
Конвертерное производство стали: история и устройство
3 Конвертерное производство стали
3.1 История конвертерного производства стали
Конвертерный способ получения стали был предложен в 1855г. английским механиком Генри Бессемером. Метод заключался в переделе чугуна в сталь путем продувки жидкого чугуна воздухом, подаваемым через днище конвертера. Разработанный Бессемером агрегат для продувки чугуна, (от англ. converter — преобразователь), представлял собой вращающийся вокруг горизонтальной оси сосуд, состоящий из металлического кожуха, футерованного изнутри кислым (динасовым) огнеупорным кирпичом. В футерованное днище вставляются шамотные фурмы с отверстиями для подачи воздуха, которые называются соплами.
Наличие кислой футеровки предопределяло работу бессемеровского конвертера с кислыми шлаками, поэтому Бессемеровский процесс применялся только для передела низкофосфористых руд.
В 1878 г. англичанином Сиднеем Томасом была решена задача удаления фосфора из чугуна продувкой в конвертере с основной футеровкой, в качестве которой был использован обожженный доломит, и при наличии высокоосновного шлак. Для получения высокоосновного шлака в конвертер загружали известь. Способ переработки высокофосфористых чугунов путем продувки воздухом в конвертерах с основной футеровкой получил название томасовского, а конвертер с основной футеровкой — томасовского конвертера.
Достоинства и недостатки бессемеровского и томасовского процессов
Достоинства бессемеровского и томасовского процессов — высокая производительность, простота устройства конвертера, отсутствие необходимости применять топливо, малый расход огнеупоров и связанные с этим более низкие, чем при мартеновском и электросталеплавильном процессах капитальные затраты и расходы по переделу.
Однако обоим процессам присущ большой недостаток — повышенное содержание азота в стали (0,010—0,025 %), вызываемое тем, что азот воздушного дутья растворяется в металле. По этой причине бессемеровская и томасовская сталь обладают повышенной хрупкостью и склонностью к старению. Для получения стали с пониженным содержанием азота в 1950—65 применялись способы продувки снизу парокислородной смесью и смесью кислорода и углекислого газа, а также метод продувки дутьем, обогащенным кислородом.
В 50-х годах XX века в ряде стран Европы были разработаны и внедрены многочисленные варианты конвертерного процесса с применением кислорода. Эти процессы получили общее название кислородных конвертерных процессов.
В период с 1955 по 1975 гг. бессемеровский и томасовский процессы и их разновидности были вытеснены кислородно-конвертерными процессами с верхней и нижней подачей дутья.
3.2 Устройство кислородного конвертера с верхней продувкой
Рекомендуемые материалы
Кислородно-конвертерный процесс — это выплавка стали из жидкого чугуна с добавкой лома в конвертере с основной футеровкой и продувкой кислородом сверху через водоохлаждаемую фурму.
Кислородно-конвертерный процесс, обладает рядом преимуществ по сравнению с мартеновским и электросталеплавильным процессами:
1) более высокая производительность одного работающего сталеплавильного агрегата (часовая производительность мартеновских и электродуговых печей не превышает 100 т/ч, а у большегрузных конвертеров достигает 400—500 т/ч);
2) более низкие капитальные затраты, т. е. затраты на сооружение цеха, что объясняется простотой устройства конвертера и возможностью установки в цехе меньшего числа плавильных агрегатов;
3) меньше расходы по переделу, в число которых входит стоимость электроэнергии, топлива, огнеупоров, сменного оборудования, зарплаты и др;
4) процесс более удобен для автоматизации управления ходом плавки
Благодаря использованию для продувки чистого кислорода, кислородно-конвертерная сталь содержит азота не более, чем мартеновская и по качеству не уступает мартеновской. Тепла, которое выделяется при окислении составляющих чугуна с избытком хватает для нагрева стали до температуры выпуска и позволяет использовать до 24-28% лома в шихте.
Устройство кислородного конвертера
Кислородный конвертер представляет собой поворачивающийся на цапфах сосуд грушевидной формы, футерованный изнутри и снабженный леткой для выпуска стали и отверстием сверху для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна, загрузки лома и шлакообразующих и слива шлака (см. рисунок 4). Емкость существующих конвертеров составляет 10—450 т.
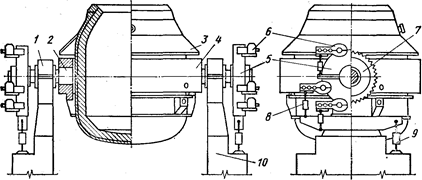
1 — опорный подшипник; 2 — цапфа; 3 — защитный кожух; 4 — опорное кольцо;
5 —корпус ведомого колеса; 6 — навесной электродвигатель с редуктором;
7 — ведомое зубчатое колесо; 8 — демпфер навесного электродвигателя;
9 — демпфер корпуса ведомого колеса; 10 — опорная станина
Рисунок 4 – Устройство кислородного конвертера
Форма конвертера. В конфигурации кожуха и внутреннего рабочего объема конвертера можно выделить три части: суживающуюся верхнюю часть (горловину), цилиндрическую часть и днище, которое может быть либо сферическим, либо иметь суживающуюся часть, к которой примыкает днище.
Размеры, конвертера. Они влияют на многие показатели процесса и должны, прежде всего, обеспечивать продувку без выбросов металла через горловину, поскольку выбросы уменьшают выход годной стали и требуют периодических остановок конвертера для удаления настылей металла с горловины и входной части котла-утилизатора. Размеры некоторых конвертеров приведены в таблице.
Размеры некоторых кислородных конвертеров
| Емкость, т | Высота рабочего пространства, Н, м | Диаметр рабочего пространства, м | Отношение H/D | Удельный объем, м3/т | Глубина ванны, м | Диаметр горловины, м |
| 100 | 7,65 | 4,00 | 1,90 | 0,96 | 1,50 | 1,65 |
| 200 | 9,50 | 5,95 | 1,60 | 1,03 | 1,78 | 3,10 |
| 300 | 9,27 | 6,55 | 1,41 | 0,87 | 1,90 | 3,43 |
Основные параметры, определяющие возможность работы конвертера без выбросов — это удельный объем (объем рабочей полости, приходящийся на 1 т жидкой стали, м3/т) и отношение высоты рабочего объема к его диаметру, H/D.
Удельный объем должен находиться в оптимальных пределах. Если он недостаточен, то при продувке возникают выбросы вспенивающихся металла и шлака. Вместе с тем, если удельный объем чрезмерно велик, то неоправданно возрастают габариты конвертера и высота конвертерного цеха, теплоотдающая поверхность кожуха и теплопотери, расход огнеупоров на кладку футеровки.
В последние годы для проектируемых конвертеров емкостью 100—400 т с учетом сложившегося режима продувки (150— 250 м3/мин кислорода на одно сопло фурмы) величину удельного объема принимают в пределах от 0,8—0,85 до 1,0 м3/т, причем эта величина должна понижаться при росте емкости конвертера.
Выбирая величину H/D учитывают, что при ее снижении стенки конвертера отдаляются от высокотемпературной подфурменной зоны, что способствует повышению их стойкости; возрастает также площадь контакта металл-шлак, что облегчает удаление в шлак фосфора и серы. Вместе с тем при чрезмерном снижении H/D, т. е. уменьшение высоты конвертера, начинаются выбросы, поскольку вспенивающийся металл достигает низко расположенной горловины. При росте H/D вероятность появления выбросов снижается, но и увеличение H/D сверх оптимальной величины не рекомендуется, поскольку это требует увеличения высоты здания цеха.
Для проектируемых в последние годы конвертеров емкостью 100—400 т величину H/D принимают в пределах 1,8—1,35, причем в этих пределах она обычно снижается пропорционально увеличению емкости конвертера. Это связано с тем, что для предотвращения выбросов, расстояние от уровня ванны в спокойном состоянии до верха горловины для конвертеров емкостью 100—400 т должно составлять примерно 6—8 м.
Глубина ванны жидкого металла в спокойном состоянии изменяется от 1,0 до 1,8—1,9 м, возрастая при увеличении емкости конвертера. Даже для конвертеров малой емкости (50 т) она не должна быть менее 1 м во избежание разрушения футеровки днища кислородными струями. Увеличение глубины ванны сверх 1,9 м также не рекомендуется, так как при этом из-за недостаточного проникновения вглубь ванны кислородных струй и ухудшения перемешивания ванны затрудняется плавление стального лома.
Диаметр горловины Dг существующих конвертеров емкостью от 50 до 400 т находится в пределах (0,4—0,6)D и изменяется от 1,0 до 4,1 м, обычно увеличиваясь при увеличении емкости конвертера. При выборе величины Dг учитывают, что горловина больших размеров позволяет производить завалку стального лома в один прием, что сокращает длительность плавки. Вместе с тем, при увеличении Dг возрастают теплопотери и несколько повышается содержание азота в выплавляемой стали, поскольку через большую горловину в полость конвертера подсасывается больше воздуха, азот которого растворяется в металле. Поэтому горловина не должна быть больше, чем это необходимо для загрузки шихты.
Угол наклона стенок горловины к вертикали в существующих конвертерах составляет 20—35°. На основании отечественной практики признано нецелесообразным делать угол более 25°, так как при большем уклоне ухудшается стойкость футеровки горловины.
Кожух и днище. Кожух конвертера выполняют сварным из листовой стали толщиной от 20 до 110 мм и делают его либо цельносварным, либо с отъемным днищем, которое крепится болтами или клиновыми соединениями. Горловина в большей степени, чем другие элементы кожуха подвержена воздействию высоких температур и короблению и может быть повреждена при удалении застывших выплесков металла и в процессе слива шлака. Поэтому верх горловины защищают сварным или литым шлемом, который в случае повреждения легко заменить.
Днище конвертеров обычно делают сферическим. Эта форма облегчает циркуляцию металла при верхней подаче дутья и способствует снижению износа футеровки. Широко применяются как неотъемные, так и отъемные днища. Отъемные днища могут быть приставными и вставными.
Цапфы и опорное кольцо. Конвертер цапфами опирается на роликовые опорные подшипники, закрепленные в опорных станинах. Подшипники обеспечивают возможность вращения конвертера вокруг оси цапф; при этом один подшипник фиксированный, а другой «плавающий», что дает возможность перемещения вдоль оси цапф на 15—30 мм.
Механизм поворота. Он обеспечивает вращение конвертера вокруг оси цапф на 360° со скоростью до 1 об/мин. Поворот конвертера необходим для выполнения технологических операций: заливки чугуна, завалки лома, слива стали и шлака и др.
Механизм поворота может быть односторонним (для малык конвертеров – до 100т) и двусторонним (для большегрузных конвертеров), позволяющим более равномерно распределить нагрузки при наклоне конвертера.
Механизмы поворота бывают стационарными и навесными. В последние годы применяют более совершенные навесные (закрепленные на цапфе) многодвигательные механизмы поворота.
Навесной многодвигательный привод обладает следующими преимуществами: перекос цапф не влияет на его работоспособность; при выходе из строя одного двигателя привод остается работоспособным; в 2—3 раза уменьшается масса привода; существенно уменьшается площадь, необходимая для его установки.
Футеровка. Футеровка конвертера работает в тяжелых условиях, подвергаясь воздействию высоких температур; термических напряжений, возникающих при колебаниях температуры футеровки; ударов кусков шихты при загрузке и знакопеременных нагрузок, возникающих при вращении конвертера. Она изнашивается также в результате химического взаимодействия со шлаком и размывающего действия потоков металла и шлака.
Футеровку обычно делают двухслойной. Примыкающий к кожуху арматурный слой толщиной 110—250 мм уменьшает теплопотери и защищает кожух в случае прогара рабочего слоя. Арматурный слой выполняют из магнезитового или магнезито-хромитового кирпича. Внутренний или рабочий слой изнашивается во время работы и его заменяют при ремонтах футеровки; его толщина в зависимости от емкости конвертера составляет 500—750 мм.
Для кладки рабочего слоя используют огнеупоры на основе доломита (CaO-MgO) и магнезита на связке из каменноугольной смолы.
Стойкость футеровки в зависимости от качества огнеупоров и условий работы конвертера составляет 400—900 плавок (2—5 кг на 1 т стали).
С целью повышения стойкости футеровки конвертеров применяется горячее торкретирование футеровки. Суть торкретирования сводится к нанесению с помощью торкрет-машин огнеупорной массы на изношенные участки футеровки.
Длительность торкретирования обычно не превышает 5 мин, его проводят после каждой или после нескольких плавок. Рекордная стойкость футеровки при торкретировании достигнута на одном из японских заводов — 10 110 плавок при расходе огнеупорного кирпича и торкрет-массы 0,19 и 1,38 кг/т стали соответственно.
Кислородная фурма. Кислород подают в конвертер через вертикально расположенную водоохлаждаемую фурму, которую вводят в полость конвертера через горловину строго по его оси. Давление кислорода перед фурмой составляет 1,0—1,6 МПа. Высоту фурмы над ванной можно изменять по ходу плавки; обычно она увеличивается при росте емкости конвертера и находится в пределах 0,8— 3,3 м от уровня ванны в спокойном состоянии.
Фурма выполнена из трех концентрично расположенных стальных труб и снабжена снизу медной головкой с соплами. Полости, образованные трубами, служат для подачи кислорода, подвода и отвода охлаждающей воды.
Медная головка фурмы имеет от 3 до 7 сопел типа сопла Лаваля, возрастая при увеличении расхода кислорода и емкости конвертера. Многосопловые фурмы благодаря рассредоточению кислородного потока на несколько струй обеспечивают «мягкую» продувку и минимальное количество выбросов. Кроме того, они дают возможность увеличить интенсивность подачи кислорода и сократить, благодаря этому, длительность плавки. Стойкость головок фурм составляет 50—250 плавок.
3.3 Шихтовые материалы и требования к ним
Основным шихтовым материалом кислородно-конвертерного процесса является жидкий чугун. Состав чугунов, перерабатываемых на разных заводах изменяется в широких пределах: 3,7—4,6 % С; 0,4—2,6 % Mn; 0,3—2,0 % Si; 0,02—0,08 % S; <0,3 % P.
Оптимальное содержание кремния в чугуне [Si]опт = 0,6—0,9 %. При излишне высоком содержании кремния возрастает расход извести для ошлакования образующейся SiO2 и увеличивается количество шлака в конвертере, что ведет к росту потерь железа со шлаком и способствует появлению выбросов; понижается также стойкость футеровки конвертера. Вместе с тем при очень низком (<0,3 %) содержании кремния замедляется шлакообразование в связи с медленным растворением извести из-за слишком низкого содержания SiO2, в первичных шлаках, а также снижается приход тепла.
Содержание марганца в чугунах, используемых на большинстве отечественных заводов, находится в пределах 0,2—1,1 %. Наличие в первичных шлаках закиси марганца ускоряет растворение извести, ускоряет шлакообразование, что улучшает дефорсфорацию и десульфурацию, а также уменьшает количество выбросов и повышает стойкость футеровки. Кроме того, наличие MnO снижает поверхностное натяжение шлака, который изолирует металл от воздействия атмосферы (азот). Поэтому для конвертерного передела желательно иметь содержание марганца в чугуне не менее 0,8%.
Содержание фосфора в чугуне не должно превышать 0,2—0,3 %, поскольку при большем его содержании необходимо осуществлять промежуточный слив шлака во время продувки и наведение нового, что снижает производительность конвертера.
Поскольку десульфурация металла при плавке в кислородном конвертере протекает недостаточно полно, чугун должен содержать менее 0,03—0,04 % серы.
Температура жидкого чугуна, перерабатываемого в кислородных конвертерах обычно составляет 1300—1450 °С. Применять чугун с более низкой температурой нежелательно, так как это ведет к холодному началу продувки и замедлению шлакообразования.
Количество стального лома доходит до 25—27 % от массы шихты. К лому, как и при прочих сталеплавильных процессах, предъявляется требование о недопустимости высокого содержания фосфора, серы, примесей цветных металлов и ржавчины. Кроме того, ограничивают максимальный размер кусков лома, поскольку слишком большие куски могут не успевать раствориться в металле за время продувки, а во время загрузки могут повредить футеровку конвертера. Для конвертеров емкостью 100—350 т размер кусков лома не должен быть более 0,3х0,3х1,0 м, а пакетов лома не более 0,7х1х2 м.
Основные шлакообразующие материалы — это известь и плавиковый шпат, иногда в качестве шлакообразующих или охладителей используют также железную руду, прокатную окалину, боксит, агломерат, рудно-известковые окатыши.
Известь должна быть свежеобожженной и содержать >90 % СаО, <3 % SiO2 и <0,05—0,1 % S. Куски извести должны иметь размеры от 10 до 50 мм. Применение более мелких кусков извести не допускается, так как они будут вынесены из конвертера отходящими газами.
Плавиковый шпат — эффективный разжижитель шлака. Он содержит 75—92 % CaF2, основной примесью является SiO2. Железная руда, агломерат и окатыши должны содержать не более 8 % SiO2, размер кусков руды должен быть 20—50 мм.
Боксит содержит 37—50 % А2О3, 10—20 % SiO2 и 12—25 % Fe2O3; обычно в нем также много влаги (10—20 %), что требует предварительной просушки во избежание внесения в сталь водорода.
3.4 Технология кислородно-конвертерной плавки
Наиболее простым и самым распространенным вариантом конвертерных процессов является проведение плавки в одношлаковом (моношлаковом) режиме. В этом случае технологический цикл обычно состоит из нескольких операций, продолжительность которых приведена ниже, мин:
| Завалка лома | 3-4 |
| Заливка чугуна | 3-4 |
| Продувка | 10-25 |
| Взятие пробы, ожидание анализа | 3-4 |
| Слив (выпуск) металла | 5-10 |
| Слив шлака | 1-2 |
| Осмотр и подготовка конвертера к очередной плавке, в т. ч. торкретирование | 0-5 |
| Общая длительность цикла (плавки) | 25-50 |
Продолжительность отдельных операций и цикла (плавки), как правило, не зависит от вместимости конвертера. Это объясняется тем, что по мере повышения вместимости конвертера повышается интенсивность дутья (3-7 м3/т-мин) и совершенствуется оборудование, позволяющее уменьшить продолжительность таких операций, как завалка лома, заливка чугуна и т.д.
Перед началом каждой плавки осуществляют ее шихтовку (планирование), то есть определяют оптимальные для данных условий количества (расходы) чугуна, лома, шлакообразующих материалов и кислорода, обеспечивающие по окончании продувки получение металла с заданной массой, температурой и концентрацией углерода, фосфора и серы.
Ход плавки. Плавку начинают с загрузки в конвертер лома. Завалка лома осуществляется в наклонном положении конвертера при помощи совков, объем которых принимают такими, чтобы весь лом был подан в одном совке, т. е. загрузку осуществить в один прием. Равномерное распределение лома на днище достигается наклоном конвертера в противоположную от загрузки сторону. Затем из заливочного ковша через горловину наклоненного конвертера заливают жидкий чугун. Заливка чугуна в требуемом количестве, известного химического состава и температуры осуществляется в один прием при помощи чугуновозных ковшей соответствующей вместимости.
После заливки чугуна конвертер поворачивают в вертикальное рабочее положение. В полость конвертера вводят фурму, включая подачу кислорода – период продувки. Затем загружают первую порцию шлакообразующих (известь с плавиковым шпатом и иногда с добавкой руды, окалины, окатышей, боксита). В первую порцию входит. 1/2—2/3 шлакообразующих, оставшееся количество вводят несколькими порциями в течение первой трети длительности продувки. Эти материалы вводят порциями 1% массы металла, чтобы не вызвать переохлаждения ванны и нарушения нормального хода плавки. Часть извести (20-40%) иногда вводят до заливки чугуна.
За счет вводимого кислорода окисляются избыточный углерод, а также кремний, марганец и небольшое количество железа, причем окисление кремния и марганца заканчивается в первые 3—4 мин продувки.
Из образующихся окислов (исключая СО) и загружаемой в конвертер извести и других сыпучих формируется шлак. Основность его по мере растворения извести увеличивается и к концу продувки составляет 2,5—3,7. В течение всей продувки в шлак из металла удаляются фосфор и сера.
Образующиеся при окислении углерода пузырьки СО вспенивают металл и шлак и существенно усиливают циркуляцию шлака и металла, что ускоряет процессы окисления, дефосфорации, десульфурации, нагрева металла и др. Вместе с пузырьками окиси углерода из металла удаляются растворенные в нем вредные газы — водород и азот.
Выделяющееся при реакциях окисления тепло обеспечивает нагрев металла до требуемой перед выпуском температуры и расплавление стального лома. Плавление лома обычно заканчивается в течение первых 2/3 длительности продувки.
Газообразные продукты окисления углерода (СО и немного СО2) покидают конвертер через горловину, образуя высокотемпературный поток отходящих газов, в котором содержится много (до 250 г/м3) мелкодисперсных частиц Fе2О3. Наличие в отходящих газах большого количества оксидов железа связано с интенсивным испарением железа и его оксидов (дымовыделение). С отходящими газами выносятся также мелкие капели металла и шлака, мелкие частицы сыпучих материалов, а также возможны выбросы (выливания через горловину) металла и шлака.
Для очистки конвертерного газа от пыли 50-200 г/м3 каждый конвертер оборудуется сложной системой охлаждения и очистки отходящих газов с фильтрами "мокрого" или "сухого" типов.
Продувка в зависимости от интенсивности подачи кислорода (3-7 м3/т мин) и удельного расхода кислорода на процесс 45-55 м3/т продолжается от 10 до 25 мин и должна быть закончена на заданном для выплавляемой марки стали содержании углерода. К этому моменту металл должен быть нагрет до необходимой температуры (1600—1650 °С), а содержание серы и фосфора в нем не должно превышать допустимых для данной марки стали пределов.
Окончив продувку из полости конвертера выводят кислородную фурму и осуществляют отбор пробы металла и шлака на химический анализ, а также измерение температуры металла. При отклонении от заданного состава или температуры металла осуществляют операции по исправлению плавки:
а) при избыточном содержании углерода проводится кратковременная додувка, обеспечивающая получение заданного содержания углерода.
б) при излишне высокой температуре проводят охлаждение металла, вводя в него охладители и делая выдержку после их ввода в течение 3—4 мин.
в) при недостаточной температуре металла проводят додувку при повышенном положении фурмы или же вводят в конвертер ферромарганец или снликомарганец с последующей додувкой;
г) при недостаточном содержании углерода производят науглероживание металла присадками молотого кокса или графита на струю металла при его выпуске в ковш.
После любой корректировки, проведенной в конвертере, снова отбирают пробы металла и шлака, измеряют температуру.
После выполнения необходимых операций по исправлению плавки конвертер наклоняют, осуществляя выпуск стали в ковш через летку. Выпуск металла совмещается с его раскислением-легированием (присадкой ферросплавов и алюминия в ковш), поэтому продолжительность этой операции должна быть достаточной для полного расплавления и равномерного распределения в объеме металла вводимых присадок. Она зависит от вместимости конвертера, но не должна быть < 5 мин. Конвертерный шлак отсекают, забрасывая специальные шары внутрь конвертера в конце выпуска или подавая инертный газ в сталевыпускное отверстие снаружи.
Слив шлака осуществляют в шлаковую чашу через горловину конвертера, повернув его в противоположную от выпуска металла сторону (рис. 65д).
Осмотр и подготовка конвертера к очередной плавке сводятся к осмотру и восстановлению футеровки, устранению обнаруженных повреждений. К обычным повреждениям относятся неизбежный износ (более или менее равномерное разрушение) футеровки и образование настылей, в первую очередь на горловине. Неизбежный износ футеровки восстанавливают торкретированием.
Общая длительность плавки в конвертерах емкостью от 50 до 400 т составляет 30—55 мин.
3.5 Дутьевой режим плавки
Режим подачи кислорода в конвертерную ванну оказывает большое влияние на длительность продувки, ход шлакообразования, величину входа жидкой стали и ее качество, на стойкость футеровки конвертера.
Дутьевой режим плавки можно считать оптимальным, если обеспечивается выполнение следующих основных требований: 1) высокая скорость удаления примесей металла (окисления углерода) при наиболее полном и примерно постоянном усвоении кислорода; 2) быстрое шлакообразование; 3) отсутствие выбросов металла и шлака; 4) минимальное образование выносов и дыма; 5) минимальное содержание газов в конечном металле. Выполнение этих требований возможно лишь при поддержании в заданных пределах основных параметров дутьевого режима, к которым относятся интенсивность подачи дутья (продувки), давление и чистота кислорода, положение (высота) фурмы над уровнем спокойной ванны и удельный расход кислорода.
Удельный расход кислорода изменяется в пределах от 47 до 57 м3/т стали, возрастая при увеличении содержания окисляющихся примесей в чугуне и снижаясь при увеличении доли стального лома в шихте, поскольку лом содержит меньше окисляющихся элементов, чем чугун.
Давление кислорода перед фурмой должно быть в определенных пределах. Выходные сопла Лаваля кислородной фурмы преобразуют энергию давления газа в кинетическую. Для достаточного заглубления кислородных струй в ванну и полного усвоения металлом кислорода необходима высокая кинетическая энергия струй, поэтому размеры сопел рассчитывают так, чтобы скорость струи на выходе из них составляла 450—500 м/с. Давление кислорода перед фурмой при этом должно быть 1,2—1,6 МПа.
Высота расположения фурмы имеет оптимальные пределы. При чрезмерно высоком расположении фурмы кислородные струи не будут внедряться в металл («поверхностный обдув») и будет низка степень усвоения кислорода; при чрезмерно низком положении («жесткая продувка») усиливается вынос капель металла отходящими газами и абразивный износ фурмы каплями металла, существенно замедляется шлакообразование и др. С учетом этого в конвертерах разной емкости фурму устанавливают на высоте, соответствующей расстоянию до уровня ванны в спокойном состоянии от 0,8 до 3,3 м. В этих пределах высота обычно возрастает при увеличении емкости конвертера и зависит также от конкретных условий работы данного конвертера.
Изменение высоты положения фурмы во время продувки обычно используют для регулирования окисленности шлака и ускорения его формирования.
Интенсивность продувки (в отличие от расхода кислорода в единицу времени, который возрастает при росте емкости конвертера и для большегрузных конвертеров достигает 2000 м3/мин), не зависит от емкости; она определяется главным образом конструкцией кислородной фурмы (числом сопел в ней) На разных заводах величина интенсивности J находится в пределах 3—5,0 и иногда доходит до 7 м3/т-мин при применении 7-ми сопловых фурм.
Интенсивность продувки J определяет длительность продувки t. Связь между величинами t и J примерно можно выразить следующим уравнением: t = Q/J, где Q — удельный расход кислорода, равный как выше отмечалось 47—57 м3/т.
Чистота кислорода оказывает большое влияние на качество стали, поскольку от нее зависит содержание в стали азота. Так, например, при использовании кислорода со степенью чистоты 98,3—98,7 % сталь содержит 0,004—0,008 % N, а при степени чистоты кислорода 99,5—0,002—0,004 % N. Для предотвращения насыщения металла азотом необходимо применять кислород c чистотой не менее 99,5 %.
3.6 Поведение составляющих чугуна при продувке
Реакции окисления. В течение продувки за счет подаваемого в конвертер кислорода окисляется избыточный углерод, а также, кремний, большая часть марганца и некоторое количество железа.
Для продувки в конвертере характерно прямое окисление железа в зоне контакта кислородной струи с металлом (в «первичной реакционной зоне») и окисление прочих составляющих металла за счет вторичных реакций на границе с первичной реакционной зоной и в остальном объеме ванны.
Соответственно окисление, например, углерода идет по следующим схемам:
Fe + 1/2О2 = FeO; Fe + 1/2О2 = FeO;
FeO = [О] +Fe; FeO = (FeO);
[C] + [О] == CO; [C] + (FeO) = CO + Fe.
Если просуммировать уравнения реакций правого или левого столбцов, то в обеих случаях получим итоговую реакцию окисления углерода: [С] + 1/2О2 = СО, которая, таким образом, отражает лишь начальное и конечное состояние процесса окисления.
Окисление кремния и марганца, так же как и углерода начинается с момента подачи кислорода (рисунок 5), причем весь кремний и большая часть марганца выгорают в первые минуты продувки. Более быстрое их окисление по сравнению с углеродом объясняется различием в химическом сродстве разных элементов к кислороду при различных температурах.
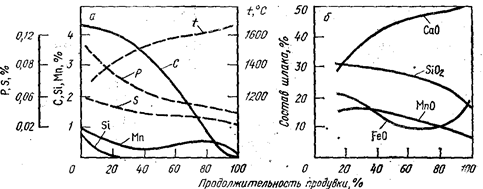
Рисунок 5 – Динамика состава металла и шлака в процессе продувки кислородом
На рисунке 6 приведена зависимость химического сродства ряда элементов к кислороду от температуры; при этом величина химического сродства тем больше, чем больше по абсолютной величине отрицательное значение ΔG.
 Из рисунка 6 следует, что при температурах ниже 1450—1500 °С кремний и марганец обладают более высоким сродством к кислороду, чем углерод; при более же высоких температурах сродство углерода к кислороду превышает сродство марганца и кремния. В соответствии с этим марганец и кремний окисляются в начале продувки, когда температура в конвертере сравнительно невысока.
Из рисунка 6 следует, что при температурах ниже 1450—1500 °С кремний и марганец обладают более высоким сродством к кислороду, чем углерод; при более же высоких температурах сродство углерода к кислороду превышает сродство марганца и кремния. В соответствии с этим марганец и кремний окисляются в начале продувки, когда температура в конвертере сравнительно невысока.
Окисление кремния заканчивается в первые 3—5 мин продувки и в дальнейшем по ходу плавки жидкий металл кремния не содержит. Реакция окисления кремния протекает до его полного израсходования и является необратимой, поскольку продукт окисления кислотный окисел SiO2, связывается в основном шлаке в прочное соединение 2CaO-SiO2.
 Интенсивное окисление марганца наблюдается в начале продувки, когда при низких температурах его химическое сродство к кислороду велико; к 3—5 мин продувки окисляется около 70 % марганца, cодержащегося в чугуне. В дальнейшем поведение марганца определяется равновесием экзотермической реакции
Интенсивное окисление марганца наблюдается в начале продувки, когда при низких температурах его химическое сродство к кислороду велико; к 3—5 мин продувки окисляется около 70 % марганца, cодержащегося в чугуне. В дальнейшем поведение марганца определяется равновесием экзотермической реакции
[Мn] + (FеО) = (МnО) + Fе + 122 950 Дж/моль.
В соответствии с этой реакцией отмечаются (см. рисунок 5) следующие особенности поведения марганца: при уменьшении содержания FеО в шлаке во второй половине продувки содержание марганца в металле возрастает; в конце продувки, когда вследствие усиливающегося окисления железа содержание окислов железа в шлаке возрастает, наблюдается вторичное окисление марганца. Конечное содержание марганца в металле зависит прежде всего от его содержания в чугуне и возрастает при увеличении температуры металла в конце продувки и снижении окисленности шлака. В обычных условиях выплавки рядовых марок сталей к концу плавки в металле остается 20-30% Mn от общего содержания его в шихте.
Окисление углерода в кислородном конвертере происходит преимущественно до СО. В начале продувки (см. рисунок 5), когда интенсивно окисляются кремний и марганец, а температура ванны мала, скорость окисления углерода сравнительно невелика (0,10—0,15 %/мин). В дальнейшем, вследствие повышения сродства углерода к кислороду при росте температуры (см. рисунок 6) и уменьшения расхода кислорода на окисление марганца и кремния, скорость окисления углерода возрастает, достигая к середине продувки максимума (0,35—0,45 %/мин). В конце продувки она вновь снижается вследствие уменьшения содержания углерода в металле.
Дефосфорация — то есть удаление из металла в шлак фосфора, осуществляется по экзотермической реакции
2 [Р] + 5 (FeO) + 3 (CaO) = (ЗСаО.Р2О5) + 5Fe + 767 290 Дж/моль,
для успешного протекания которой необходимо повышенные основность и окисленность шлака и невысокая температура.
Дефосфорация начинается сразу после начала продувки (см. рисунок 6), что объясняется быстрым началом формирования основного железистого шлака в конвертере. Поскольку реакция удаления фосфора сопровождается выделением тепла, дефосфорация наиболее интенсивно протекает в первой половине продувки при сравнительно низкой температуре.
В итоге величина коэффициента распределения фосфора между шлаком и металлом (P2O5)/[P], характеризующего результат дефосфорации, изменяется от 40 до 80—100 и в этих пределах обычно тем выше, чем выше основность и окисленность шлака и чем ниже температура металла в конце продувки. Обычно при содержании фосфора в чугуне менее 0,15—0,20 % металл в конце продувки содержит 0,002—0,004 % фосфора.
Десульфурация в кислородном конвертере происходит в течение всей продувки и, главным образом, путем удаления серы из металла в шлак. Вместе с тем, часть серы (менее 10%) удаляется в виде SO2 в результате ее окисления кислородом дутья.
Как известно для успешного протекания реакции десульфурации
[FeS] + (СаО) = (CaS) + (FeO)
необходимы высокая основность шлака и низкое содержание в нем окислов железа. Конвертерный же шлак содержит значительное количество FeO (7—20 % и более), поэтому десульфурация получает ограниченное развитие. Степень десульфурации обычно составляет 30—40 %, а коэффициент распределения серы между шлаком и металлом - (S)/[S] невелик (от 2 до 10).
3.7 Шлакообразование и требования к шлаку
Параметры шлакового режима — состав, вязкость, количество шлака и скорость его формирования оказывают сильное влияние на результаты плавки.
Требования к шлаку. Шлаковый режим должен обеспечить достаточно полное удаление фосфора и серы из металла во время продувки. С этой целью основность шлака должна быть достаточно высокой (от 2,5 до 3,7), а вязкость невелика, так как в густых шлаках замедляются процессы диффузии компонентов, участвующих в реакциях дефосфорации и десульфурации.
Скорость формирования шлака. В связи с кратковременностью продувки чрезвычайно важно обеспечить как можно более раннее формирование шлака.
В кислородно-конвертерном процессе с верхней подачей дутья имеются благоприятные условия для шлакообразования (растворения извести): 1) высокая температура в шлаковой зоне ванны (до 2000°С), вызываемая взаимодействием струи кислорода с металлом; 2) интенсивное перемешивание ванны под действием струи кислорода и выделяющегося из ванны СО; 3) возможность изменения содержания оксидов железа в шлаке изменением положения кислородной фурмы относительно поверхности ванны.
Формирование основного шлака сводится к растворению загружаемой в конвертер кусковой извести в жидкой шлаковой фазе—продуктах окисления составляющих чугуна (SiO2, MnO, FeO). Известь тугоплавка (температура плавления СаО составляет 2570 °С), поэтому для ее растворения необходимо взаимодействие СаО с окислами шлаковой фазы с образованием легкоплавких химических соединений.
Для ускорения шлакообразования в конвертер в начале продувки обычно присаживают плавиковый шпат (CaF2), а также обогащают шлак оксидами железа за счет продувки при повышенном положении фурмы, и иногда за счет присадок железной руды, агломерата, окатышей, боксита.
Шлаковый режим. После начала продувки в конвертер вводят первую порцию шлакообразующих — примерно 1/2—2/3 их общего количества. В эту порцию обычно входят известь и плавиковый шпат; иногда вместо плавикового шпата применяют боксит, агломерат, окатыши, железную руду. Оставшееся количество шлакообразующих вводят одной или несколькими порциями в течение 1/3 длительности продувки. Иногда для ускорения шлакообразования часть извести (20-40%) загружают в конвертер перед заливкой чугуна.
Общий расход извести составляет 5—8 % от массы плавки; его определяют расчетом так, чтобы обеспечивалась требуемая основность шлака. Расход плавикового шпата обычно составляет 0,15—0,3 % и иногда достигает 1 %.
Кроме плавикового шлака, разжижающего первичные шлаки, для ускорения формирования шлака продувку начинают при повышенном положении фурмы для насыщения шлака оксидами железа.
По ходу продувки состав шлака изменяется: в результате растворения извести содержание СаО в шлаке возрастает, а содержание SiO2, MnO и FeO снижается. Заметно уменьшается содержание FeO в период наиболее интенсивного окисления углерода (середина продувки), когда сильное развитие получает реакция окисления углерода за счет окислов железа шлака. В конце продувки, когда углерода в металле мало, начинает окисляться железо и содержание FeO в шлаках возрастает.
3.8 Поведение железа и выход годного металла
В кислородно-конвертерном процессе, как в любом другом сталеплавильном процессе, в зависимости от периода плавки возможно как окисление, так и восстановление железа. Во время присадки твердых окислителей происходит восстановление железа в первую очередь углеродом металла по реакции Fe2O3 + 3[С] = 3{СО} + 2[Fe]. В период интенсивного формирования шлака в начале и конце плавки (при [С] < 0,1%) железо окисляется.
Если рассматривать плавку в целом, то в кислородно-конвертерных процессах наблюдается окисление железа, так как обычно присаживаемое количество оксидов железа в виде твердых окислителей (< 1 % от садки) меньше их количества, необходимого для формирования шлака (2-3%), поэтому неизбежные потери железа в результате его окисления и перехода в шлак обычно составляют 0,7-1,5%. Если плавка в целях возможно большей переработки лома ведется без твердых окислителей, то потери железа в результате его окисления повышаются до 1,5-2,0%. Кроме того, железо испаряется и уносится газами в виде частичек Fе2О3 бурого цвета. Средний выход газа в кислородных конвертерах составляет - 70 м3/т, а среднее содержание в нем пыли (в основном оксиды железа) 100-150 г/м3, следовательно, потеря железа в результате испарения в среднем составляет 1-1,5 от массы металла и уменьшаются при сокращении длительности продувки.
Часть железа теряется с корольками железа шлака. Содержание корольков железа в шлаке неизбежно и в конечном конвертерном шлаке колеблется в пределах 2-5%. Нижний предел относится к случаям выплавки низкоуглеродистой стали (< 0,1% [С] жидкий высокозакисный шлак), верхний - высокоуглеродистой (>0,5% [С] низкоокисленный шлак). Количество шлака 11-16%, поэтому потери с корольками составляют > 0,5%.
Вынос мелких капель металла отходящими газами наблюдается в начале продувки, когда поверхность металла не защищена шлаком и усиливается при приближении фурмы к поверхности ванны. В связи с этим следует обеспечивать раннее образование шлака. Общие потери металла с выбросами и выносом составляют в среднем около 1 %.
В целом общие потери железа при плавке стали в конвертерах с верхней подачей дутья обычно 3-4%, но могут достигать >5%, если продувка и шлакообразование протекают не в оптимальном режиме.
Кроме железа в процессе продувки окисляется весь кремний, большая часть углерода и марганца чугуна. Выход жидкой стали (выход годного) при кислородно-конвертерном процессе с учетом всех потерь составляет 88—90 % от массы металлической шихты.
3.9 Материальный и тепловой баланс кислородно-конвертерной плавки
Материальный баланс. В оптимальном случае, когда выход металла максимален (90%), а расход чугуна минимален (74%), расход чугуна на 1 т жидкой стали составляет (74:90) х 1000 = 822 кг. Учитывая, что жидкий чугун поступает с некоторым количеством доменного (миксерного) шлака, лом обычно содержит мусор и при разливке неизбежна некоторая потеря металла, для рассматриваемого случая минимальный фактический расход чугуна составляет ~ 830 кг/т и расход металлошихты (чугуна и лома) 1140-1150 кг/т литой стали. При плавке стали в мартеновских печах расход на 1 т литой стали металлошихты <1135 кг, а расход чугуна может быть снижен до < 500 кг. Таким образом, кислородно-конвертерный процесс отличается от мартеновского не только высоким потреблением чугуна, но и металлошихты в целом, т. е. большей емкостью главных видов материальных ресурсов.
Тепловой баланс. Сталь, выпускаемая из конвертера, должна быть нагрета до температуры 1600—1650 °С, в то время как заливаемый в кислородный конвертер чугун обычно имеет температуру 1250—1400 °С. Источником тепла для нагрева стали со шлаком, а также для восполнения потерь тепла с отходящими газами и через кожух конвертера является тепло, выделяющееся при окислении примесей чугуна.
Расчеты теплового баланса и практика показывают, что общее количество тепла, выделяющегося при окислении примесей чугуна при любом его составе, значительно превышает потребность в тепле для нагрева стали и шлака до температуры выпуска и для компенсации теплопотерь. В связи с этим при кислородно-конвертерной плавке обязательно применение охлаждающих добавок. Их количество определяется температурой чугуна, содержанием в нем кремния и других примесей, а также темпом работы конвертера, поскольку при удлинении пауз между продувками возрастают потери тепла в результате охлаждения конвертера.
В качестве охладителей можно использовать железную руду, стальной лом, агломерат, железорудные окатыши, известняк, доломит, известково-рудные брикеты.
Обычно в качестве охладителя применяют стальной лом. Избыточное тепло процесса расходуется при этом на его нагрев и расплавление (1420 кДж на 1 кг лома); расход лома доходит до 25—28 % от массы металлической шихты. Увеличение расхода лома снижает себестоимость стали, а также вызывает повышение выхода годного, так как лом содержит меньше, чем чугун примесей, окисляющихся при продувке. Достоинством лома считается также то, что он вносит мало вредных примесей, то есть не требует повышения расхода шлакообразующих.
Недостатком лома является то, что его завалку производят в начале плавки, в то время как выделение тепла происходит в течение всей продувки. В связи с этим начало продувки получается «холодным». Недостатком считают и то, что его охлаждающее воздействие не затрагивает непосредственно зоны максимальных температур в конвертере — подфурменной реакционной зоны, поскольку лом находится под слоем жидкого чугуна. Затраты времени на загрузку лома и возможность повреждения кусками лома футеровки конвертера также является недостатком этого охладителя.
Железная руда как охладитель применяется сравнительно редко. При использовании руды избыточное тепло расходуется на ее нагрев и восстановление железа из окислов; восстановленное железо несколько повышает выход годной стали. Охлаждающее воздействие руды в 3,0—3,8 раза выше охлаждающего воздействия равного количества лома; расход руды доходит до 8 %.
По сравнению с ломом руда как охладитель имеет ряд преимуществ: она обеспечивает охлаждение высокотемпературной подфурменной зоны; для загрузки руды не требуется останавливать продувку; содержащиеся в руде окислы железа ускоряют растворение в шлаке извести, т. е. ускоряют шлакообразование; наличие кислорода в руде снижает (на 10—15 %) расход газообразного кислорода.
Недостатки руды. Она вносит в шлак много SiO2, в связи с чем возрастает расход извести и количество шлака, что обычно вызывает уменьшение выхода годного. Кроме того, при большом расходе руды на плавку (> 5— 6 %) и ее введении одной порцией возрастает количество выбросов и снижается выход годного металла.
Применение в качестве охладителей агломерата, окатышей и брикетов оказывает такое же охлаждающее действие как и железная руда.
Основной причиной использования лома, а не руды в качестве охладителя является то, что лом заменяет значительное количество дорогостоящего чугуна.
При использовании в качестве охладителей известняка и доломита тепло расходуется на разложение содержания в них CaCO3 и MgCO3. Охлаждающая способность доломита и известняка близки к охлаждающей способности руды. Редкое использование этих охладителей связано с тем, что они не увеличивают выход годного металла.
3.10 Переработка лома в конвертерах
Основным недостатком конвертерных процессов является низкий расход лома в шихте, обычно составляющий не более 25-28% при средней доле лома в сталеплавильной шихте примерно ~ 45-50%.
Известны различные методы повышения доли лома в шихте конвертерных процессов, которые можно объединить в две основные группы: 1) методы, позволяющие лучше использовать тепло самого процесса (дожигание СО до СО, в полости конвертера, исключение применения твердых окислителей, уменьшение потерь тепла во время перевозок жидкого чугуна, остановок конвертера и т. д.); 2) методы дополнительного подвода тепла, прежде всего нагрева лома в полости конвертера или в специальных устройствах.
Дожигание СО в полости конвертера. Для проведения дожигания в верхнюю часть полости конвертера над ванной подают кислород (через двухъярусную фурму), обеспечивающий протекание реакции: СО + 1/2O2 = CO2; + 282 980 Дж/моль, тепло от которой передается ванне, что и позволяет увеличить расход охладителя — стального лома. Однако попытки использовать этот источник тепла показали, что реальное увеличение доли лома не превышает 10-15%, а стойкость футеровки конвертера резко снижается.
Подогрев лома в конвертере сжиганием твердого топлива (кокса, антрацита). Кусковой каменный уголь (антрацит) или кокс загружают в конвертер на стальной лом или после заливки чугуна и начала продувки.
При расходе угля около 1 % от массы шихты уменьшается расход чугуна на 2,5—3,5 % (от массы шихты), но в то же время возрастает длительность плавки, что снижает производительность конвертера примерно на 6 %. Недостатки – увеличение продолжительности плавки и наличие серы в топливе.
Вдувание пылевидного угля. Молотый каменный уголь или кокс вдувают в ванну в струе кислорода, подаваемого через фурму сверху или через донные фурмы. Тепло, выделяющееся при окислении вводимого углерода позволяет увеличить расход лома. Способ часто применяют в сочетании с подачей кислорода в верхнюю полость конвертера для дожигания СО до CO2 при такой комбинированной технологии доля стального лома в шихте может быть увеличена до 50 % и более. Недостаток – усложнение конструкции
Подогрев лома в конвертере сжиганием газообразного или жидкого топлива. Загруженный в конвертер стальной лом подогревают с помощью топливно-кислородной горелки, после чего заливают жидкий чугун и проводят плавку по обычной технологии. При этом достигают увеличения количества стального лома в шихте на 4—9 % (от массы шихты); длительность подогрева на разных заводах составляет 8—18 мин, расход природного газа 5—13 и кислорода на нагрев 15—20 м3/т стали.
Для повышения доли лома в шихте иногда применяют ферросилиций, карбиды кремния (SiC) и кальция (СаС2). Эти материалы, загружаемые с ломом, во время продувки окисляются со значительным тепловым эффектом. Однако они дороги и дефицитны, поэтому их систематическое применение бесперспективно.
Предварительный подогрев лома вне конвертера в простых устройствах (совках и ковшах) малоэффективен, поскольку в них удается нагреть лом только до 500-600°С, а сооружение специальных устройств, более совершенных в теплотехническом отношении, увеличивает капитальные и текущие затраты.
3.11 Конвертерные процессы с донной продувкой кислородом
Первые попытки замены воздушного дутья в бессемеровском и томасовском процессах не дали положительных результатов из-за отсутствия технологии продувки, обеспечивающей высокую стойкость днища конвертеров. Однако разработка способов донной продувки металла кислородом продолжалась, поскольку широкое промышленное применение процесса с верхней подачей дутья выявило его серьезные недостатки, к которым прежде всего относятся:
1 Высокие потери железа с отходящими газами, шлаком, выбросами и выносами.
2 Неполное и непостоянное от плавки к плавке усвоение вдуваемого кислорода ванной.
3 Большая дополнительная высота, требующаяся для размещения кислородных фурм.
Для исключения указанных недостатков разрабатывались возможности применения донного кислородного дутья. Задача состояла в том, чтобы предотвратить активное взаимодействие струй кислорода с металлом непосредственно у выхода из фурм, т.е. отодвинуть вглубь металла реакционную зону, имеющую очень высокую температуру (>2000°С) и значительное содержание оксидов железа, а поэтому вызывающую интенсивное разрушение (эрозию) днища.
Проводившиеся впоследствии в ряде стран исследования привели к разработке пригодного для промышленного использования метода введения кислорода снизу в виде струй, окруженных кольцевой защитной оболочкой из углеводородов. Кольцевая оболочка предотвращает контакт кислорода с чугуном у фурм и обеспечивает охлаждение околофурменной зоны.
Охлаждение околофурменной зоны происходит потому, что на выходе из фурмы протекает ряд эндотермических процессов: разложение углеводородов (CН4=С+2Н2-Q); растворение углерода в металле с поглощением тепла (С=[С]-Q); неполное сгорание углеводородов (CH4+1/2O2= CO+2{H2}- Q.
Отвод реакционной зоны вглубь металла происходит потому, что газ, будучи восстановителем, предотвращает окисление железа вдуваемым кислородом непосредственно у фурм.
При таких условиях в нижней части реакционной зоны не развивается очень высокая температура и не образуются оксиды железа, поэтому не наблюдается интенсивного износа фурм и днища уже при расходе топлива ~ 5 % от расхода кислорода (максимальный расход ~ 10 %).
В качестве источника углеводородов для создания защитной оболочки вокруг кислородной струи в конвертер подают тонкий слой природного газа (его основу составляет метан СН4), пропана (C3H8) и иногда жидкого топлива (сложные углеводороды типа СmНn). Расход природного газа составляет 6—8, пропана около 3,5 % от расхода кислорода.
Устройство конвертера
Конвертеры для донной кислородной продувки имеют отъемное днище, а в остальном схожи с конвертерами, применяемыми при верхней продувке кислородом. В днище в зависимости от емкости конвертера устанавливают от 7 до 22 фурм. Каждая фурма состоит из двух концентрически расположенных труб; по средней трубе из нержавеющей стали или меди с внутренним диаметром 24—50 мм подают кислород, внешняя труба из нержавеющей стали образует кольцевой зазор толщиной 0,5—2 мм вокруг наружной. Через зазор подается защитная среда — газообразные или жидкие углеводороды.
Технология плавки – отличительные особенности
Шлакообразование при донной подаче дутья и использовании кусковой извести ухудшается вследствие снижения температуры шлака и содержания в нем оксидов железа. Снижение температуры шлака вызвано перенесением высокотемпературной реакционной зоны из верхних горизонтов ванны в объем металла. В этих условиях температура шлака близка к температуре металла, которая в первой половине плавки < 1500°С.
Уменьшение содержания оксидов железа связано с интенсификацией перемешивания металла и шлака и более восстановительным характером газовой фазы (содержание СО2 в газовой фазе при верхнем дутье - 10 %, а при донной не более 3-4%). В этих концентрация оксидов железа обычно не превышает 5-6% (при верхней продувке 15-20%).
Поэтому нормальная выплавка углеродистой стали в конвертерах с донной подачей кислорода возможна только при использовании порошкообразной извести, вдувая ее также снизу в струе кислорода. В этом случае создаются благоприятные условия для шлакообразования, особенно в начальной стадии этого процесса.
Поведение примесей
За время продувки окисляется избыточный углерод, кремний, часть марганца; формируется шлак, в который удаляются фосфор и сера; расплавляется стальной лом; за счет тепла реакций окисления нагревается металл. Вначале, как и при продувке сверху, преимущественно окисляются кремний и марганец. Вместе с тем для процесса характерен ряд отличий, связанных прежде всего с тем, что при подаче дутья через несколько фурм снизу обеспечивается резкое усиление интенсивности перемешивания ванны.
В этих условиях существенно увеличивается поверхность контакта металл—газ и металл-шлак, что ведет к снижению окисленности шлака. Поэтому содержание FeO в шлаке по ходу продувки не превышает 5—6 %.
Из-за низкого содержания FeO в шлаке реакция окисления марганца [Мn] + (FeO) = (MnO) + Fe получает ограниченное развитие и количество окисляющегося за время продувки марганца (30-40 %) меньше, чем при верхней продувке (70-80%).
Окисление фосфора. При донной подаче дутья с применением порошкообразной извести дефосфорация протекает несколько полнее, чем при верхней подаче дутья.
Удаление серы. При донной подаче дутья с порошкообразной известью возрастает коэффициент распределения серы между шлаком и металлом (при В= 3-3,5 Lg= 6-8, может достигать 10), и доля серы, переходящей в газовую фазу (15-20%), поэтому общая степень десульфурации (переход в шлак и газовую фазу) увеличивается и обычно составляет 50-60% (при верхней подаче дутья 30-50%).
Особенностью процесса является то, что водород, образующийся в результате термического разложения вдуваемых углеводородов, растворяется в металле и в конце продувки содержание водорода достигает 6—9 см3 на 100 г металла, что недопустимо для сталей многих марок. Для удаления избыточного водорода перед выпуском проводят кратковременную (в течение 10—60 с) продувку металла аргоном; содержание водорода при этом снижается до 2—4 см3 на 100 г.металла.
Длительность продувки в зависимости от интенсивности подачи кислорода изменяется от 8 до 14 мин, удельный расход кислорода 45-55 м3/т, природного газа 4—5 м3/т, пропана 1,5 м3/т, жидкого топлива 2—3 л/т. Расход азота на продувку металла и на подачу в межплавочные периоды через фурмы с целью их охлаждения достигает 15—20 м3/т.
Тепловой баланс плавки при донной подаче дутья, несмотря на введение некоторого количества топлива, ухудшается. Это связано в основном с тем, что сжигание топлива происходит неполно, выделяющееся тепло обычно не компенсирует затраты тепла на разложение углеводородов; кроме того, уменьшается окисление железа. Вследствие этого доля лома в шихте при донной подаче дутья снижается на 2-5% по сравнению с верхней подачей.
3.12 Сравнение процессов с верхней и донной продувкой кислородом
Конвертерный процесс с донной подачей кислорода по сравнению с верхней подачей дутья, обладая значительно лучшими условиями взаимодействия дутья с ванной, имеет следующие основные преимущества:
1) в 3—5 раз уменьшаются потери железа с отходящими газами, поскольку наиболее крупные частицы бурого дыма (Fе2О3) поглощаются при прохождении через слой металла и шлака
2) почти отсутствуют потери с выбросами из-за более спокойного хода продувки;
3) в 1,5—2 раза уменьшаются потери железа со шлаком вследствие меньшего содержания в шлаке окислов железа;
4) увеличивается выход жидкой стали на 1,5-2% из-за п.1-3;
5) повышается и стабилизируется степень усвоения кислорода ванной, что облегчает управление процессом;
6) появляется возможность повышения интенсивности продувки, следовательно, производительности конвертера на 5-10%;
7) уменьшение расхода кислорода, объясняемое лучшим (на 5—10 %) его использованием в связи с тем, что окисляется меньше железа и меньшее количество углерода окисляется до СО2 (в отходящих газах содержится <5 % СО2, тогда как при продувке сверху до 10—15 %);
8) уменьшение количества окисляющегося при продувке марганца, что ведет к экономии ферромарганца;
9) более высокая степень дефосфорации и десульфурации;
10) уменьшается поглощение азота дутья вследствие понижения температуры в зоне взаимодействия кислорода и металла;
11) создаются благоприятные условия для организации вдувания в ванну различных инертных газов (аргона, азота) и порошкообразных материалов (извести, графита, угля и др.).
12) уменьшение высоты конвертерной установки из-за отсутствия вертикально-перемещаемых фурм, что упрощает сооружение конвертерного цеха;.
Вместе с тем, для процесса с донной продувкой кислородом характерны следующие недостатки:
- необходимо применение порошкообразной извести, что требует специального оборудования для ее помола и вдувания;
- необходима продувка металла инертным газом для удаления водорода, а также подача через фурмы инертного газа или воздуха в межплавочные периоды для охлаждения фурм;
- усложняется конструкция и эксплуатация днища с системой подвода кислорода, защитной среды, инертного газа и измельченной извести;
- возникают простои конвертера при замене днищ, которая длится 8—20 ч;
- на 2—5 % уменьшается количество перерабатываемого лома, что связано с затратой тепла на разложение углеводородов и уменьшением прихода тепла от окисления железа (в шлак) и в результате уменьшения доли углерода, окисляющегося до CO2;
- необходимы специальные устройства для улавливания дыма и выносимых из конвертера капель металла при его наклоне.
Конвертерный процесс с донным топливно-кислородным дутьем хотя и имеет ряд преимуществ по сравнению с процессом с верхней подачей дутья, однако его применение целесообразно лишь в специфических условиях: при переделе высокофосфористых и ванадийсодержащих чугунов, а также при выплавке особонизкоуглеродистой стали (< 0,05% С) из любого чугуна. При переделе обычных чугунов на сталь с нормальным содержанием углерода предпочтительна верхняя подача дутья, поскольку можно работать на кусковой извести и обеспечить стойкость футеровки конвертера на порядок выше.
3.13 Конвертерные процессы с комбинированной продувкой
Желание совместить преимущества конвертерных процессов с верхней и донной продувкой послужило основанием для разработки в последние годы технологии конвертерного процесса с комбинированной продувкой сверху и снизу.
Конвертерный процесс с комбинированной (верхней и донной) подачей кислорода обладает наибольшими технологическими возможностями, но по конструкции агрегата и системы его обеспечения является самым сложным. Для максимального использования преимуществ верхнего и донного дутья необходимо обеспечить подачу в конвертер: сверху - кислорода, кусковой извести и других флюсов; через дно - кислорода, защитного топлива, нейтрального газа, воздуха (для защиты фурм от затекания и забивания в межпродувочные периоды) и порошкообразной извести.
Получает распространение ряд разновидностей комбинированной продувки, которые помимо подачи кислорода через фурму сверху могут включать:
- вдувание инертных газов через пористые огнеупорные элементы в днище
Информация в лекции "Подходы к определению понятия культуры" поможет Вам.
- вдувание через донные фурмы смеси кислорода и инертного газа в кольцевой оболочке из углеводородных или нейтральных газов;
- вдувание через донные фурмы воздуха в кольцевой оболочке из инертных газов;
- подача части кислорода через донные фурмы в кольцевой оболочке из углеводородных или нейтральных газов
- перечисленные выше способы с дополнительным вдуванием извести через днище.
Наибольшее распространение получил конвертерный процесс с верхней подачей кислорода и донной подачей нейтрального газа через фурмы. Такая технология значительно проще, чем с комбинированной подачей кислорода, но позволяет сохранить основное преимущество донной продувки - хорошее перемешивание ванны и связанные с ним технологические преимущества. Донные фурмы изготавливают из коррозионностойкой стали в виде одной трубы или двух (труба в трубе с заглушенной внутренней трубой). Их диаметр и число зависит от принятой интенсивности продувки. Удельная интенсивность подачи нейтрального газа может изменяться в широких пределах: от 0,01-0,10 м3/т-мин до 3-4 м3/т-мин). Для увеличения расхода лома верхнюю фурму выполняют двухъярусной, что обеспечивает дожигание СО в полости конвертера. В качестве нейтрального газа обычно используют азот, поскольку инертный газ (аргон) дорог. Продувка металла азотом в течение всей плавки приводит к повышению содержания его в металле, которое зависит от интенсивности донной продувки. При минимальной интенсивности продувки поглощение азота незначительно и возможно достижение содержания его в готовой стали не более 0,003-0,004%. При необходимости снижения содержания азота в готовом металле в конце плавки ванну продувают аргоном. В межпродувочные периоды донные фурмы обычно переводят на воздушное дутье, поскольку оно дешевле азота.
Донная подача нейтрального газа может осуществляться также через пористые огнеупорные блоки. Направленные каналы в огнеупорных блоках имеют небольшой диаметр (<2 мм), металл и шлак в них не затекают, поэтому продувку нейтральным газом можно вести не в течение всей плавки, а тогда, когда это необходимо. Обычно продувку нейтральным газом начинают за несколько минут до окончания кислородной продувки и заканчивают через несколько минут после окончания продувки кислородом. При удельной интенсивности продувки до 0,2-0,3 м3/т-мин) обеспечивается снижение окисленности шлака и металла, при необходимости глубокое обезуглероживание, а также дополнительная дефосфорация и десульфурация металла.




















