
Специальные способы литья
7. Специальные способы литья
Точность геометрических размеров, шероховатость поверхности отливок, полученных в песчаных формах, во многих случаях не удовлетворяет требованиям современной техники. Поэтому широко используются специальные способы литья: в оболочковые формы, по выплавляемым моделям, кокильное, под давлением, центробежное и другие, позволяющие получать отливки повышенной точности, с малой шероховатостью поверхности, минимальными припусками на механическую обработку, а иногда полностью исключающие ее, обеспечивают высокую производительность труда и т. д.
7.1. Литье в оболочковые формы
Оболочковые формы (разъемные, тонкостенные), изготовляют следующим образом: металлическую модельную плиту 1, нагретую до температуры 200—250 °С, закрепляют на опрокидывающем бункере 2 (рис. 1, а) с формовочной смесью 3 и поворачивают его на 180° (рис. 1, б). Формовочная смесь, состоящая из мелкозернистого кварцевого песка (93—96 %) и термореактивной смолы ПК-104 (4—7 %), насыпается на модельную плиту и выдерживается 10—30 с. От теплоты модельной плиты термореактивная смола в пограничном слое переходит в жидкое состояние, склеивает песчинки с образованием песчано-смоляной оболочки 4 толщиной 5—20 мм в зависимости от времени выдержки. Бункер возвращается в исходное положение (рис. 1, в), излишки формовочной смеси ссыпаются на дно бункера, а модельная плита с полутвердой оболочкой 4 снимается с бункера и нагревается в печи при температуре 300—350 °С в течение 1—1,5 мин, при этом термореактивная смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели специальными толкателями 5 (рис. 1, г). Аналогично изготовляют и вторую полуформу.
|
|

Готовые оболочковые полуформы склеивают быстротвердеющим клеем на специальных прессах, предварительно установив в них литейные стержни, или скрепляют скобами. Кроме оболочковых форм этим способом изготовляют оболочковые стержни, используя нагреваемые стержневые ящики.
| Рис. 1. Последовательность операций формовки при литье в оболочковые формы |
Рекомендуемые материалы
Оболочковые формы и стержни изготовляют на одно- и многопозиционных автоматических машинах и автоматических линиях.
Заливка форм производится в вертикальном или горизонтальном положении. При заливке в вертикальном положении литейные формы 6 помещают в опоки-контейнеры 7 и засыпают кварцевым песком или металлической дробью 8 (рис. 1, д) для предохранения от преждевременного разрушения оболочки при заливке расплава.
Выбивку отливок проводят на специальных выбивных или вибрационных установках. При очистке отливок удаляют заусенцы, зачищают на шлифовальных кругах места подвода питателей и затем их подвергают дробеструйной обработке.
Литье в оболочковые формы обеспечивает высокую геометрическую точность отливок, так как формовочная смесь, обладая высокой подвижностью, дает возможность получать четкий отпечаток модели. Точность отпечатка не нарушается потому, что оболочка снимается с модели без расталкивания. Повышенная точность формы позволяет в 2 раза снизить припуски на механическую обработку отливок. Применяя мелкозернистый кварцевый песок для форм, можно снизить шероховатость поверхности отливок. Высокая прочность оболочек позволяет изготовлять формы тонкостенными, что значительно сокращает расход формовочных материалов и т. д. В оболочковых формах изготовляют отливки с толщиной стенки 3—15 мм и массой 0,25—100 кг для автомобилей, тракторов, сельскохозяйственных машин из чугуна, углеродистых сталей, сплавов цветных металлов.
Литье по выплвляемым моделям и сущность метода.
Литье в формы, полученные по выплавляемым моделям, с давних времен применяли для получения литых скульптур, украшений и т. д.
В промышленности для изготовления деталей машин и приборов этот прогрессивный способ получает все более широкое применение. Сущность способа состоит в том, что детали получают заливкой в неразъемные тонкостенные керамические формы, изготовленные с помощью моделей из легко плавящихся составов. Применение таких форм позволяет получать сложные по форме отливки из любых сплавов с повышенной точностью по размерам и частоте поверхности. Этот способ часто называют способом точного литья.
Модельные составы. Для изготовления моделей применяют различные легкоплавкие составы, например, ПС 50-50, который состоит из 50 % парафина и 50 % стеарина с температурой плавления около 55 градусов и хорошей жидкотекучестью.
Недостаток такого сплава в том, что он начинает размягчаться при 30…35 градусах.
ПСБ и ПЦТ в модельные составы обладают высокой прочностью и теплостойкостью, применяются в виде паст, что уменьшает время затвердевания моделей в пресс-формах. Однако повышенная вязкость требует увеличения мощности установок при их приготовлении и увеличения давления запрессовки модельного состава в пресс-формы.
Четырехкомпонентные составы Р-3 обладают высокой прочностью и теплостойкостью.
Модельные составы ПСЭ и ПЦЭ, содержащие до 15% этилцеллюлозы, имеют повышенную температуру размягчения, прочность в 1,5-2 раза выше по сравнению с прочностью составов ПС. Составы с этилцеллюлозой склонны к утяжинам, особенно в массивных частях модели. Модельные составы применяют в жидком состоянии и в виде пасты для тонкостенных, крупных моделей.
Изготовление моделей в массовом и крупносерийном производстве осуществляют запрессовкой состава, подогретого до пастообразного состояния, в стальные пресс-формы под давлением 3-5 ат.
На рисунке приведена схема устройства десятипозиционного автомата карусельного типа.
На каждой позиции вращающегося стола 1 расположены прессовочные устройства: разборные пресс-формы 3 со шприцами для запрессовки 4 и пневмоцилиндрами 2 для сборки и разборки пресс-форм. На позиции первой модельный состав запрессовывают в форму, на позициях со второй по седьмую происходит охлаждение пресс-форм. На позиции восьмой пресс-форма открывается и модель 5 сбрасывается толкателями в водяной конвейер 6. На позиции девятой происходит подготовка пресс-формы к следующему циклу работы. Литниковый канал прочищают иглой, приводимой в движение пневмоцилиндром 7. Пресс-форму продувают сжатым воздухом и смазывают тонким слоем трансформаторного масла форсункой 8. На десятой позиции пресс-форма закрывается. Для изготовления моделей мелких деталей используют многоместные пресс-формы, в которых получают не отдельные модели, а звенья из нескольких моделей, что значительно упрощает их сборку в много модельные блоки.

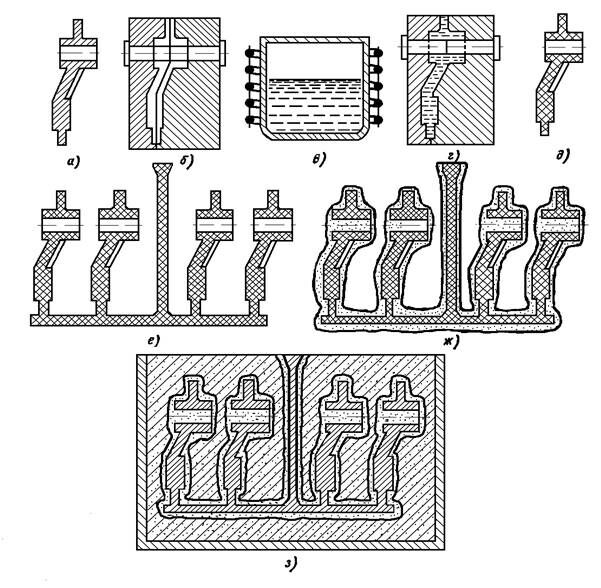
рис 1
а - отливка
б - пресс-форма
в - электропечь для расплавления легкоплавкого сплава
г - пресс-форма, заполненная легкоплавким сплавом
д - легкоплавкая модель
е - легкоплавкие модели с литниковой системой
ж – легкоплавкие модели, покрытые слоем огнеупорного материала
з – заформованные легкоплавкие модели
В серийном производстве, где часто меняют номенклатуру деталей, вместо стальных применяют пресс-формы из алюминиевых сплавов, а так же более дешевые, но не долговечные пресс-формы из пластмасс, гипса и других материалов. Запрессовку модельных составов производят на пневматических, рычажных и других прессах или вручную.
Монтаж блоков моделей.
Мелкие модели собирают в блоки, приклеивая или припаивая их электропаяльниками к общей литниковой системе рис 2.
Это дает значительную экономию металла и облегчает последующие операции изготовления керамических форм. В механизированных и автоматизированных цехах блоки из моделей собирают на специальных приспособлениях (металлических стояках-каркасах), что обеспечивает плотное соединение моделей без припаивания.
рис 2
Формирование керамической оболочки на блоках.
Тонкая керамическая оболочка должна иметь высокую прочность и огнеупорность, хорошую податливость и газопроницаемость, обеспечивать высокую частоту поверхности отливок. Оболочка общей толщиной до 5-6 мм состоит из трех-восьми последовательно наносимых слоев. Для образования каждого слоя модель погружают в жидкую суспензию, затем обсыпают песком и сушат. Суспензия состоит из связующего – гидролизированного раствора этил силиката (70%), содержащего 40-50% оксида кремния и пылевидного кварца (30%).
Разработаны и другие связующие, например, растворы с низким содержанием оксида кремния и добавками поверхностно-активных веществ. Применение жидко стекольных суспензий ухудшает качество поверхности отливок. Для первого слоя целесообразно применять мелкозернистый песок, для последующих слоев – крупнозернистый с целью повышения газопроницаемости оболочки и снижения стоимости материала. В обычном кварцевом песке при прокаливании происходят полиморфные превращения, что может привести к образованию трещин и деформации оболочки. Значительно более качественным в этом отношении являются плавленый кварц, корунд и другие материалы.
Сушку проводят на воздухе после нанесения каждого слоя в течение 2-4 часов. Её можно ускорить, используя пары аммиака. При сушке в псевдокипящем слое силикагеля её продолжительность резко сокращается (до 3-5 минут) при одновременном улучшении качества оболочек. Окончательное затвердевание оболочек происходит при прокаливании.
Выплавление моделей из керамических форм производят различными способами. Легкоплавкие парафина-стеариновые составы обычно удаляют в ваннах с горячей водой. Этот способ технически прост и обеспечивает возврат модельного состава до 90-95%. Его недостаток состоит в том, что при увеличении продолжительности пребывания в воде понижается прочность оболочек на этилсиликатном связующем.
Более тугоплавкие модельные составы выплавляют горячим воздухом, иногда паром.
Эффективным является новый способ удаления моделей в высококипящих жидкостях, например, полигликолях при 200-250 градусах. При этом не только значительно сокращается время выплавки, но и улучшается качество оболочки.
Формовку оболочек проводят для упрочнения, чтобы не происходило их деформирования и разрушения при заливке. Для этого оболочковые формы устанавливают в опоки или в жакеты и засыпают песком или другими формовочными материалами, уплотняя их на вибростолах, для этой же цели можно использовать жидкие самотвердеющие смеси.
Прокаливание оболочковых форм до 900-1000 градусов проводят для удаления остатков модельных составов, газотворных веществ из материала оболочки, завершения процессов её твердения. Кроме того, нагревание формы обеспечивает лучшее заполнение при заливке.
Заливка, выбивка и очистка отливок.
Заливку обычно проводят в горячие формы сразу же после их прокаливания. С повышением температуры нагрева формы до 1200-1250 градусов во многих случаях уменьшается усадочная пористость и повышается качество отливок. Заливку особо ответственных изделий ведут с применением фильтров.
Керамическая оболочка легко отслаивается и удаляется при выбивки опок на вибрационных решетках. Остатки оболочки, в частности в полостях и отверстиях, удаляют кипячением отливок в щелочных растворах с последующей промывкой горячей водой.
На ряде отечественных заводов работают автоматические линии, включающие установки для изготовления модельного состава, нанесения суспензии и т.д.. Автоматизация обеспечивает экономическую эффективность указанного способа литья, особенно в условиях массового производства.
Особенности способа и области применения.
Литье по выплавляемым моделям обеспечивает получение сложных по форме литых деталей из любых сплавов с повышенной точностью и чистотой поверхности. При его применении значительно уменьшается, а в ряде случаев исключается механическая обработка деталей. Вмести с этим, технологический процесс является продолжительным и технически сложным, требует расхода дорогих материалов. Стоимость одной тонны отливок в несколько раз больше, чем в других способах литья. Наиболее часто этим способам получают небольшие отливки. Литье по выплавляемым моделям применяют при массовом производстве мелких, сложных, тонкостенных отливок. Для некоторых труднообрабатываемых жаропрочных магнитных и других сплавов с особыми свойствами получение точных отливок по выплавляемым моделям является единственным способом изготовления изделий. Одним из направлений в развитии точного литья является применение взамен легковыплавляемых моделей, легкорастворимых и газифицируемых моделей.
Легкорастворимые модели делают из различных составов, например, на основе мочевины с добавками полиэфирного спирта, легко растворяющихся в воде. Такие модели в некоторых случаях обеспечивают более высокое качество отливок, чем применение выплавляемых моделей.
Литье по газифицируемым моделям – новый, прогрессивный способ точного литья. Модели, изготовленные из вспененного полистирола, из формы не удаляют. Они газифицируются (разлагаются) во время заливки сплава. Такой способ значительно упрощает и удешевляет формовку, обеспечивает высокое качество литья. Экономическая эффективность такого способа особенно значительна, особенно значительна в производстве крупных сложных отливок.
Особенности литья по пенопластовым моделям – применение не разъемных форм, из которых модель не извлекается, а газифицируется. Таким образом получают отливки от 0,2 кг до нескольких тонн из стали, чугуна, медных и алюминиевых сплавов в единичном и серийном производствах.
Пенополистирол из которого изготавливается модель имеет малую плотность, разлагается при температуре 300-350 градусов, выделяя пары стирола, легко обрабатывается, даже простым ножом и разогретой проволокой.
В мелкосерийном производстве пеноплаттовые модели изготавляют механической обработкой в ручную с помощью пил, рубанка, фуганка и на станках (строгальных, фрезерных, сверлильных и шлифовальных) Модели часто изготовляют по частям, которые затем соединяют склеиванием, сваркой, спеканием.
Вместе с этой лекцией читают "24 Гидравлические системы удаления навоза, их устройство и особенности работы".
В крупносерийном производстве модели из полистирола поучают методом вспенивания в металлических или пластмассовых формах. В Форму, полость которой имеет конфигурацию и размеры модели, загружают полистироловые гранулы. При нагревании гранулы вспениваются, расширяются, спекаются между собой, полностью заполняют полость формы. После охлаждения модель извлекают из формы.
Пенопластовую модель формуют в опоке обычным способом. Формовочную смесь чаще уплотняют на встряхивающих и вибрационных станках.
После изготовления форму заливают сплавом, при этом модель, которая осталась в форме, газифицируется, и газы удаляются в выпоры, а место, где находилась модель, заполняют сплавом для образования отливки.
Применяют и другие способы изготовления отливок с помощью модели из пенопласта. Пенопластовые модели применяют также вместо выплавляемых моделей.
Выжигаемые модели.
Кроме выплавляемых моделей в литейном производстве используют выжигаемые модели при изготовлении ответственных отливок массой до 3,5 тонн из чугуна, стали и цветных сплавов в единичном производстве. Для изготовления выжигаемых моделей используют пенополистирол, который в 50…100 раз легче древесины, легко режется горячей проволокой и легко склеиванием можно получить полистироловые выжигаемые модели самой сложной конфигурации. Этот метод отличается большой точностью и экономией металла из-за отсутствия формовочных уклонов.



















