Курсовая работа: Полуавтомат заварки и формовки горловины ДРЛ
Описание
Курсовой проект
Система автоматического управления полуавтомата заварки и формовки горловины дуговых разрядных ламп
Расчётно-пояснительная записка
Москва 2003
Реферат
Система автоматического управления полуавтомата заварки и формовки горловины дуговых разрядных ламп
Записка 17 страниц , 8 рисунков , 3 таблицы
Ключевые слова :
ДУГОВАЯ РАЗРЯДНАЯ ЛАМПА , ПРОЦЕССНАЯ МОДЕЛЬ , КОМПЛЕКСНАЯ ПРИНЦИПИАЛЬНАЯ СХЕМА , ПРИНЦИПИАЛЬНАЯ ЭЛЕКТРИЧЕСКАЯ СХЕМА
Текст записки выполнен в среде подготовки текстовой документации WORD 2000 , иллюстрации к тексту выполнены в графическом редакторе CorelDraw 10 и AutoCAD 2002.
Целью данного проекта является обзор возможных технологических решений и подбор технологического оборудования для автоматизации установки .
Курсовой проект содержит следующие этапы:
- Разработка процессной модели
- Разработка комплексной принципиальной схемы исполнительных механизмов и устройств полуавтомата заварки и формовки горловины дуговых разрядных ламп
- Разработка комплексной принципиальной схемы системы электропитания и электроавтоматики
- Разработка рабочего и сборочного чертежей платы блока поджига горелок
- Разработка принципиальной электрической схемы блока питания
- Разработка принципиальной электрической схемы блока поджига горелок
Содержание
Реферат……………………………………………………………………………….2
Содержание……………………………………………………………………………..3
Задание…………………………………………………………………………………..4
Введение…………………………………………………………………………………5
1. Описание установки……………………………………………………………..6
2. Техническое предложение по разработке системы управления установки…12
2.1 Общие требования к алгоритму управления………………………….12
2.2 Процессы, реализуемые в системе…………………………………….13
3. Описание комплексной принципиальной схемы установки………………….14
4. Техническое задание на элементы и узлы установки…………………...…….15
5. Расчет и описание интерфейсных схем………………………………...………17
5.1 Блок поджига горелок………………………………………...………..17
5.2 Блок питания вентилей…………………………………………….…..19
Заключение…………………………………………………………………...…………21
Список использованных источников ……………………………….……………22
Задание
на курсовой проект по системам автоматического управления оборудования электронных технологий.
Студент: Солдатов И.Е. гр. МТ11-112
(подпись)
Руководитель проекта Рябов В. Т.
(подпись)
Тема проекта: Система автоматического управления полуавтомата заварки и формовки горловины дуговых разрядных ламп
1. Проработать описание работы машины, выбрать и обосновать состав его основных целевых функций, сервисных функций и функций коррекции цели. Разработать ТЗ на программное обеспечение.
2. Разработать комплексную принципиальную схему, как совокупность системы целевых механизмов, системы их энергообеспечения и системы управления, связанных материальными, энергетическими и информационными потоками.
3. Описать целевой, механический, энергетический и информационный интерфейс компонентов машины. Выбрать стандартные компоненты и поставить технические задания на оригинальные. Уточнить КПС.
4. Разработать принципиальную электрическую схему оригинального компонента машины.
Содержание графической части.
- Процессная модель машины..................................................1 л.
- Комплексная принципиальная схема....................................2 л.
- Принципиальная электрическая схема.................................1 л.
Содержание расчетно-пояснительной записки.
- Введение.
- Описание процессной модели. Выбор и обоснование целевых, сервисных функций и функций коррекции цели.
- Выбор и обоснование стандартных компонентов машины: информационный поиск датчиков и исполнительных элементов, описание целевого, механического, энергетического и информационного интерфейса этих элементов.
- Описание комплексной принципиальной схемы.
- Технические задания на оригинальные элементы и узлы машины.
- Расчет и описание схемы.
- Заключение.
Введение
Объектом проектирования является автоматизация технологического процесса формования резьбы на горловине лампы ДРЛ-250.
Новизна технологического процесса заключается в получении резьбового соединения колбы и цоколя , без участия мастики .
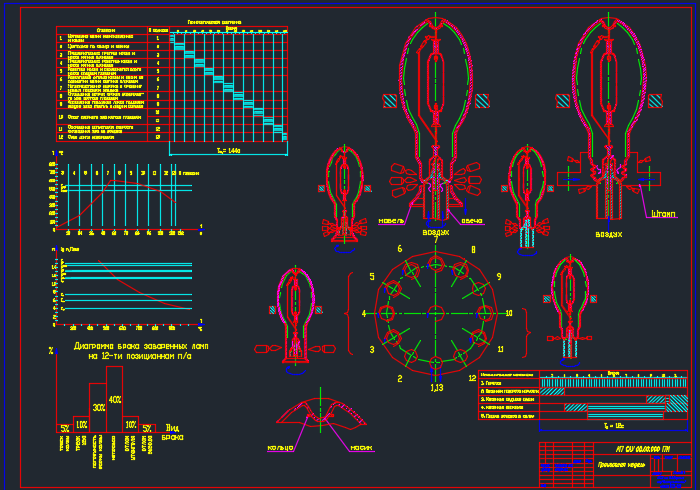
Заварочная операция ламп на 12 - ти позиционном п/а имеет множество особенностей . 9 огневых позиций карусельной установки требуют тщательной настройки режимов и непрерывного контроля . Консольная установка колбы и ножки на позиции п/а - даёт погрешность установки , что при заварке приводит к возникновению погрешностей формы . Данная операция даёт половину от всего брака ламп , поэтому требует особого внимания .
Идея применения резьбового соединения колбы и цоколя лампы не нова, но получение резьбы на стекле достаточно сложный технологический процесс , если учесть , что формообразование происходит на полой детали . Производство требует технологичных и недорогих проектных решений .
При классическом методе цоколёвки ламп использовалась приклейка цоколя . Переход к резьбовому соединению колбы и цоколя делает возможность исключения использования мастики в технологическом процессе .
На рис . 1 представлено сравнение методов цоколёвки ламп .
Рис . 1
1. Описание установки
Полуавтомат заварки и формовки ламп ДРЛ-250 представляет собой 12-ти позиционную машину карусельного типа с периодическим вращением . На нём Загрузка и съём изделий производятся вручную . Привод полуавтомата в действие осуществляется от электродвигателя переменного тока .
Основные данные полуавтомата :
- П/а предназначен для заварки и формовки ламп ДРЛ-250 .
- Тип – карусельный .
- Способ поворота карусели – автоматический .
- Число позиций – 12 .
- Автоматически производимые операции : -сварка ножки с колбой ;
- формование горловины лампы под резьбовое крепление цоколя .
- Расчётная производительность – 300-500 шт/час .
- Способ загрузки и съёма изделий – ручной .
- Количество обслуживающего персонала – 2 человека .
- Масса – 1420 кг .
- Габаритные размеры , ДхШхВ , мм : 2000х1850х1720 .
- Вид освещения – общее .
- Сведения о газе : Московский городской газ , сеть заводская , давление – 0,22 атм .
- Сведения о кислороде : сеть заводская , давление –1,0 атм .
- Сведения о воздухе : сеть заводская , давление –0,5 атм .
Заварочная операция ламп на 12 - ти позиционном п/а имеет множество особенностей . 9 огневых позиций карусельной установки требуют тщательной настройки режимов и непрерывного контроля . Консольная установка колбы и ножки на позиции п/а - даёт погрешность установки , что при заварке приводит к возникновению погрешностей формы . Данная операция даёт половину от всего брака ламп , поэтому требует особого внимания .
Проанализируем диаграмму брака заваренных ламп , полученной экспериментально по выборке 100 ламп .
Рис. 2 . Диаграмма брака заваренных и формованных ламп .
а) Треск колбы , как и любой вид треска , обусловлен термическими напряжениями , которые возникают благодаря сочетанию таких факторов :
- разностенность горла колбы приводит к различию абсолютных значений температурных деформаций , вызывающих разрушение колбы
- нестабильность огневых режимов как следствие падения магистрального давления газа и кислорода
- недостаточным отжигом ножек
б) Треск сварного шва и вакуумная негерметичность колбы обусловлены причинами треска колбы и дополнительно :
- недостаточной центровкой ножки и колбы по "носику"
- погрешностью формы "носика"
- неуравновешенностью моментов масс стекла относительно оси колбы приводящей к смещению колбы относительно ножки
- недостаточной центровкой горелок по высоте сварного шва
- неодинаковой толщиной стенок свариваемых изделий
в) Погрешность формы колбы в основном обусловлена :
- недостаточной центровкой ножки и колбы по "носику"
- погрешностью формы "носика"
- разностенностью горла колбы ведущей при нагреве к неодинаковости абсолютных величин деформаций
- консольной установкой колбы и ножки на позиции
г) Отлом штенгеля определяется сочетанием таких факторов :
- образованием концентратора напряжений при утонении стенки в месте спая с ножкой
- погрешностью формы штенгеля приводящей при нагреве к выборке зазора между штенгелем и "свечой"
- налипанием размягчённого стекла на "свечу"
д) Отлом вывода как вид брака обусловлен :
- некачественной сваркой вывода , приводящей при нагреве к разрушению сварного шва
- пережогом вывода пламенем горелок
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel


















