Курсовая работа: Полуавтомат сборки электромагнитного экрана
Описание
Содержание:
Введение | 2 |
1. Процессная модель | 2 |
1.1. Назначение установки | 2 |
1.2. Функции системы. | 2 |
2. Процессы, реализуемые в системе. | 3 |
2.1. Основные целевые процессы. | 3 |
2.2 Выбор сервисных процессов. | 5 |
2.3 Функции коррекции цели. | 5 |
2.4 Разработка циклограммы работы установки. | 6 |
3. Комплексная принципиальная схема (КПС) и ТЗ на отдельные элементы. | 7 |
3.1 Построение аппаратной части САУ | 7 |
3.1.1. Механическая часть. | 8 |
3.1.2. Блок питания. | 12 |
3.1.3. Силовой блок питания. | 13 |
3.1.4. Блок управления роботом | 13 |
3.1.5. Блок управления муфтой | 13 |
3.1.6. Компрессор. | 15 |
3.1.7. Блок управления перемещением. | 15 |
3.2. Техническое задания на элементы и узлы машины. | 17 |
3.2.1. Блок питания и управления. | 17 |
Заключение | 18 |
Список литературы | 19 |
Введение
Проектируемая установка предназначена для точночного размещения поверхностно монтируемых электронных компонентов электромагнитного экрана и их сварки. Установка имеет механическую конструкцию, позволяющую размещать компоненты, как в ручном режиме
Преимущества работы в полуавтоматическом режиме следующие:
- Многократно возрастает точность размещения компонентов
- Увеличивается производительность
- Уменьшается утомляемость оператора
- Исключается вероятность ошибки
- Снижается вероятность брака из-за некорректной установки
- Повышение прочности сборки
При работе в полуавтоматическом режиме электронная система управления в непрерывном режиме обменивается сигналами
1. Процессная модель
1.1. Назначение установки
Данная установка предназначена для предварительной подготовки и металлизации отверстий ПП методом прямой металлизации.
Установка выполнена в виде набора ванн (технологических и промывочных), необходимого для проведения процесса прямой металлизации ПП совмещенным раствором палладия, связанных в единый корпус с единой системой управления.
Каждая технологическая ванна снабжена нагревателем на 500Вт, который устанавливает определенную температуру для каждой ванны. Кроме того, для наилучшего проникновения растворов в отверстия заготовок предусмотрен механизм покачивания ПП.
1.2. Функции системы.
Система управления должна реализовать основные целевые, сервисные функции и функции коррекции цели.
Основные целевые функции:
- Подача определенного импульсного тока
- Поворот рабочего стола
Сервисные функции:
- Установка в нулевую координату
- Сигнализация аварийных ситуаций
- Отображение на мониторе импульса тока
Функции коррекции цели:
- Установка тока сварки
- Установка температуры нагрева ванн
- Установка тока гальванического осаждения меди
2. Процессы, реализуемые в системе.
2.1. Основные целевые процессы.
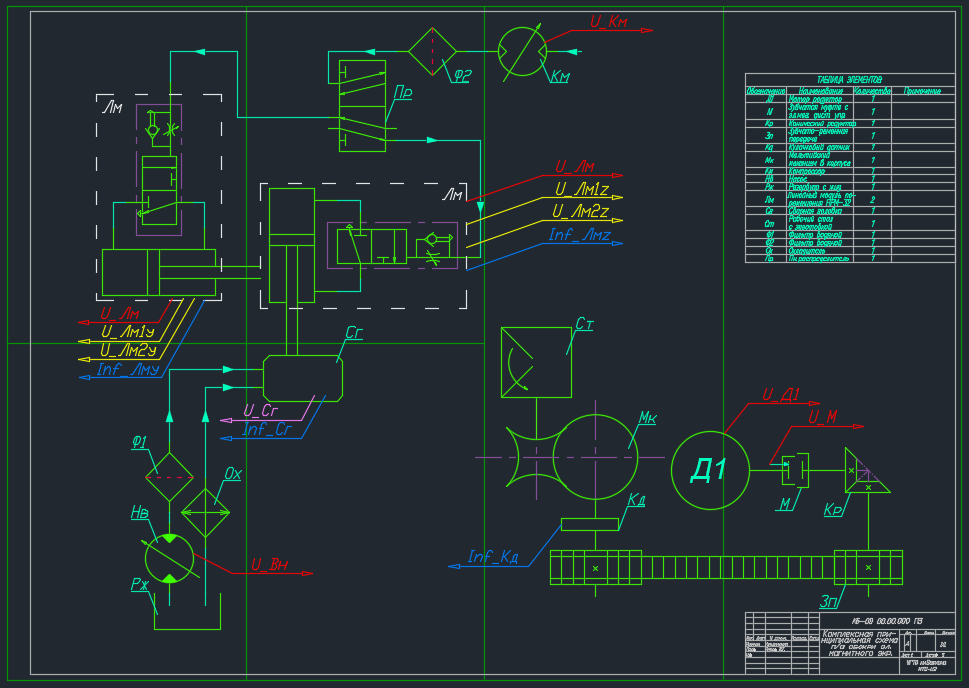
В таблице 1 приведен перечень выполняемых в системе управления процессов для реализации целевых функций установки.
В столбце «Критерий начала процесса» и «Критерий окончания процесса» приведены соответствующие критерии для процесса сварки. Здесь и далее обозначение процессов даны курсивом латинскими символами, команды и режимы даны в апострофах.
Таблица 1.
№ | Обозна-чение | Наименова-ние процесса | Критерий начала | Режим прове-дения | Критерий окончания | Примеч |
1 | ПУСК | Включение установки | Нажатие кнопки | Руч | Отжатие кнопки | |
2 | ПУСК0 | Включение работы робота | Нажатие кнопки | Руч | Окончание алгоритма процесса | |
3 | Inf_Кд | Счет поворота рабочего стола | Инициализация сигналом от БУР | Авт | Сигнал от кулочкового датчика | |
4 | СУ_БУМ | Срабатывание муфты | Инициализация сигнала от БУР | Авт | Окончание алгоритма процесса | |
5 | СУ_БУП | Срабатывание БУП | Инициализация сигнала от БУР | Авт | Окончание алгоритма процесса | |
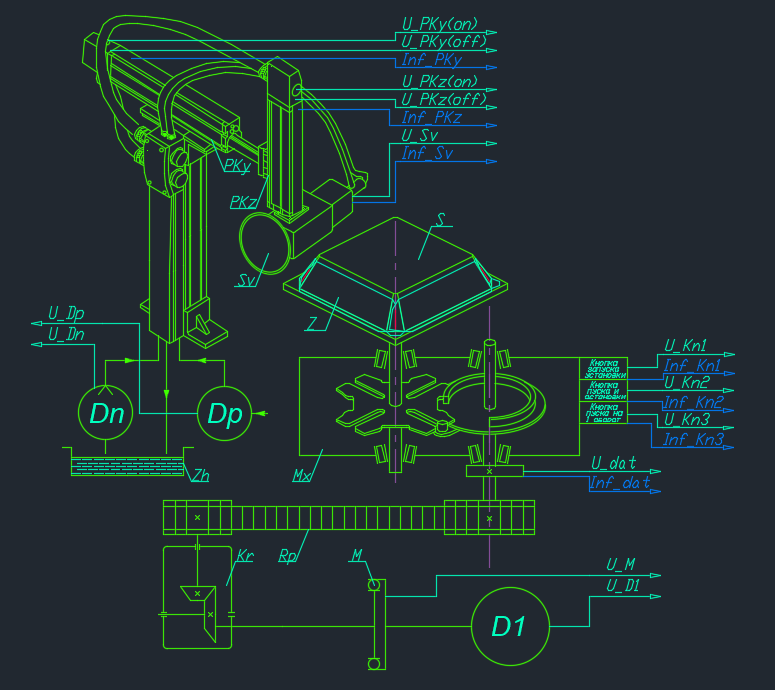
В общем случае алгоритм работы установки можно описать следующим образом.
Подготовка к работе. Перед работой необходимо включить питание установки. Перед началом работы необходимо установить заготовку на рабочий стол.
Работа. Нажатие кнопки пуск, срабатывает муфта, и рабочий стол совершает поворот на один оборот с 4я остановами. При каждом останове происходит сварка деталей
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel