Курсовая работа: Системы автоматического управления технологическим оборудованием
Описание
Введение
Перед прессованием многослойной печатной платы (МПП) необходимо правильным образом расположить ее слои и склеивающий материал (препрег), выровнять слои относительно друг друга и зафиксировать, чтобы не произошло их смещения. Данная операция – сборка пакета – представляет собой размещение слоев МПП в определенной последовательности. При этом рассовмещение слоев после прессования определяется точностью их совмещения при сборке пакета. На данной операции брак недопустим, так как при прессовании невозможно исправить допущенные ошибки.
Существует несколько вариантов сборки пакета МПП:
- на штифтах;
- бесштифтовая сборка (с предварительным штифтованием и без него).
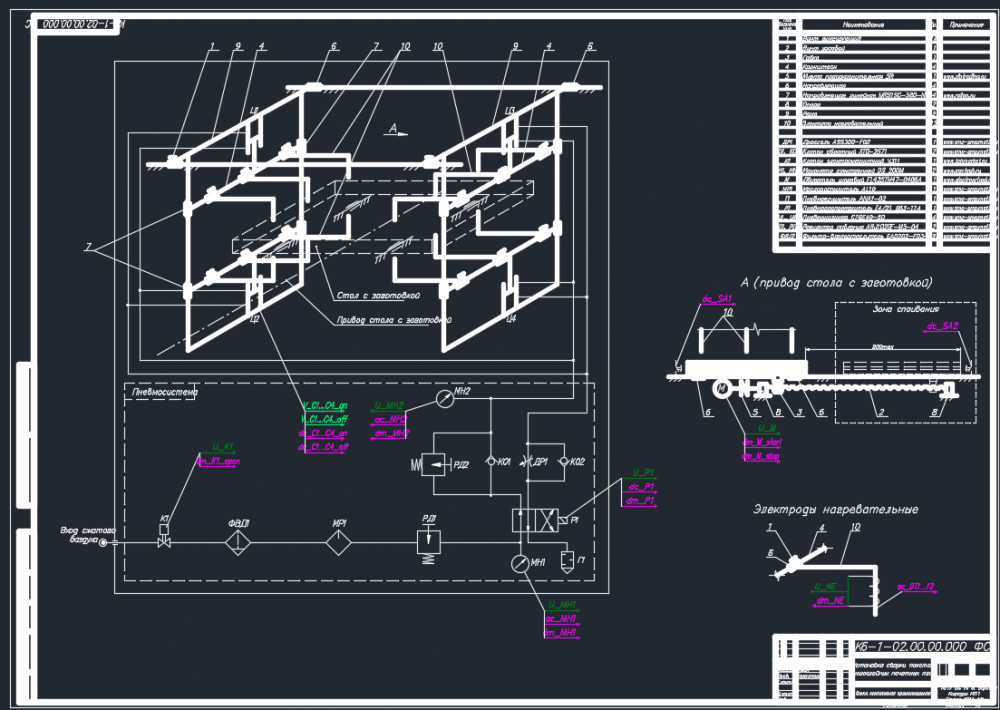
Рассматривается сборка пакета МПП спаиванием в точках. Схема данного способа сборки представлена на рисунке 1.
Рис. 1 Схема сборки пакета МПП спаиванием в точках
Суть способа заключается в следующем: на нижнюю плиту 1 стола для заготовок (далее – оснастка) со специальными штифтами 4 помещается первый слой заготовки МПП, поверх него укладывается один или несколько листов препрега. После этого кладется второй слой, затем препрег. Процесс повторяется до тех пор, пока не будут уложены все слои. Затем заготовка 3 сверху накрывается верхней плитой 2 оснастки, и происходит спаивание нагревательными электродами 5. По окончании спаивания заготовка МПП вынимается из оснастки и уже без штифтов поступает на операцию прессования. При этом слои МПП зафиксированы и совмещены с необходимой точностью.
Для промышленного осуществления вышеуказанной технологической операции разрабатывается установка сборки пакетов МПП спаиванием в точках. Основной элемент установки – нагревательные электроды, которые, будучи разогреты до температуры (180…200) ºС, прижимаются к заготовке и осуществляют спаивание слоев в шести точках (по три точки вдоль длинной стороны платы). Таким образом, скрепление слоев заготовки МПП осуществляется с помощью температуры и давления. Используется индукционный нагрев электродов.
Проектируемую установку целесообразно использовать в единичном или прототипном производстве МПП, где требуемая точность совмещения слоев не более (25…30) мкм.
В данной работе проектируется система автоматического управления (САУ) установки.
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel