна, которое совершает быстрое беспорядочное перемещение по поверхности катода. Эта область называется «катодным пятном».
Другая область занимает большую часть между катодом и анодом и имеет вид яркого диффузионного свечения. Эта область называется "положительным столбом" и играет роль плазменного проводника между катодом и анодом. Для нее характерно однородное распределение электрического поля и сравнительно низкий градиент потенциала. На аноде имеется область, получившая название "анодной области".
Практически все своеобразие явления вакуумной дуги связано с катодным пятном. Проблема изучения дуги сводится к изучению ее катодного пятна, для которого, как сказано выше, характерна высокая плотность тока и высокая концентрация энергии в единице объема.
При горении вакуумного-дугового разряда с холодным катодом ток дуги на нём стягивается в маленькие точки, которые именуются катодными пятнами. Выражаясь простыми словами, КП – ярко светящиеся точки, быстро перемещающиеся по поверхности катода [10]. Пример множества КП приведен на рисунке 1.4.
![]() Рисунок 1.4 – Катодные пятна вакуумно-дугового разряда
Рисунок 1.4 – Катодные пятна вакуумно-дугового разряда
КП представляет собой концентрированный токовый центр на катоде, возникающий из-за необходимости переноса токов больше величины при невозможности нагрева катода целиком до высокой температуры. На тугоплавких материалах КП возникают при токах от 1 до 10 А и давлениях менее 1 Торр.
Различают два вида КП:
Для КП, образующихся на очищенных катодах, характерны меньшие на два порядка скорость и эрозия, по сравнению с предыдущим видом. Размер КП так же немного меньше, чем в раннее рассмотренном виде, и составляет 10…40 мкм.
КП обоих типов окружены ореолом свечения плазмы, интенсивность которого спадает в 2-3 раза на расстоянии около 400 мкм по мере удаления от границы КП [11].
Кесаев И.Г. показал, что катодное пятно содержит отдельные ячейки, ток в которых не превышает двух пороговых [12]. Если ток становится выше этого, наблюдается самопроизвольное отмирание одних ячеек и образование новых за счет деления оставшихся ячеек. Катодное пятно испускает плазму, пары и капли материала катода. Появление ячейки, ее функционирование, а затем отмирание является дуговым циклом.
Струи плазмы, возникающие около катодного пятна, состоят из электронов, ионов, нейтральных атомов и капель материала катода. Количество унесённого с катода материала пропорционально заряду, прошедшему через КП, и характеризуется коэффициентом эрозии , измеряющимся в мкг/Кл. Он зависит от свойств материала, из которого выполнен катод, его температуры, длительности разряда, давления и состава газа, внешнего магнитного поля и др.
При длительном горении дугового разряда увеличивается температура катода, что приводит к увеличению расплавленного металла, также уменьшается механическая прочность в окрестности катодного пятна, что приводит к увеличению эрозии с катода за счёт капель материала катода.
Как было отмечено ранее, в ячейке катодного пятна быстро повышается давление до нескольких десятков атмосфер, что приводит к формированию волны сжатия, направленной внутрь катода со скоростью звука. Волна создаёт термомеханические напряжения, которые во много раз превышают предел прочности катода. Именно поэтому происходит разлёт расплава и частиц металла, что можно характеризовать как увеличение количество и размеров капельной фазы, а значит и коэффициента эрозии.
Из вышесказанного можно сделать вывод, что величина коэффициента эрозии в значительной степени зависит от теплофизических и механических свойств материалов катода.
![]()
![]()
 Оформление квалификационной работы:
Оформление квалификационной работы: Расчетно-пояснительная записка на __83__ листах формата А4.
Перечень графического (иллюстративного) материала (чертежи, плакаты, слайды и т.п.)
___Чертежи А1 – 3 шт.____________________________________________________________
___Чертежи А2 – 1 шт.____________________________________________________________
___Плакаты А1 – 4 шт.____________________________________________________________
___Плакаты А2 – 1 шт.____________________________________________________________
РЕФЕРАТ
Расчётно-пояснительная записка 83 стр., 36 рис., 1 табл., 13 источников.
РАЗРАБОТКА УСТРОЙСТВА ДЛЯ НАПЫЛЕНИЯ МЕТАЛОВ И ИХ СОЕДИНЕНИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ.
Объектом разработки данной выпускной квалификационной работы является торцевой вакуумно-дуговой испаритель для напыления на внутреннюю поверхность длинномерных цилиндрических изделий.
Цель работы – разработка вакуумно-дугового испарителя для осуществления нанесения жаростойких и упрочняющих покрытий на внутренние каналы длинномерных цилиндрических изделий, а также проработка общей схемы вакуумной камеры для нанесения покрытий данного типа.
Цель достигается уникальной, нетипичной конструкцией вакуумно-дугового испарителя, а также вакуумной камерой со специальными узлами для движения дугового испарителя внутри канала напыляемого изделия.
СОДЕРЖАНИЕ
РЕФЕРАТ. 1
ВВЕДЕНИЕ. 3
1 Проектно-конструкторская часть. 14
1.1 Дуговой испаритель для нанесения покрытий на внутреннюю поверхность длинномерных цилиндрических изделий. 14
1.2 Разработка схемы установки для напыления на внутреннюю поверхность длинномерных цилиндрических изделий с помощью спроектированного устройства 24
2 Расчёт теплового состояния катодного узла. 28
2.1 Постановка задачи. 29
2.2 Задача параметров модели для теплового расчёта. 29
2.3 Задача параметров модели для гидравлического расчёта. 32
2.4 Исследование на сеточную сходимость. 35
2.5 Анализ полученных результатов. 42
3 Расчёт магнитной системы вакуумно-дугового испарителя. 45
3.1 Постановка задачи. 46
3.2 Задача параметров модели для магнитного расчёта. 47
3.4 Анализ полученных результатов. 51
4 Расчёт стоимости вакуумно-дугового испарителя и установки для напыления. 53
4.1 Оценка стоимости изготовления деталей. 54
4.2 Оценка стоимости изготовления и сборки установки для нанесения покрытий. 58
ЗАКЛЮЧЕНИЕ. 64
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ. 65
ПРИЛОЖЕНИЕ А.. 67
ВВЕДЕНИЕ
Современный мир вынуждает принимать правила игры, при которых наличие военно-промышленного комплекса, изготавливающего военную технику с целью гарантирования независимости, является важным пунктом для любого государства.
Важнейшим аспектом при эксплуатации оборонной техники является её безотказное функционирование при ведении боя в различных условиях, что предъявляет жёсткие требования к конструкторам и технологам, разрабатывающим военную технику.
Говоря о вооружении, нельзя не оставить без внимания одну из важнейших её частей – артиллерийские орудия. Наличие данных боевых единиц существенно увеличивает шансы на победу. Особое внимание стоит уделить стволам, являющимся важнейшими частями орудий. Как правило, правильность геометрии ствольных труб существенно влияет на меткость орудия в целом.
Ствол – сборочная единица, состоящая из ствольной трубы, казенника с деталями его крепления на трубе, затвора с его механизмами и, в ряде случаев, дульного тормоза, эжекторного устройства, опорных обойм [1].
Стволы артиллерийских орудий разделяют на две категории по виду канала трубы [1]:
- Гладкоствольные (танковые);
- Нарезные (артиллерийские орудия).
- Цилиндрические;
- Конические.
Артиллерийский ствол в процессе эксплуатации со временем изнашивается и перестаёт удовлетворять предъявленным к нему требованиям [2]. Исходя из этого к материалам, из которых изготавливаются стволы, предъявляют следующие требования: высокие значения прочности, пластичности, вязкости, износостойкости, жаропрочности, коррозийной и эрозионной стойкости.
Для изготовления артиллерийских стволов применяют следующие стали [1]:
- 30ХМА;
- 30Х2Н2ВФА;
- 30Х2Н2ВФМА;
- 33ХН3МА (ОХН3МА).
Хромирование проводят в специальных ваннах, одна из которых приведена на рисунке 1.1.
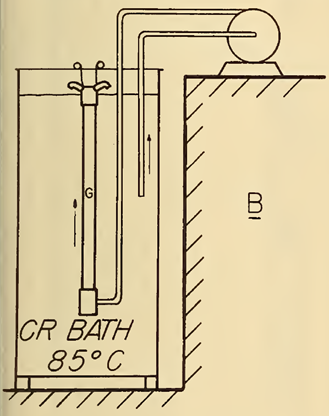 Рисунок 1.1 – ванна для хромирования танкового ствола [2]
Рисунок 1.1 – ванна для хромирования танкового ствола [2] Процесс протекает с помощью подачи потока электролита, подогретого до температуры и протекающего в зазоре между катодом, в качестве которого выступает канал ствола, и анодом. Аноды изготавливают из стальной проволоки с дополнительными покрытиями.
Состав электролита на 1 л воды выглядит следующим образом:
- Хромовый ангидрид , 150 г;
- Серная кислота , 1,5 г.
Равномерность хромированного покрытия, осаждённого гальваникой, сильно зависит от качества подготовки канала под хромирование, от стабильности выдерживания режимов процесса, а также от точности расположения анода относительно оси канала. Этим необходимо уделять большое внимание, так как равномерность существенно влияет на эксплуатационные характеристики.
Выделяют два наиболее существенных дефекта гальванических хромовых покрытий, приводящих рано или поздно к ухудшению эксплуатационных характеристик орудия: износ и разгар [3]. Разгар и последующие после сколы хрома показаны на рисунке 1.2.
а – сетка разг
 ара, б – сколы хрома, в - разгарРисунок 1.2 – Разрушение хромового покрытия (изображение увеличено в 150 раз) [4]
ара, б – сколы хрома, в - разгарРисунок 1.2 – Разрушение хромового покрытия (изображение увеличено в 150 раз) [4] Причины, по которым возникают вышеописанные дефекты, можно разделить на три группы:
- Причины механического характера;
- Причины термического характера;
- Причины химического характера.
Под причиной механического характера подразумевается изменение диаметра канала вследствие износа под действием силы трения между снарядом и внутренней поверхностью ствола.
Под причиной термического характера подразумевается локальные перегревы канала. Из-за кратковременности выстрела высокая температура успевает передаться лишь очень тонкому внутреннему слою, который, стремясь расшириться, встречает противодействие менее нагретых слоёв металла. В момент следующему после выстрела происходит быстрое охлаждение внутреннего слоя, что приводит его к сокращению. Что касается более глубоких слоёв, охлаждаясь гораздо медленнее, они препятствуют ранее описанному сжатию.
Ранее описанные циклы расширения и сжатия являются основной причиной возникновения разгара, то есть возникновению трещин на защитном покрытии. Покрытие поверхности трещинами приводит к выкрашиванию под действием пороховых газов, приводящим к отколу частиц металла и дальнейшего его выноса из канала ствола.
Под причиной химического характера подразумевается износ поверхности канала ствола под влиянием химического состава пороховых газов.
Присутствие окиси углерода и азота в продуктах разложения пороховых газов снаряда приводит к цементации и нитрировании стенок ствола, что делает внутренний слой более хрупким. Существенное влияние на износ ствола оказывает образующийся при выстреле нагар. Количество нагара в стволе зависит от числа выстрелов и качественного состояния ствола. Чем больше произведено выстрелов и чем хуже состояние ствола, тем больше в нём остаётся нагара.
Образующиеся вещества бывают растворимыми и нерастворимыми.
Растворимые вещества представляют собой соли (по большей части это ), появляющиеся при сгорании капсюльного состава.
Нерастворимыми частями нагара являются: томпак, медь, латунь, свинец, олово и железо. Наиболее вредной примесью растворимых солей нагара является . Эта соль плавится при температуре и обращается в пар при . Во время выстрела, когда температура может достигать [5]. При такой температуре находится в пороховых газах в виде пара. Соприкасаясь с холодными стенками ствола, пары хлористого калия конденсируются и в виде расплавленной соли или мелких кристалликов покрывают поверхность ствола.
При этом стальная поверхность канала ствола нагревается и частички хлористого калия приплавляются к ней, образуя блестящий, стекловидный слой. Калиевые соли пропитывают все остальные частицы рыхлого нагара, как бы цементируют их, превращая из легко удаляемой массы в твердое, трудно сдираемое вещество, плотно приклеившееся к поверхности металла.
Содержащиеся в нагаре соли легко впитывают влагу из атмосферного воздуха и превращаются в насыщенные растворы солей, вызывающие усиленное ржавление металла.
Резюмируя, можно сказать, что износ внутренней поверхности ствола является результатом воздействия множества факторов и зависит как от химического и термического воздействия пороховых газов, так и от причин механического характера.
В совокупности воздействия различного рода приводят к изменению геометрии внутреннего канала ствола и приводят к его расширению, особенно в его начале и конце. Это приводит к значительному ухудшению центрирования снаряда в стволе, что в свою очередь существенно влияет на рассеивание и отклонение снаряда от прогнозируемой траектории, а также к уменьшению дальности стрельбы, уменьшая срок эксплуатации ствола.
Сегодня существует тенденция повышения начальных скоростей снаряда посредством увеличения массы боеприпаса. В связи с этим появляется необходимость улучшения характеристик внутренней поверхности ствола, так как живучесть ствола сильно снижается при повышении температуры [5].
На сегодняшний день активно ведутся разработки плазменных методов нанесения покрытий на внутреннюю поверхность стволов [6]. Специалисты из лаборатории им. Бенета исследуют возможность осаждения тонких плёнок с помощью цилиндрического магнетронного распыления. В качестве осаждаемых материалов рассматриваются такие, как хром, тантал, вольфрам или их смеси. В нашей стране подобные разработки ведутся в Троицком институте инновационных и термоядерных исследований (ТРИНИТИ) [7].
Также имеются сведения о методе лазерного упрочнения, запатентованным в США и Германии [6]. Его принцип заключается в обработке канала ствола лазерным лучом на иттрий-алюминиевом гранате с неодимом, имеющим следующие параметры: длина волны , мощность . Для предотвращения появления окислов на поверхности в рабочую зону подаётся защитный газ, в роли которого выступает аргон. Глубина модификации поверхности при данном способе упрочнения зависит от скорости подачи обрабатывающей головки и составляет от 0,4 до 0,6 мм. Модифицированная поверхность приобретает твёрдость по Викерсу от 600 до 750 единиц.
Также применение разработанного вакуумно-дугового испарителя возможно в различных отраслях промышленности и машиностроения, а также в нефтегазовой отрасли.
Говоря о промышленности и машиностроении, речь идёт о длинных трубах небольших диаметров, где вакуумно-дуговой метод осаждения является альтернативой азотированию. В качестве примеров можно привести внутренние каналы двигателей внутреннего сгорания, по которым двигаются поршни.
В нефтегазовой отрасли при бурении скважин используется многоступенчатая бурильная колонна, в которой происходит трение скользящих поверхностей между собой. В качестве увеличения ресурса таких колон можно предложить алмазоподобные, антифрикционные покрытия, которые также доступны для нанесения методом вакуумно-дугового испарения.
Преимуществом плазменного метода нанесения покрытий с помощью данного устройства является более высокое качество наносимого покрытия, следовательно более эффективное увеличение ресурса напыляемых изделий.
В данной дипломной работе для нанесения защитного покрытия был выбран вакуумно-дуговой метод осаждения. Данный метод широко используется для нанесения различных керамических, металлических покрытий.
Устройство для осаждения данным методом называется дуговым испарителем (ДИ). Большим его преимуществом относительно других методов являются: широкий выбор испаряемых материалов, формирование карбидов, нитридов, оксидов для осаждения на подложку, высокая скорость нанесения покрытий и их высокие плотности [8].
Говоря о высоких скоростях эрозии, необходимо упомянуть, что они сопоставимы со скоростями при нанесении покрытий с помощью гальванического метода. Однако метод вакуумно-дугового испарения существенно менее токсичен и при должном соблюдении техники безопасности не опасен для оператора.
На сегодняшний день данный метод используется для получения упрочняющих, жаропрочных, антифрикционных и других покрытий в различных отраслях промышленности.
Разработка технологии и освоение дугового испарения была осуществлена в 1960-х годах в СССР учёными и инженерами Харьковского физико-технического института под руководством А.А. Андреева и А.А. Романова. Результатом стало изобретение промышленной установки «Булат», используемой и по сей день.
Дуговой разряд – самоподдерживающий разряд, в котором катодное падение потенциала имеет относительно низкое значение порядка потенциалов ионизации или возбуждения атомов, т.е. порядка 10 В. Этим дуговой разряд отличается от тлеющего, у которого катодное падение составляет сотни вольт. Малое значение катодного падения является результатом действия иных, чем в тлеющем разряде, механизмов катодной эмиссии [1].
Катоды дуг испускают электроны в результате термоэлектронной, автоэлектронной и термоавтоэлектронной эмиссии. Но главным образом на поддержание разряда влияет термоэлектронная эмиссия.
Дуговым разрядам характерны токи больших значений - от 1 до А, и малые напряжения. Как правило, их значения не более 30 В. Плотности тока также имеют большие значения, относительно, например, тлеющего разряда. В зависимости от формы дуги её значение составляет или .
По рисунку 1.3 можно сказать, что вольт-амперная характеристика дугового разряда – падающая.
 AB – область несамостоятельного разряда, BC – тёмный таунсендовский разряд, CD – поднормальный тлеющий разряд, DE – нормальный тлеющий разряд, EF – аномальный тлеющий разряд, FG – переход в дуговой разряд, GH – дуговой разряд
AB – область несамостоятельного разряда, BC – тёмный таунсендовский разряд, CD – поднормальный тлеющий разряд, DE – нормальный тлеющий разряд, EF – аномальный тлеющий разряд, FG – переход в дуговой разряд, GH – дуговой разряд Рисунок 1.3 – ВАХ газового разряда [9]
Катоды дуг либо целиком, либо местами и кратковременно получают от тока много энергии и обладают высокой температурой.
Вакуумная дуга обладает рядом важных свойств. Она имеет очень низкую разность потенциалов, при которой горит дуга. Эта разность потенциалов имеет порядок ионизационного потенциала атомов материала катода. Дуга имеет пороговый ток , ниже которого она гаснет. Дуга имеет высокую плотность тока на катоде. Распределение разности потенциалов в дуге очень неоднородно. Разности потенциалов, в катодной области называются катодным падением .
Пространство вакуумной дуги между катодом и анодом состоит из трех областей. Одна из них находится на катоде и имеет вид ярко светящегося пятна, которое совершает быстрое беспорядочное перемещение по поверхности катода. Эта область называется «катодным пятном».
Другая область занимает большую часть между катодом и анодом и имеет вид яркого диффузионного свечения. Эта область называется "положительным столбом" и играет роль плазменного проводника между катодом и анодом. Для нее характерно однородное распределение электрического поля и сравнительно низкий градиент потенциала. На аноде имеется область, получившая название "анодной области".
Практически все своеобразие явления вакуумной дуги связано с катодным пятном. Проблема изучения дуги сводится к изучению ее катодного пятна, для которого, как сказано выше, характерна высокая плотность тока и высокая концентрация энергии в единице объема.
При горении вакуумного-дугового разряда с холодным катодом ток дуги на нём стягивается в маленькие точки, которые именуются катодными пятнами. Выражаясь простыми словами, КП – ярко светящиеся точки, быстро перемещающиеся по поверхности катода [10]. Пример множества КП приведен на рисунке 1.4.
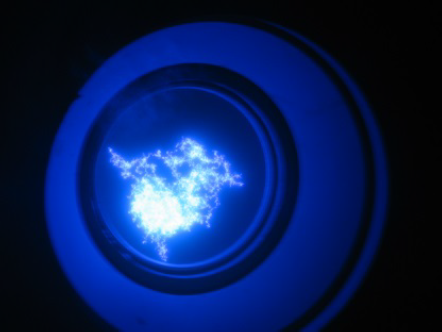 Рисунок 1.4 – Катодные пятна вакуумно-дугового разряда
Рисунок 1.4 – Катодные пятна вакуумно-дугового разряда КП представляет собой концентрированный токовый центр на катоде, возникающий из-за необходимости переноса токов больше величины при невозможности нагрева катода целиком до высокой температуры. На тугоплавких материалах КП возникают при токах от 1 до 10 А и давлениях менее 1 Торр.
Различают два вида КП:
- КП на загрязнённых катодах или катодах с диэлектрической плёнкой;
- КП на очищенных поверхностях в высоком вакууме.
Для КП, образующихся на очищенных катодах, характерны меньшие на два порядка скорость и эрозия, по сравнению с предыдущим видом. Размер КП так же немного меньше, чем в раннее рассмотренном виде, и составляет 10…40 мкм.
КП обоих типов окружены ореолом свечения плазмы, интенсивность которого спадает в 2-3 раза на расстоянии около 400 мкм по мере удаления от границы КП [11].
Кесаев И.Г. показал, что катодное пятно содержит отдельные ячейки, ток в которых не превышает двух пороговых [12]. Если ток становится выше этого, наблюдается самопроизвольное отмирание одних ячеек и образование новых за счет деления оставшихся ячеек. Катодное пятно испускает плазму, пары и капли материала катода. Появление ячейки, ее функционирование, а затем отмирание является дуговым циклом.
Струи плазмы, возникающие около катодного пятна, состоят из электронов, ионов, нейтральных атомов и капель материала катода. Количество унесённого с катода материала пропорционально заряду, прошедшему через КП, и характеризуется коэффициентом эрозии , измеряющимся в мкг/Кл. Он зависит от свойств материала, из которого выполнен катод, его температуры, длительности разряда, давления и состава газа, внешнего магнитного поля и др.
При длительном горении дугового разряда увеличивается температура катода, что приводит к увеличению расплавленного металла, также уменьшается механическая прочность в окрестности катодного пятна, что приводит к увеличению эрозии с катода за счёт капель материала катода.
Как было отмечено ранее, в ячейке катодного пятна быстро повышается давление до нескольких десятков атмосфер, что приводит к формированию волны сжатия, направленной внутрь катода со скоростью звука. Волна создаёт термомеханические напряжения, которые во много раз превышают предел прочности катода. Именно поэтому происходит разлёт расплава и частиц металла, что можно характеризовать как увеличение количество и размеров капельной фазы, а значит и коэффициента эрозии.
Из вышесказанного можно сделать вывод, что величина коэффициента эрозии в значительной степени зависит от теплофизических и механических свойств материалов катода.
1 Проектно-конструкторская часть
1.1 Дуговой испаритель для нанесения покрытий на внутреннюю поверхность длинномерных цилиндрических изделий
Файлы условия, демо
Характеристики ВКР
Предмет
Учебное заведение
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаПросмотров
82
Размер
36,56 Mb
Список файлов
СагдеевНК-Э8-82Б-Акт.pdf
СагдеевНК-Э8-82Б-Листы.pdf
СагдеевНК-Э8-82Б-Направление на ГИА.docx
СагдеевНК-Э8-82Б-Направление на ГИА.pdf
СагдеевНК-Э8-82Б-Презентация.pdf
СагдеевНК-Э8-82Б-Презентация.pptx
СагдеевНК-Э8-82Б-РПЗ.docx
СагдеевНК-Э8-82Б-РПЗ.pdf
СагдеевНК-Э8-82Б-Рецензия.pdf

Ваше экономие времени является моей ГЛАВНОЙ задачей! Если я Вам хоть чуть-чуть помог, пожалуйста, сделайте и мне приятное, оставьте 5 ЗВЁЗД и позитивный комментарий. Большое спасибо!
 EcoTime Inc.
EcoTime Inc.
16 октября 2021 в 09:57
Комментарии
Нет комментариев
Стань первым, кто что-нибудь напишет!
















