
Изготовление обуви формовым методом
3.3 Изготовление обуви формовым методом
3.3.1 Сущность метода, оборудование
При этом методе совмещаются процессы формования и вулканизации изделия, что уменьшает трудозатраты за счет сокращения количества деталей, и исключает самостоятельную стадию вулканизации.
Этим методом изготовляют цельнорезиновую обувь общего и специального назначения. Производство обуви методом формования на отечественных заводах начато с 1951 г. При этом определилось два метода:
; формование на жестких сердечниках,
; формование на сердечниках с эластичными камерами.
При формовании на жестких сердечниках изделие оформляется давлением пресс-формы. В некоторых точках изделия достигается большое удельное давление (до 19 МПа), что обуславливает интенсивное течение резиновой смеси к линии разъема пресс-формы. Это вызывает необходимость применять нерастягивающуюся текстильную подкладку обуви, предварительно прорезиненную и подвулканизованную. Применение такой подкладки часто приводит к отслоению подкладки от резины верха обуви при носке. При этом методе неизбежно образование большого количества отходов в виде выпрессовок (до 22 %) и нельзя изменить калибры изделия без изменения конструкции пресс-формы.
Для устранения этих недостатков был применен комбинированный сердечник, состоящий из металлического корпуса и эластичной резиновой камеры. В этом случае изделие оформляется давлением воздуха, который подается внутрь резиновой камеры. Удельное давление при формовании одинаково во всех точках изделия и равно давлению воздуха, подаваемого в камеру, поэтому течения резиновой смеси практически не наблюдается. Это позволяет применять для подкладки необрезиненные трикотажные материалы; прочность связи подкладки с облицовочной резиной значительно выше. Резко сокращаются вулканизованные отходы (до 1 %) и общий расход резины; облегчается надевание подкладки при сборке; упрощается изготовление сердечников. Значительно увеличивается эластичность готовых изделий, их можно выпускать с любыми заранее заданными калибрами резины. Данный метод нашел широкое применение для изготовления формовых сапог.
Почти вся формовая обувь изготавливается на чешских электровулканизационных прессах: сапоги на прессах типа 10707, спортивная обувь на прессах типа 10496; двухместные прессы типа 100368/Р1 предназначены для формования на сердечниках с эластичными камерами; пресс 100368/Р2 с переворачивающимся пуансоном для предварительного подогрева подошвы и каблука, что сокращает длительность вулканизации.
Рекомендуемые материалы
Пресс для формования и вулканизации сапог на жестком сердечнике имеет два сердечника. На одном сердечнике собирают заготовку сапога, другой в это время находится в прессе. Для облегчения надевания чулка подкладки и снятия сапога сердечник состоит из двух частей: неподвижной и подвижной. На каждом прессе вулканизуют сапоги только на правую или на левую ногу, т.е. пару сапог вулканизуют на двух прессах.
Пресс типа 100368/Р1 штампует одновременно два сапога, т.е. это парный пресс.
Пресс типа 10998/Р2 предназначен для крепления монолитного или микропористого низа обуви (разной толщины) методом прессовой вулканизации к текстильному или кожаному верху, а также для формования и вулканизации цельнорезиновых галош.
3.3.2 Производство формовых сапог на жестком сердечнике
Конструкция рабочих и рыбацких сапог приведена в таблице 3.5, а схема сборки—на рисунке 3.6.
Рабочие сапоги. Из подвулканизованной ТДС на ленточном ноже и вырубных прессах выкраивают текстильные детали: подкладку-голенище, подкладку-передок, втачную стельку, которые затем сшивают на швейных машинах и получают заготовку-подкладку-чулок. Для этого на подкладку-голенище двумя строчками внахлест шириной 14,5±0,5 мм настрачивают на машине 22 класса нитками №20 в шесть сложений подкладку-передок (число стежков на 1 см не менее двух). Подкладку-голенище сострачивают по заднему краю двумя строчками шириной 18¸20 мм на двухигольной машине 47 класса нитками №6 в 9 сложений (число стежков на 1 см не менее двух). Втачную стельку пристрачивают на машине 22 класса с посадкой в носочной части одной строчкой нитками №6 в 9 сложений (число стежков на 1 см не менее трех).
Резиновое голенище сапог вкраивают из профилированной облицовочной резины.
Вальцованная смесь для каблуков поступает в шприц-машину, а затем с помощью дозатора ее разрезают в соответствии с размерами заготовок для каблуков. Например:
| размеры | 39¸41 42¸44 45¸47 | Масса заготовки, г | 117,5±2,5 127, 5±2,5 137,5±2,5 |
Температура резиновой смеси, выходящей из шприц-машины, 80±70С. Время вылежки резиновой смеси после шприцевания не менее 2 ч. Толщина шприцованной заготовки каблука 18,5±0,5 мм.
Сборка рабочих сапог. Формование и вулканизацию сапог производят на прессах фирмы «Свит» на сердечнике, который представляет собой разъемную колодку, укрепленную на столе пресса следом вверх. При помощи левой педали поднимается передняя часть сердечника, на которую надевается «подкладка-чулок», и закрепляется на переднюю шпильку. Нажатием на правую педаль опускается подвижная часть сердечника в первоначальное положение с одновременной посадкой «чулка» на сердечник и закреплением его на остальные шпильки. После этого на сердечник накладывают и закрепляют на высоте в передней части резиновое голенище, а на след накладывают и прижимают заготовки каблука и подошвы.
Собранные таким образом детали на сердечнике вводят в пресс для формования сапог и вулканизации. Перед наложением резиновые заготовки должны быть нагреты, для чего заготовки каблука вкладывают в специальный карман пресса, а резиновое голенище—на второй сердечник, выдвинутый из пресса с вулканизованным сапогом.
Режим вулканизации:
Температура, 0С: низа полуформы 180±7,
верха полуформы 190±7,
пуансона 190±7,
Время вулканизации, с:
для сапог размера 34¸35 225,
46¸47 315.
По окончании вулканизации сердечник выдвигается из пресса. Рабочий тщательно осматривает сапог, снимает выпрессовки по линии стыка полуформ, поднимает подвижную часть сердечника и снимает сапог. После вулканизации сапоги направляют на обработку, разбраковку, упаковку.
Т а б л и ц а 3.5— Конструкция рабочих и рыбацких сапог
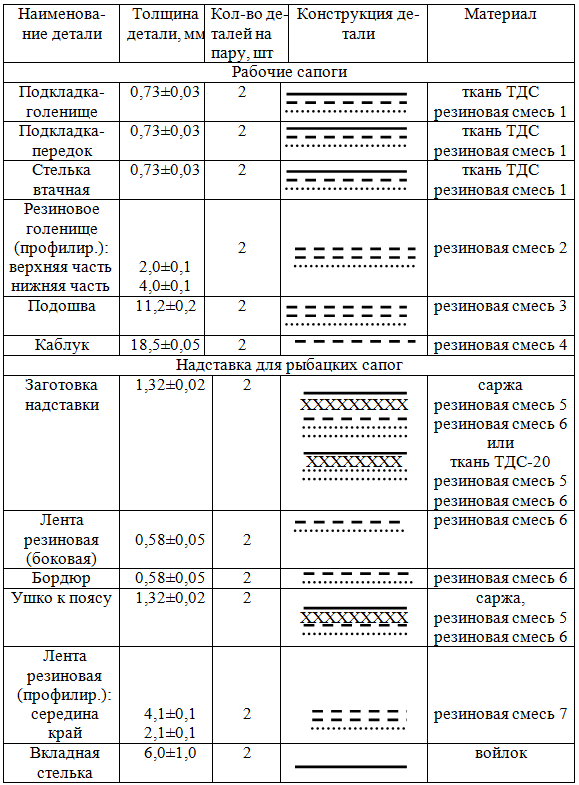
РАБОЧИЕ САПОГИ


 Рисунок 3.6— Схема производства рабочих и рыбацких формовых сапог
Рисунок 3.6— Схема производства рабочих и рыбацких формовых сапог
Рыбацкие сапоги состоят из рабочего сапога, соединенного с надставкой. Надставка изготовляется из деталей, раскроенных из прорезиненных текстильных и резиновых полуфабрикатов, вулканизуется в котлах по режиму 75±0,5 мин, после чего поступает на сборку и привулканизацию к сапогам.
Резиновая лента (профилированная), применяемая для соединения надставки с голенищем сапога, шприцуется из резиновой смеси и разрезается вручную на куски определенной длины.
Заготовка надставки и штрипка для изготовления надставки предварительно проходят соответствующую обработку—намазку мазью и сборку. Сборку надставки с голенищем производят на пятиконусном станке, а привулканизацию надставки к сапогу— на приформовочном аппарате. Формовые рабочие сапоги обрезают по высоте (с 39 по 42 размер на 40±10 мм, с 43 по 47 размер на 10 мм) с обязательной обрезкой бордюра и одновременным взъерошиванием резиновой части борта на ширину 16±1 мм. Подготовленные сапоги и вулканизованные надставки направляются по ленточному конвейеру на сборку надставки с голенищем сапога. Место стыка намазывают бензином, сушат, намазывают мазью и снова сушат. Резиновую профилированную ленту накладывают внахлест на конус по месту соединения и прикатывают роликом. Сапог снимают со станка и отправляют на привулканизацию. Вулканизационный аппарат состоит из приспособления для установки сапога, диафрагмы для прижима участка соединения к кольцу с электрообогревом.
Режим привулканизации надставки к голенищу:
Температура на поверхности кольца, 0С 185±7
Время вулканизации, с 135±25
Давление воздуха, МПа 5,5
У рыбацких сапог обрезают выпрессовки, их обтирают, вкладывают стельки. Сапоги подбирают в пары и по ассортименту, маркируют, упаковывают.
Как уже было сказано, метод формования сапог на жестком сердечнике имеет серьезные недостатки:
; повышенный расход каучуков и ингредиентов, что связано с применением более толстой облицовочной резины, в связи с этим увеличивается масса сапога и его жесткость;
; получается большое количество выпрессовок;
; прочность связи подкладки сапога, предварительно подвулканизованной, с облицовочной резиной недостаточна и при эксплуатации иногда происходит расслаивание деталей;
; сложен и трудоемок процесс изготовления пресс-форм из-за точной подгонки зазоров между сердечником и матрицей пресс-формы.
Для устранения этих недостатков был применен сердечник, состоящий из металлического корпуса и эластичной резиновой камеры.
3.3.3 Производство формовых сапог на сердечнике с эластичной камерой
Формование на сердечнике с эластичной камерой обладает рядом преимуществ:
; увеличение эластичности сапог;
; их можно выпускать с любым, заранее заданным калибром резины;
; значительно сокращаются отходы и общий расход резины;
; подкладка не требует предварительной подготовки;
; прочность связи подкладки с облицовочной резиной значительно выше;
; упрощается изготовление сердечников.
Формованием на сердечниках с эластичной камерой изготавливают сапоги общего и специального назначения (рыбацкие, шахтерские, маслобензостойкие и др.). Детали формового сапога общего назначения показаны на рисунке 3.7, а схема формования сапог—на рисунке 3.8.
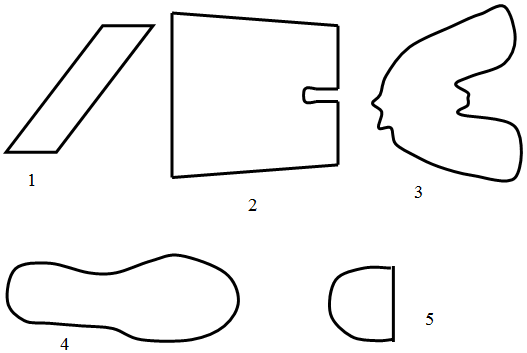
1—подкладка-чулок,
2—голенище,
3—резиновый передок,
4—подошва,
5—каблук.
Рисунок 3.7— Детали формового сапога общего назначения

Рисунок 3.8— Схема формования сапог на сердечнике с эластичной камерой
При разработке рецептуры резиновых смесей для формовых сапог учитываются не только факторы, разрушающие части сапог при эксплуатации, но и необходимость интенсификации процесса вулканизации. Испытания показывают, что основным дефектом, по которому сапоги выходят из строя, являются механические повреждения. Резина верха и подошвы должна обеспечивать высокую механическую прочность, сопротивление раздиру, хорошую озоностойкость и высокое сопротивление истиранию подошвы. Резина верха должна иметь низкий модуль упругости. При составлении рецепта учитывается и тот фактор, что характер изменения температуры резиновой смеси в различных частях сапога в процессе вулканизации существенно различается. В облицовочной резине верха сапога температура быстро поднимается и почти достигает температуры поверхности пресс-формы, во внутренних слоях подошвенной и особенно каблучной части температура растет очень медленно и к моменту раскрытия пресса не достигает температуры поверхности пресс-форм. Температура внутренних слоев каблучной резины даже после снятия сапог с сердечника некоторое время возрастает, а затем медленно понижается. Это определяет еще одно требование к подошвенной и каблучной резинам, а именно—высокую скорость вулканизации и отсутствие в них летучих веществ во избежание образования пор и вздутий резины.
Было установлено, что с увеличением содержания каучука с 35 до 50 % повышаются физико-механические показатели резин, озоностойкость и сопротивление резин к многократным изгибам. По комплексу свойств лучшими оказались резины на основе каучука СКС-30АРКП и технический углерод ПГМ-33 в качестве наполнителя. Для передов и голенищ—каучук СКС-30АРКП применяется в комбинации с каучуком СКИ-3 в соотношении 1:1. Озоностойкость резин для голенищ обеспечена применением сильного антиозоната—продукта 4010 NA. Для подошвенных резин используется бутадиен-стирольный маслонаполненный каучук СКС-30АРКМ-15. В качестве наполнителя применяется высокодисперсная сажа ПМ-75, она придает резинам высокое сопротивление истиранию. В рецепте каблучной резины содержится окись кальция, она обеспечивает улавливание влаги из резин и уменьшает возможность образования «вздутия» каблука
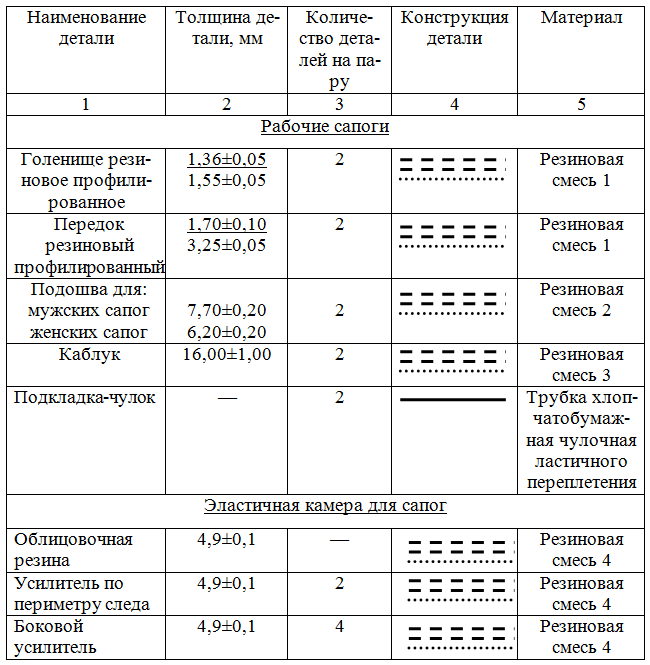
В таблице 3.6 приведена конструкция рабочих сапог и эластичной камеры.
Т а б л и ц а 3.6—Конструкция сапог и эластичной камеры
Эффективность метода формования на сердечниках с эластичными камерами в какой-то мере определяется сроком службы (ходимостью) этих камер, 50¸100 циклов формования. Основные причины выхода камеры из строя:
трещины на внутренней поверхности камеры по линии смыкания полуформ;
; местная вытяжка резины из-за неравномерности калибров;
; разрыв резины под крепящим хомутом пресса.
Увеличение толщины камер приводит к повышению их ходимости, однако, при этом возрастает количество скрытых дефектов, образующихся при формовании камер. Толщина эластичной камеры не должна превышать 7 мм. Наиболее рациональная конструкция камеры обеспечивает минимальные зазоры между камерой и пресс-формой по средней боковой линии и, наоборот, к линии смыкания полуформ увеличивается.
Технологический процесс вулканизации эластичных камер состоит в следующем. Эластичную камеру изготовляют из заготовки голенища и резиновых полосок-усилителей. Вулканизуется камера в вулканизационном прессе фирмы «Свит» на сердечнике. Перед началом работы сердечник, представляющий собой алюминиевую или стальную колодку сапога и укрепленный на подвижной каретке следом вверх, подогревается в прессе в течение 12,5±2,5 минут. Подогретый сердечник выдвигается из пресса на рабочий стол, и прессовщик приступает к сборке: надевает резиновое голенище, которое соединяет внахлестку в носочной части сердечника, и накладывает усилители на облицовочную резину с боков в направлении к носку и по периметру, а также с боков по голенищу. Собранную таким образом камеру на сердечнике вдвигают в пресс, пресс закрывается. Режим вулканизации эластичной камеры:
Температура полуформ, 0С 180±7
Время вулканизации, с 600±30
По окончании цикла вулканизации сердечник с камерой выдвигают на рабочий стол, где производят внешний осмотр эластичной камеры и снятие выпрессовок. Затем в сердечник подают сжатый воздух под давлением 0,45±0,05 МПа и эластичную камеру снимают с сердечника. Если на камере обнаружен дефект, то, не снимая ее с сердечника, производят ее починку. Для этого на месте дефекта делают срез и наносят починочную пасту с последующей вулканизацией в прессе в течение 160±30 с.
Перед началом вулканизации рабочих сапог металлический сердечник с надетой на нем эластичной камерой подогревается в прессе в течение 12,5±0,5 мин. Подогретый сердечник выдвигают из пресса на рабочий стол и на эластичную камеру кисточкой наносят смазку для облегчения снятия вулканизованного сапога.
Сборка сапог осуществляется следующим образом. На просушенный после смазки сердечник с эластичной камерой надевают подкладку-чулок и последовательно накладывают резиновые детали. Резиновое голенище накладывают внахлест и скрепляют по заднему краю так, чтобы середина нахлеста приходилась по месту стыка полуформы. Резиновый передок накладывают и скрепляют по заднику с загибом кромки так, чтобы резина плотно облегала эластичную камеру в подъеме, а концы передка накладывают внахлест по заднику до геленка. Каблучную заготовку накладывают на пяточную часть и выравнивают по контуру следа. Подошву накладывают на пяточную часть и выравнивают по контуру следа.
Сердечник с собранной на нем заготовкой сапога вводят в пресс для вулканизации.
Режим вулканизации для одноместного пресса:
| Размеры сапог | |||
| 35¸38 | 39¸43 | 44¸47 | |
| Температура, 0С | |||
| низа полуформ | 170±7 | 170±7 | 180±7 |
| верха полуформ | 180±7 | 190±7 | 190±7 |
| пуансона | 184±7 | 190±7 | 190±7 |
| Время вулканизации, с | 255±15 | 265±15 | 295±15 |
Режимы вулканизации для двухместного пресса:
| Размеры сапог | ||
| 39¸43 | 44¸47 | |
| Температура, 0С | ||
| низа и верха полуформ, пуансона | В лекции "Общая психологическая характеристика судебного процесса при рассмотрении уголовных дел" также много полезной информации. 200±7 | 200±7 |
| время вулканизации, с | 265±15 | 265±15 |
Давление воздуха в эластичной камере должно быть 1,9±0,1 МПа. По окончании вулканизации сердечник с готовым сапогом выдвигают на рабочий стол, сапог тщательно осматривают и, если нет дефектов, снимают с эластичной камеры.




















