Курсовая работа: Установка для диффузионной сварки
Описание
Основы проектирования систем автоматического управления оборудования электронных технологий »
на тему:
«Установка для диффузионной сварки»
ЗАДАНИЕ
на курсовой проект по курсу «Основы проектирования систем автоматического управления оборудования электронных технологий».
Тема проекта: Установка для диффузионной сварки
1. Проработать описание работы установки, выбрать и обосновать состав ее основных целевых функций, сервисных функций, функций коррекции цели.
2. Разработать комплексную принципиальную схему, как совокупность системы целевых механизмов, системы их энергообеспечения и системы управления, связанных материальными, энергетическими и информационными потоками.
3. Описать механический, энергетический и информационный интерфейс компонентов машины. Дать техническое задание и техническое предложение на САУ и основные элементы машины.
4. Разработать принципиальную электрическую схему элемента САУ или САУ в целом.
Содержание графической части.
- Процессная модель установки..................................................1 л.
- Комплексная принципиальная схема........................................2 л.
- Принципиальная электрическая схема....................................1 л.
Содержание расчетно-пояснительной записки.
- Введение. Описание целевого, механического и энергетического интерфейса спроектированной установки совмещения и экспонирования.
- Описание процессной модели. Выбор и обоснование целевых, сервисных функций, и функций коррекции цели.
- Техническое задание и техническое предложение на систему управления машины по приведенной в Приложении 1 форме.
- Описание комплексной принципиальной схемы ФС. Обоснование структурно-компоновочного решения, выбор и согласование уровней потоков элементов.
- Документы, сопровождающие комплексную принципиальную схему:
- перечень элементов ПЭ;
- перечень потоков и сигналов ПС;
- технические задания на основные подсистемы и узлы машины ТЗ.
- Информационный поиск датчиков и исполнительных элементов машины и ее САУ, описание целевого, механического, энергетического и информационного интерфейса этих элементов ОЭ.
- Расчет и описание принципиальной электрической схемы.
- Заключение.
Содержание
Разработка пультовой петли алгоритма работы установки. 6
Технические параметры элементов управляемых элементов. 7
Клапаны электромагнитные КВМ-25 нормально закрытые. 9
Клапаны электромагнитные ДУ-25 нормально открытые. 9
Датчики конечного положения ДКП1. 10
Блок управления напылением.. 11
Проектирование блока управления клапанами. 11
Разработка схемы управления. 11
Параметры основных элементов схемы.. 12
Микроконтроллер MCS 51 BK.. 12
Драйвер шаговых двигателей SLA7052М фирмы Allegro. 13
Список использованных источников. 16
Реферат.
В данном курсовом проекте рассмотрена система автоматизированного управления установкой диффузионной сварки.
Рассмотрены основные узлы САУ и проведен расчет и проектирование системы управления каналом откачки.
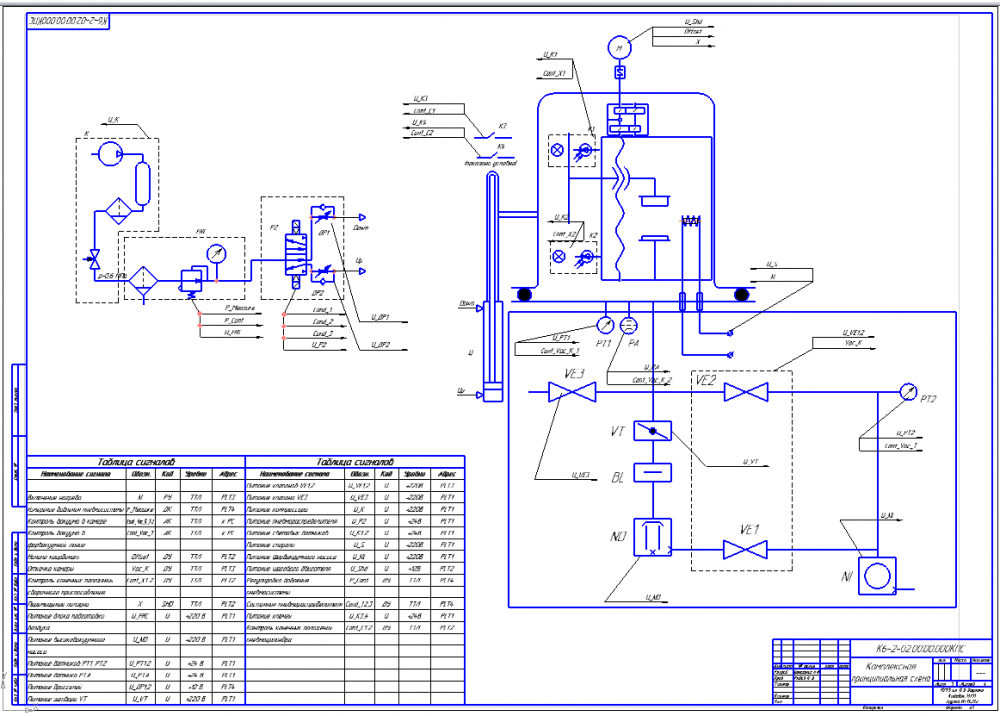
Проект выполнен в объеме 4 листов и расчетно-пояснительной записки. На первом листе показана принципиальная схема установки и таблица сигналов. Блок схема алгоритмов работы установки приведена на 2 листе. На третьем листе проекта приведена комплексная принципиальная схема установки. На четвертом листе показана электрическая принципиальная схема контроллера и ключи для управления вакуумными клапанами , а так же подключение драйверов для шаговых двигателей.
Введение.
В настоящее время к установкам диффузионной сварки предъявляются высокие требования. Они должны быть автоматическими, обладать высокой точностью и производительностью, обладать универсальностью.
В соответствии с этим проектируемая установка должна обладать следующими характеристиками:
- высокая производительность
- низкая стоимость процесса
- универсальность
- высокое быстродействие
- удобство переналадки
Проектируемая установка предназначена для холодной индиевой сварки кварцевых пластин между собой. Конструкция установки и интерфейс управляющей программы позволяют совершать рабочий цикл в полуавтоматическом или (если необходимо) ручном режимах.
Преимущества работы в полуавтоматическом режиме следующие:
- Многократно возрастает точность
- Увеличивается производительность
- Уменьшается утомляемость оператора
- Исключается вероятность ошибки
- Снижается вероятность брака из-за некорректных действий оператора
При работе в автоматическом режиме электронная система управления в непрерывном режиме обменивается сигналами управления с персональным компьютером (локальным или сетевым).
Так же по протоколам RS 232 компьютер обменивается данными с контроллерами вакуума, пневматики и MCS 51. Специализированная программа обрабатывает сигналы с контроллеров и организует связь между ними. Есть возможность работы по сети.
В общем случае алгоритм работы установки можно описать следующим образом.
Подготовка к работе. При включении питания включаются вакуумная и пневматическая системы, загружается управляющая программа. Оператор вручную устанавливает заготовки и переключает установку на автоматический.
Работа. После того как, произошла загрузка. Программа сама распылит индий, произведет сварку и выдаст сообщение об извлечении.Так же в реальном времени на мониторе отслеживается время цикла, давление пневмо- и вакуумной систем, статус процесса, конечные положения прижима
Данные датчиков давления и вакуума непрерывно обрабатываются компьютером, и при падении давления в пневмосистеме или разгерметизация вакуумной системы до давления 0,01 атм. сообщается об аварии, управление передается оператору
Выбор сервисных процессов.
Сервисные процессы необходимы для:
- облегчения работы наладчиков и операторов.
- предотвращения отказов оборудования и их последствий.
На данной установке предусмотрен целый ряд сервисных функций.
-
- Индикация на экране монитора текущих параметрах, времени цикла.
- Индикация сигнала аварии при отсутствии требуемого давления в каналах вакуумной и пневматической систем.
Разработка пультовой петли алгоритма работы установки
Алгоритм работы установки приведен на листе 2 проекта. Цикл работы системы управления начинается при включении питания контроллера. После этого управляющая программа (диспетчер) начинает цикл квазипараллельных процессов.
Обработка буфера приемника подразумевает считывание данных о происходящихХарактеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel


















