
Изготовление обуви методом клейки
3 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ
ЦЕЛЬНОФОРМОВАННОЙ ОБУВИ
3.1 Изготовление обуви методом клейки
3.1.1 Оборудование для сборки обуви
Наиболее распространенным методом изготовления резиновой обуви является метод клейки. Еще в конце XΙХ века методом клейки собирали галоши. Применяли метод индивидуальной сборки на столах, когда рабочий сам вырезал детали и сам же собирал из них на колодке резиновую обувь, выполняя последовательно все операции. Затем произошло разделение сборки на отдельные операции, причем каждый рабочий выполнял какую-нибудь одну операцию, передавая вручную колодку следующему рабочему. Несколько позже для облегчения труда рабочих и ускорения процесса сборки стали применять ленточный конвейер. Рабочие места располагаются по обе стороны по всей длине конвейера. Деревянная столешница конвейера покрыта листами оцинкованного железа. Операции выполняются или непосредственно на транспортерной ленте, или рабочий вручную снимает металлическую колодку с ленты конвейера, устанавливает ее около своего рабочего места на столешницу, производит операцию и возвращает колодку на транспортер. С одной стороны конвейера рабочие собирают резиновую обувь на левую ногу, с другой—на правую. В зависимости от трудоемкости фасона резиновой обуви и количества рабочих производительность конвейера колеблется от 1800 до 2600 пар обуви в смену.
Ленточные конвейеры бывают различной длины: от 35 до 45 м; с шириной транспортера 0,6¸0,7 м, шириной конвейера 1,1¸1,2 м. Скорость движения транспортерной ленты при сборке зависит от трудоемкости обуви и может быть 4¸5 м/мин.
У каждого рабочего места установлен винтовой стул. При сборке обуви методом клейки используют различные инструменты и приспособления:
; гладкие ролики для прикатки внутренних деталей,
; обогреваемый электоронож для обрезки резины,
Рекомендуемые материалы
; гладкий и зубчатый электроштуцеры для выполнения строчки на деталях,
; ножи для обрезки излишков резины,
; приспособление для промера под бордюр,
; приспособление для прикатки бордюра (ролик, покрытый губчатой резиной).
Каждый рабочий имеет необходимый для выполнения операции набор инструментов и необходимый инвентарь: матерчатые или полиэтиленовые «книжки» с намазанными клеем деталями, банки для клея, ящики для колодок у торца (начала) конвейера, лотки с намазанными клеем каблуками, разнообразные кисточки, ящики для сбора обрезков резины.
Ленточный конвейер прост по конструкции, удобен в эксплуатации, при переходе на сборку другого фасона обуви легко можно отрегулировать скорость движения ленты, однако труд мало механизирован и за смену рабочему приходится переставлять большое число колодок вручную.
В 50-х годах XX в нашей стране были внедрены пульсирующие конвейеры с закрепленными колодками (КЗК). Такой конвейер освобождает рабочего от необходимости переставлять колодки с конвейерной ленты и обратно и удерживать колодки в положении, необходимом для выполнения операции, что облегчает труд и повышает его производительность. Конвейер имеет замкнутую цепь в звеньях которой установлены 96 кареток для закрепления державок колодок. Расстояние между колодками 400 мм. Колодка может вращаться на 1800 в вертикальном направлении к конвейеру и на 3600 вокруг своей оси. Длина конвейера 20¸25 м, ширина—2 м. Конвейер пульсирующий, так как передвижение колодок осуществляется периодически. Время, затрачиваемое на одно перемещение колодки и проведение одной операции, называется тактом конвейера. В зависимости от заданной скорости работы такт равен 1,25¸2,5 с на передвижение и 5¸10 с в неподвижном положении. Полный оборот цепи конвейера составляет 6¸11 минут. Производительность конвейера в зависимости от трудоемкости сборки резиновой обуви 1800¸2500 пар обуви в смену. Рабочие места на КЗК расположены вокруг по периметру конвейера. На КЗК каждый рабочий производит операции и на правой и на левой колодках.
По сравнению с ленточным конвейером на КЗК высокая степень механизации, нет ручного съема и установки колодок, однако монотонный ход и выполнение в течение всей смены одной и той же операции повышает утомляемость рабочих.
В начале 70-х годов XX века в конструкторском бюро Ленинградского производственного объединения «Красный треугольник» был разработан И.П. Терешиным еще один тип сборочного конвейера, так называемый конвейер свободного хода (КСХ). По сравнению с КЗК на КСХ производительность труда увеличилась на 26,9 %, а по сравнению с ленточным—на 31,9 %. Бригада в 15 человек изготовляет 470¸500 пар за 8 часов.
КСХ представляет собой автоматизированную установку для сборки резиновой и резинотекстильной обуви любых фасонов. Конструкция КСХ позволяет увеличивать количество сборочных операций, выполняемых одним рабочим. При этом снижается монотонность в работе за счет выполнения операций в относительно свободном операционном времени, независимо от общего хода конвейера. КСХ дает возможность дальнейшей механизации сборочных операций. Конвейер состоит из 45 кареток для крепления и транспортировки колодок, вращающихся вокруг своей оси. Передвижение кареток по направляющим КСХ и поворот колодок в заданное положение выполняется автоматически.
Манипуляторы обеспечивают на каждом рабочем месте многократные автоматические повороты колодок в удобные для выполнения операций положения. Они имеют программные устройства для автоматического управления работой. На манипуляторах выполняются сборочные операции. Для исправления ошибки при сборке рабочий может прервать автоматический цикл; с этой целью в каждой подставке для ног рабочего вмонтирована педаль для экстренной остановки манипулятора. Между манипуляторами имеются запасные участки для накопления кареток. Каждый рабочий имеет возможность выполнять свою операцию в автоматическом цикле, т.е. когда колодка поворачивается в удобное положение по заданной программе или перейти с автоматического режима на педальное управление.
3.1.2 Конструкция клееной обуви
Выпускается более 50 фасонов клееной обуви. Основные конструктивные детали определяются видом обуви: сапожек, галош и т.д.
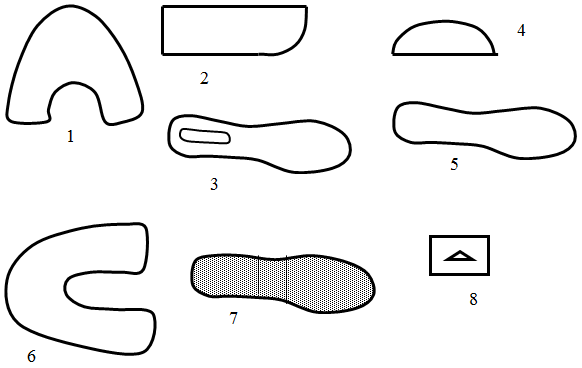
На рисунке 3.1 показаны детали, используемые для сборки сапожек методом клейки, а в таблице 3.1 их конструкция.
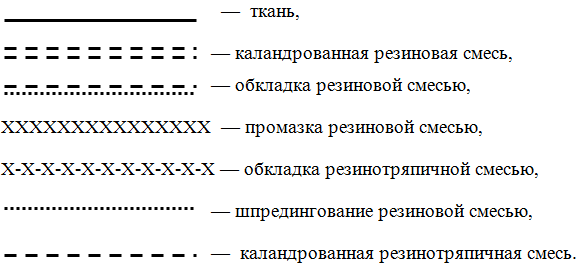
Для обозначения конструкции деталей обуви приняты следующие условные обозначения:
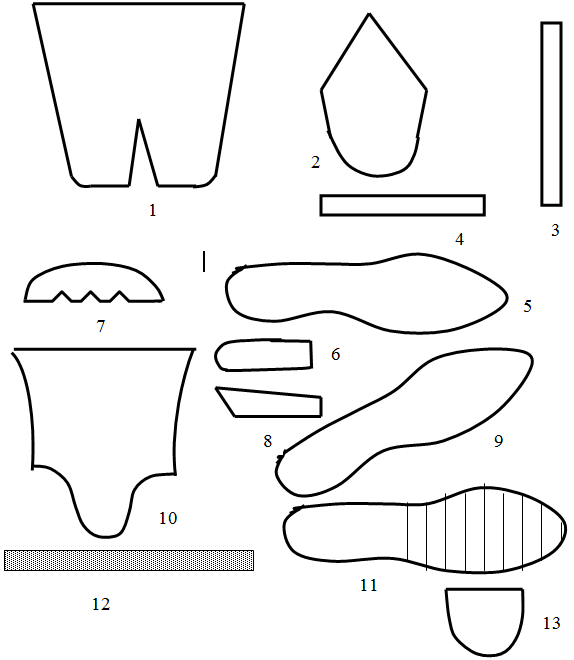
| 1-подкладка-голенище 2-подкладка-передок 3-текстильная лента 4-стрелка 5-резиновая стелька 6-полустелька-супинатор 7-совмещенный задник | 8-резиновый усилитель 9-черная стелька 10-резиновый верх 11-резиновая подошва 12-резиновый бордюр 13-резиновый формовой каблук |
Рисунок 3.1— Детали сапожек
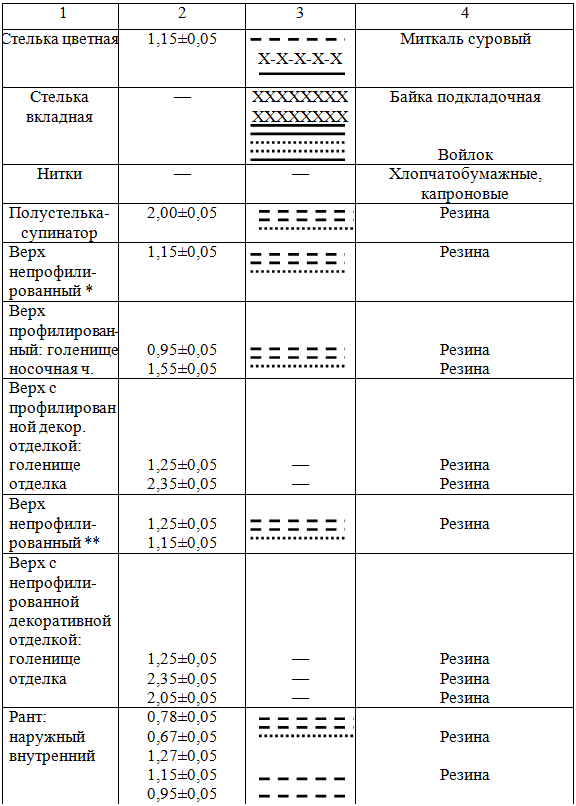
Т а б л и ц а 3.1— Конструкция сапожек
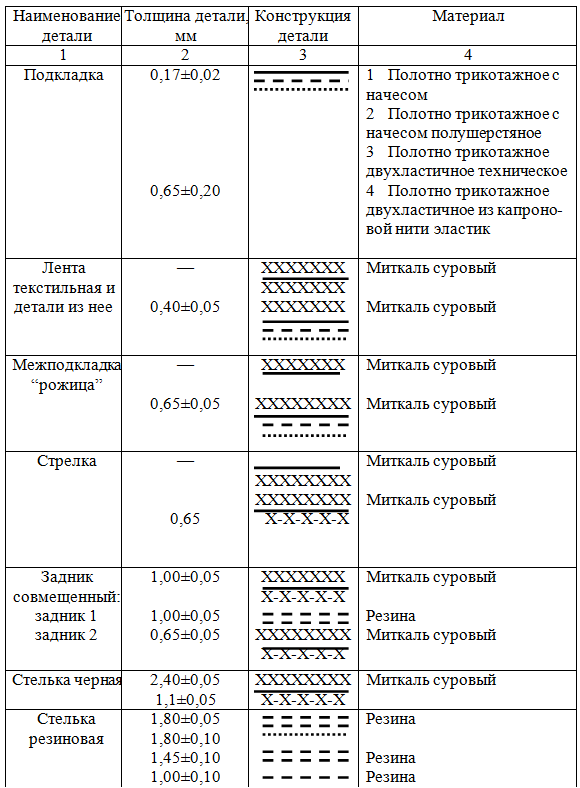
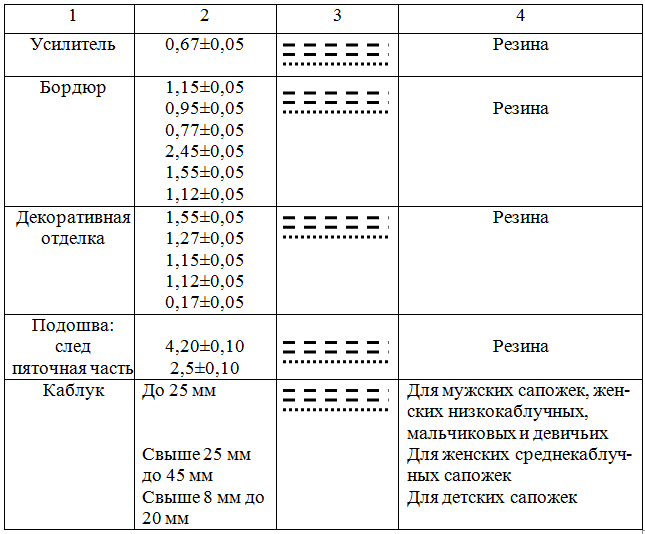
Примечание: * для черных сапожек
 ** для цветных сапожек
** для цветных сапожек
3.1.2 Технологический процесс сборки
Рассмотрим сборку резиновых сапожек методом клейки на примере сапожек детских цветных, с профилем по переднему шву с черной подошвой и накладным каблуком. Сапожки изготавливают на ленточном конвейере. Перед сборкой выполняют следующие подготовительные операции: подкладка—единая деталь—чулок сшивается из двух половинок по следу и заднему шву на швейной машине «оверлок», а по переднему шву на машине «зигзаг»; задник совмещенный, стрелка, полустелька-супинатор и стелька черная намазываются жидким клеем; верх профилированный, рант внутренний, бордюр и подошва подаются на конвейер без обработки; каблук формовой взъерошивается, дважды намазывается густым клеем, клеевые пленки сушатся.
Сапожки собирают по схеме (рисунок 3.2). На ленточном конвейере выполняют следующие операции:
1 Пуск колодок, чистка, проверка, навешивание подкладки. Рабочий вынимает из ящика поочередно правую и левую колодки, проверяет номер, фасон, при необходимости чистит, ставит следом вверх, пяточной частью к себе и навешивает на колодки подкладку (правые колодки на одну сторону ленточного конвейера, левые колодки на другую сторону).
2 Затяжка подкладки, закрепление голенища шпильками, освежение по следу и под стельку, прикатка шва. Рабочий снимает колодку с ленты конвейера следом вверх, пяточной частью от себя, берет подкладку и надевает ее на всю колодку, начиная с носочной части, затем поворачивает колодку пяточной частью к себе, расправляет подкладку, выравнивает шов и раскатывает его роликом. Ставит колодку следом вниз, носочной частью влево, натягивает подкладку с другой стороны и вставляет в отверстие колодки первую шпильку, после чего, повернув колодку, натягивает подкладку и вставляет шпильку с другой стороны. Устанавливает колодку следом вверх, освежает клеем подкладку по следу (под полустельку-супинатор) и задний шов (под стрелку). Закончив освежение, ставит колодку на ленту конвейера.
3 Наложение стрелки и прикатка роликом, намазка клеем под совмещенный задник. Рабочий снимает колодку и ставит ее перед собой на столешницу конвейера, упирая носочную часть в специальное приспособление. Правой рукой берет из «книжки» промазанную стрелку, заправляет ее нижний конец у грани задника, выравнивает стрелку и накладывает вдоль заднего шва подкладки, после чего заправляет верхний конец стрелки. Наложенную стрелку прикатывают гладким роликом, после чего намазывает подкладку в месте наложения совмещенного задника жидким клеем и ставит колодку на ленту конвейера.
4 Наложение совмещенного задника, прикатка, намазка клеем под круговой рант. Рабочий снимает колодку с конвейерной ленты и ставит ее перед собой на столешницу конвейера таким образом, что комельная часть
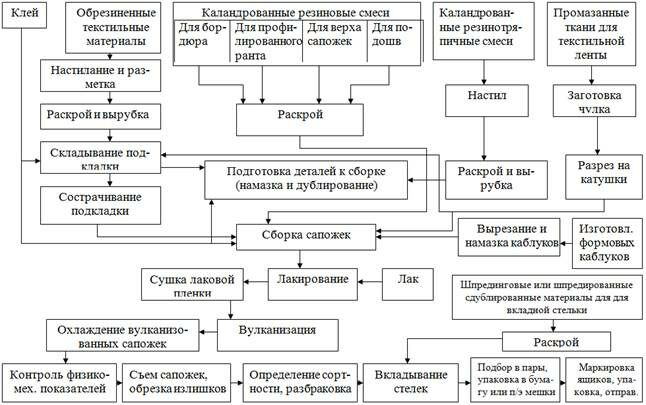
Рисунок 3.2—Схема производства сапожек методом клейки
колодки упирается в специальное приспособление. Берет из «книжки» промазанный клеем задник и так накладывает его на подкладку, чтобы образовался загиб на грань колодки. Пальцами обеих рук рабочий заделывает пяточную часть задника и прикатывает задник гладким роликом в пяточной части и по обеим сторонам. Намазывают клеем по периметру следовую часть колодки под внутренний резиновый рант.
5 Наложение полустельки-супинатора, прикатка. Не снимая колодки с ленты конвейера, рабочий накладывает, начиная с пяточной части, на след колодки полустельку-супинатор и прикатывает ее гладким роликом.
6 Намазка клеем и наложение внутреннего кругового ранта. Рабочий снимает колодку с ленты конвейера, ставит на столешницу следом вверх, носочной частью к себе, намазывают клеем рант и накладывают его конец на грань колодки, начиная от внутренней стороны. Затем поворачивает колодку и накладывает резиновый рант по всему периметру колодки. При этом на правой колодке рант накладывается через пяточную часть при повороте колодки в левую сторону, а на левой колодке—через носочную часть при повороте колодки в правую сторону. По окончании операции рабочий ставит колодку на ленту конвейера.
7 Намазка клеем подкладки под резину. Рабочий снимает колодку с ленты конвейера и ставит ее на столешницу конвейера следом вверх, носочной частью к себе, затем намазывает клеем подкладку, начиная с пяточной части и кончая носочной. После этого намазывает клеем подкладку по следу и ставит колодку на ленту конвейера.
8 Намазка клеем и наложение передовой резины, заделка рубчика горячим роликом, намазка клеем по шву. Рабочий снимает колодку с ленты конвейера и ставит ее на специальную державку носочной частью вверх, следом к себе. Взяв резиновый верх, намазывает его клеем, набрасывает его на колодку, выравнивает наружный, нанесенный на резиновый верх рант, проглаживает рукой весь резиновый верх, правую и левую стороны до заднего шва и закрепляет резиновый верх на след колодки. Затем проглаживает резиновый верх по заднему шву, срезает ножом с одной стороны излишки резины и намазывает клеем по обрезанной кромке для укладки внахлест другой стороны резинового верха. Снова срезает излишки резины, заделывает горячим роликом, промазывает следовую часть под черную стельку, наносит клеймо бригады и ставит колодку на ленту конвейера.
9 Прикатка рубчика и переднего шва электророликом, вынимание шпилек. Рабочий снимает с ленты конвейера колодку, ставит ее на столешницу конвейера, прикатывает рубчик и передний шов электророликом, нагретым до 50¸600С, вынимает шпильки и ставит колодку на ленту конвейера.
10 Наложение черной стельки с прикаткой. Не снимая колодки с ленты конвейера, рабочий берет из пачки черную стельку и накладывает ее на след колодки в направлении от носочной части к пяточной, соблюдая симметрию. Придерживая левой рукой колодку за подъем, наклоняет ее к себе, прикатывает гладким роликом стельку и возвращает колодку в первоначальное положение.
11 Намазка клеем резинового верха. На конвейере имеется приспособление для метки под бордюр. По месту нанесенной метки рабочий, не снимая колодки с ленты конвейера, намазывает клеем поверхность резинового верха для последующего нанесения бордюра.
12 Намазка клеем следа обуви под подошву. Не снимая колодки с ленты конвейера и держа ее за подъем рабочий намазывает клеем след обуви и возвращает ее в исходное положение.
13 Намазка клеем подошвы. Рабочий берет подошву, укладывает ее на лоток гладкой поверхностью вверх, намазывает клеем поверхность, начиная с носочной и, заканчивая пяточной частью, затем складывает подошвы в «книжку» и передает на операцию «наложение и прикатка подошвы».
14 Наложение и прикатка подошвы, промазка клеем под каблук. Рабочий снимает колодку с конвейера, устанавливает на столешницу носочной частью вверх, следом от себя. Берет подошву за носочную часть и симметрично накладывает ее намазанной клеем стороной на след обуви. Устанавливает колодку следом вверх, носочной частью от себя, и накладывает подошву на пяточную часть колодки, после чего намазывает клеем подошву для наложения каблука и ставит колодку на ленту конвейера.
15 Наложение каблука. Не снимая колодки с ленты конвейера, рабочий придерживает ее за подъем левой рукой, а правой накладывает на подошву каблук.
16 Машинная прикатка подошвы с ручной заделкой клапана. Рабочий снимает колодку с ленты конвейера, ставит ее на диафрагму подошвоприкаточной машины носочной частью от себя и закрепляет рычагом. Нажатием педали рабочий подает сжатый воздух в диафрагму, после чего происходит прикатка подошвы, затем снимает давление сжатого воздуха, поднимает рычаг, снимает колодку с диафрагмы. По мере необходимости рабочий припудривает диафрагму, заделывает пастой щели между каблуком и подошвой и ставит колодку на ленту конвейера.
17 Заделка каблука штицером по контуру. Рабочий берет колодку, горячим штицером выполняет строчку по контуру каблука, ставит колодку на конвейер.
18 Выполнение строчки по ранту подошвы. Рабочий снимает колодку с ленты конвейера, ставит ее на столешницу следом вниз, носочной частью от себя и производит строчку зубчатым электроштицером по ранту подошвы от середины пяточной части до середины носочной. Повернув затем колодку, выполняет строчку оставшейся части ранта подошвы и ставит колодку на ленту конвейера.
19 Наложение бордюра. Рабочий снимает колодку с ленты конвейера, ставит ее на столешницу следом вниз, носочной частью влево, и накладывает по метке конец бордюра встык к рубчику. Наложенный конец бордюра намазывает клеем и поворачивает колодку правой рукой, левой накладывает бордюр, обжимая пальцами место соединения концов бордюра на заднем шве и сбоку, затем ставит колодку на ленту конвейера.
20 Контроль качества «сырой продукции» . Рабочий снимает колодку с конвейера и проверяет качество выполнения всех операций. При обнаружении мелких дефектов исправляет их с помощью соответствующего инструмента, затем подает колодку с обувью на лакирование. Брак возвращается виновнику на исправление.
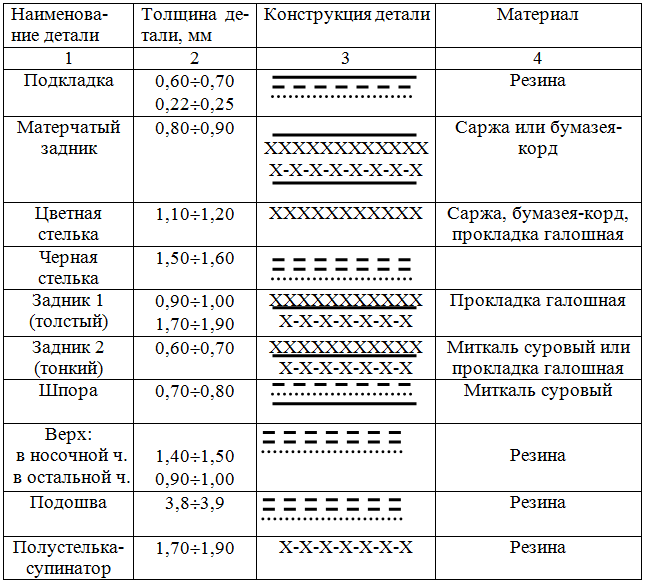
Рассмотрим сборку галош на КЗК. На рисунке 3.3 показаны детали, используемые для сборки галош методом клейки, а в таблице 3.2—их конструкция.
| 1-подкладка 2-матерчатый задник 3-цветная стелька с полустелькой 4-дублированный задник | 5-черная стелька 6-резиновый верх 7-резиновая подошва 8-шпора |
Рисунок 3.3— Детали галош
Т а б л и ц а 3.2— Конструкция галош
Перед сборкой вне конвейера выполняют следующие подготовительные операции: подкладка дублируется с матерчатым задником; стелька цветная дублируется с полустелькой; задник дублируется (толстый с тонким) и намазывается жидким клеем; стелька черная, верх резиновый, подошва, шпора намазываются жидким клеем.
Резинотекстильные материалы: подкладка, стелька и задник выкраиваются на агрегате для вырубки деталей с механизированным настилом материалов. Агрегат для вырубки деталей установлен в потоке с агрегатом для хранения полуфабрикатов и раскаточным станком.
Намазка клеем задника производится на машине с элеватором для сушки деталей, а намазка стельки и подкладки— на намазочной машине с горизонтальным транспортером или на столах с обогревом. Верх резиновый выпускается на поточной линии для объемного профилирования—отсутствует операция подгиб бордюрной части. Подошва вырезается на подошво-резательной машине из подошвенной пластины, выпущенной на профильном каландре. Шпора нарезается из шорного полотна на шпорно-резательной машине.
Сборка галош производится по схеме, представленной на рисунке 3.4. На КЗК выполняются следующие операции:
1 Надевание колодки на державку и надевание подкладки. Рабочий правой рукой берет из ящика колодку, проверяет номер и чистоту колодки, надевает ее на державку конвейера. Левой рукой берет из пачки подкладку, дублированную с матерчатым задником, надевает ее на колодку и выравнивает подкладку.
2 Затяжка подкладки на цветную стельку, дублированную с полустелькой-супинатором (начало операции). Рабочий правой рукой берет с каретки конвейера деталь и укладывает ее на следовую часть колодки. Указательными пальцами обеих рук прижимает стельку в носочной части, щипковыми движениями пальцев продолжает затяжку подкладки до геленочной части и прижимает стельку в пяточной части.
3 Затяжка подкладки на цветную стельку (окончание операции). Рабочий обеими руками окончательно затягивает подкладку на цветную стельку.
4 Намазка клеем подкладки. Рабочий правой рукой берет кисточку с клеем и, вращая колодку, намазывает клеем подкладку, а затем и цветную стельку с полустелькой.
5 Наложение задника и прикатка (начало операции). Рабочий правой рукой берет дублированный задник с каретки конвейера, подхватывает его левой рукой и накладывает на колодку так, чтобы середина задника совпадала со средней линией колодки, подтягивает задник, загибает его на цветную стельку в геленочной части, затем отгибает матерчатый задник.
6 Наложение и прикатка задника (окончание операции). Рабочий загибает концы дублированного задника на цветную стельку в пяточной части. Затем правой рукой роликом прикатывает пяточную часть дублированного задника в месте отгиба матерчатого задника и далее всю поверхность задника, намазывает клеем место наложения шпоры.
7 Наложение черной стельки. Рабочий левой рукой берет с каретки конвейера стельку за носочную часть, переворачивает ее, поддерживая правой рукой за пяточную часть, и накладывает на след колодки, начиная от носочной части, проглаживая правой рукой по следу колодки. Кисточкой с клеем намазывает затяжную кромку подкладки и черную стельку. Черную стельку прикатывает на машине.
8 Наложение и прикатка шпоры. Рабочий из «книжки» берет шпору, накладывает ее на пяточную часть, прикатывает гладким роликом, отгибает и прикатывает матерчатый задник, намазывает клеем.
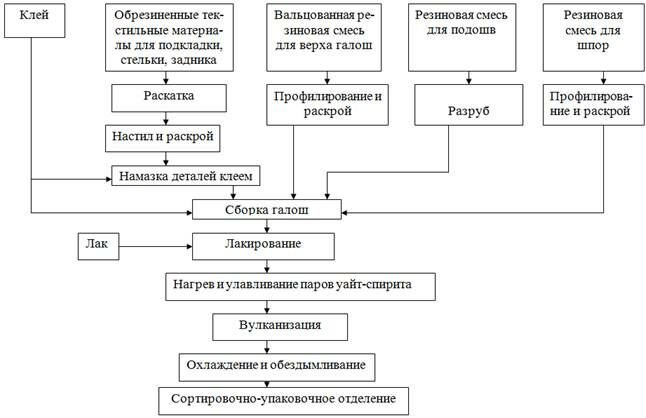
Рисунок 3.4—Схема производства галош методом клейки
9 Наложение облицовочной резины с проглаживанием в передней части и закреплением в носочной части. Рабочий берет обеими руками резину с каретки, перегибает ее посередине (намазанная клеем носочная часть резины находится сверху) и симметрично накладывает резину на колодку, затем обеими руками проглаживает резину в носочной части для удаления воздуха из-под резины и закрепляет резину в носочной части.
10 Наложение облицовочной резины с правой стороны. Рабочий правой рукой накладывает резину на правую боковую часть колодки, левой рукой проглаживает резину от носочной к пяточной части колодки и контур задника для удаления воздуха из-под резины.
11 Наложение облицовочной резины с левой стороны. Рабочий левой рукой накладывает резину на левую боковую часть колодки, проглаживает резину правой рукой от носочной к пяточной части колодки и контур задника для удаления воздуха из-под резины.
12 Обрезка излишков резины. Рабочий обрезает ножом излишки облицовочной резины с левой стороны, снимает их и намазывает клеем край на ширину 6¸7 мм. Затем укладывает внахлест конец резины, обрезает излишки облицовочной резины движением ножа сверху вниз к каблуку, снимает и отбрасывает их в ящик.
13 Обрезка излишков резины по контуру черной стельки. Рабочий обрезает электроножом излишки резины по контуру стельки с правой стороны (от середины геленочной части до середины носочной), затем таким же образом—с левой стороны, обрывает срезанную резину и отбрасывает в ящик.
14 Прикатка борта и рубчика. Рабочий прикатывает нагретым электроножом борт галоши сначала с правой стороны колодки, а при повороте колодки на 1800—с левой стороны, затем прикатывает рубчик.
15 Детальная строчка. Рабочий гладким электроштицером делает строчку по контуру задника, затем по рубчику и по линии отгиба матерчатого задника.
16 Намазка клеем следа обуви под подошву. Рабочий намазывает клеем след обуви движением кисти от середины черной стельки к носочной части и от носочной части к каблуку.
17 Наложение подошвы. Рабочий берет с каретки конвейера подошву, перегибает ее в пяточной части и накладывает на след обуви, начиная с носочной части. Подошва накладывается на пяточную часть при повороте колодки. Прикатка подошвы выполняется автоматически на подошвоприкаточной машине.
18 Выполнение строчки по контуру подошвы (начало операции). Рабочий зубчатым электроштицером выполняет строчку подошвы по ранту с одной стороны.
19 Выполнение строчки по контуру подошвы (конец операции). Рабочий зубчатым электроштицером выполняет строчку подошвы по ранту с другой стороны.
20 Выполнение строчки по контуру задника, проставление метки, съем колодки с державки конвейера. Рабочий гладким электроштицером выполняет строчку по контуру задника, проставляет клеймо бригады на геленочной части подошвы, затем снимает колодку с державки и ставит на стол.
21 Контроль качества сырой продукции. Рабочий берет со стола колодку с галошей и проверяет качество сборки: при отсутствии дефектов ставит галошу на стол для последующего лакирования. При обнаружении незначительных дефектов, исправляет их, при обнаружении серьезных дефектов—отправляет брак виновнику на исправление.
3.1.3 Лакирование клееной обуви
Лакирование клееной обуви производят масляными или каучуковыми лаками вручную, на полуавтоматах карусельного типа, на установках для лакирования в электростатическом поле высокого напряжения.
Лакирование резиновой обуви производят маканием изделия в лак. Карусельные полуавтоматы представляют собой вращающуюся десятигранную металлическую карусель с гнездами для вставки рамок с колодками, на которых собрана резиновая обувь. На установке имеется конусообразный поддон для сбора излишков лака, стекающего с лакированной обуви. Над карусельным столом обязательно установлена вытяжная вентиляция. Колодки с резиновой обувью надеваются на штыри рамок на карусельном столе в стороне, противоположной рабочему месту лакировщика. Рабочий нажимает на педаль, карусель поворачивается на 360 и подходит к ванне с лаком, рамка с колодками погружается в ванну, которая поднимается вверх на несколько секунд. Затем ванна опускается вниз, излишки лака стекают, происходит поворот металлического каркаса, лак подсушивается, и рамки с колодками с лакированной обувью снимают с карусели и устанавливают в вагоны для вулканизации. Для того, чтобы при лакировании лак не проник на подкладку резиновой обуви, при заготовке детали подкладки ее вырезают несколько больше и при сборке она оказывается выше передовой резины.
Такой способ лакирования пригоден для лакирования сапожек. При лакировании галош (припуска на подкладке нет) используется или ручной метод макания, или лакирование в электростатическом поле высокого напряжения. После лакирования установленные в вагоны рамки с обувью отправляются на вулканизацию.
Техническая характеристика карусельного полуавтомата:
| Производительность, пар/ч Время одного цикла, с Число колодок, одновременно макаемых в ванну, шт Количество лака, подаваемого в ванну за один ход, г Мощность мотора, кВт Габариты, мм | 450 12 4 200 1 2620*2600*1960 |
Для лакирования сапожек применяется также цепной лакировочный аппарат с сушкой лаковой пленки. Достоинством аппарата является локализация зоны лакирования и подсушки лаковой пленки, что обеспечивает эффективность работы вытяжной вентиляции.
3.1.4 Вулканизация клееной обуви
Чаще всего вулканизацию резиновой обуви проводят в горизонтальных цилиндрических котлах в среде пара и сжатого воздуха. Котлы имеют металлический корпус, в котором с одной стороны имеются крышки для загрузки и выгрузки обуви. Внутри котлов вмонтированы змеевики для подачи пара и обогрева сжатого воздуха. Процесс вулканизации в таких котлах периодический и длится 90¸100 минут. При создании потока сборка—вулканизация—разбраковка для вулканизации обуви используют проходные котлы с камерой предварительного обогрева резиновой обуви (уменьшение цикла вулканизации в котле) и с камерой после вулканизации. В котел загружается одновременно шесть вагонов с обувью КВПЗА-2800*6000-6.
Техническая характеристика котла:
| Температура среды, 0С Температура перегретого пара, 0С Давление пара в паропроводе, МПА Давление пара в котле, МПа расчетное рабочее Габариты, мм | До 180 280¸300 0,8¸1,2 0,6 0,3 30600*9400*5245 |
Лакированная обувь поступает в камеру нагревания обуви и улавливания паров уайт-спирита. При нагревании лакированной обуви пары уайт-спирита быстро испаряются и отсасываются вентиляционной установкой, а лаковая пленка просушивается. Выгруженные из камеры нагревания обуви вагоны загружают в вулканизационный котел на вулканизацию.
Нагревание изделий и сушка лака осуществляется непрерывно движущимся горячим воздухом (от 0 до 8 м/с). Котловые тележки загружаются в камеру подогрева по напольным рельсовым путям. После загрузки последней тележки дверь на входе закрывают и включают обогрев, который продолжается 20 минут. Затем обогрев отключают, а дверь на входе открывают. Тележки с обувью с помощью загрузочного устройства перегружают в котел. Котел закрывают. Дверь на выходе камеры подогрева закрывают, одновременно открывают дверь на входе и в камеру загружают тележки с лакированной обувью. Затем открывают дверь на входе в камеру подогрева и улавливания паров уайт-спирита, при этом обогрев отключают. Открывают котел. Выгружают тележки с вулканизованной обувью, открывают дверь на входе в камеру охлаждения и обездымливания обуви с одновременным включением вентиляции. Цикл повторяется.
В корпусе котла размещены два циркулятора с отверстиями для подачи острого пара и один циркулятор для подачи паро-воздушной смеси. Работу котла можно представить в виде следующих операций:
1 Подача воздуха, увлажненного паром, в течение 10 мин. Давление за это время повышается до 1,96*105 Па.
2 Поддержание в котле постоянного давления в течение 15 мин.
3 Подача воздуха, увлажненного паром, с легкой продувкой в течение 11 мин при постоянном давлении 0,19 МПа.
4 Подача острого пара. Давление за это время повышается до 0,22 МПа.
5 Подача острого пара. Давление за это время повышается до 0,29 МПа за 13 минут.
6 В течение 15 минут поддерживается давление 0,29 МПа и максимальный расход острого пара путем интенсивной продувки.
7 В течение 5 мин давление снижается до атмосферного.
Вулканизованную обувь снимают с колодок и направляют в сортировочно-упаковочное отделение для контроля, сортировки и упаковки.
Для вулканизации резиновой обуви используют также роторные вулканизационные установки, в которых применен принцип вулканизации клееной лакированной резиновой обуви в котлах малого объема в воздушной фазе под давлением. Установка находится в потоке со сборочным конвейером, лакировочным аппаратом, связана с последним цепным подвесным толкающим конвейером, который перемещает по монорельсу контейнеры с обувью. Над местом загрузки контейнера в автоклав монорельсовый путь имеет разрыв (недостающий отрезок монорельса имеется на крышке автоклава). Толкающий конвейер подводит контейнер с обувью к месту загрузки, фиксирует контейнер в определенном положении, включает подъемник. Подъемник, поднявшись в крайнее положение, заполняет разрыв монорельса, пневматический перегружатель выталкивает из-под крышки контейнер с готовой обувью на складскую ветвь монорельсового пути и одновременно переталкивает очередной контейнер с приготовленной к вулканизации обувью под крышку. Подъемник включается перегружателем на движение «вниз», при этом контейнер загружается в камеру, которая закрывается крышкой. Затем подъемник включает ротор на «вращение», ротор поворачивается на 14/16 оборота и останавливается, при этом загруженная камера выводится из-под подъемника и под загрузку и выгрузку подставляется следующая. Процесс вулканизации осуществляется во время вращения ротора, т.е. за 14/16 полного оборота. На позиции, предшествующей разгрузке, подача воздуха в камеру прекращается, а давление снижается до нормального путем выпуска воздуха через распределитель.
Техническая характеристика роторной вулканизационной установки:
| Производительность, пар/смена Вместимость контейнера, пар Давление сжатого воздуха, МПа Температура внутри автоклава, 0С Давление пара в змеевиках, МПа Длительность цикла вулканизации, мин Занимаемая площадь, м2 | 1800 48 0,3 145 0,9 60 94,9 |
Расход энергоресурсов на 1000 пар галош составляет:
| Сжатый воздух, м3 Тепловая энергия, ГДж Пар, кг Электроэнергия, кВт/ч | 441,5 2,35 855 Люди также интересуются этой лекцией: Имамкули-хан, Шабдан-Батыр, К. Юдахин. 10,65 |
3.1.5 Контроль качества готовой обуви
Контроль качества осуществляется в сортировочно-упаковочном отделении. Брак может быть вторичный, подлежащий исправлению, и окончательный с дефектами, не подлежащими исправлению. Брак вторичный идет на измельчение и является вторичным сырьем.
Дефекты при изготовлении обуви могут появиться на любом этапе производства. Условно они подразделяются на дефекты подготовительного производства, заготовительных операций, сборочных операций, лакирования, вулканизации, сортировочно-упаковочного отделения. Обувь с выявленными дефектами возвращают на исправление на соответствующей операции.
Перед сортировкой в сортировочно-упаковочном отделении производят обрезку излишков подкладки на специальной обрубочной машине. Затем обувь подбирают в пары, при необходимости вкладывают вкладную стельку и обувь поступает на упаковку.
Упаковку каждой пары производят в бумагу или в полиэтиленовые мешки, подбирают по ассортименту, размерам, и складывают в ящики или коробки.




















