Курсовая работа: Проектирование САУ установки по антикорозиционной обработке труб
Описание
Задание
на курсовой проект по системам управления оборудования
электронных технологий.
Тема проекта: Проектирование САУ установки по антикорозиционной
обработке труб.
1. Проработать описание работы машины, выбрать и обосновать состав ее основных целевых функций, сервисных функций, функций коррекции цели.
- Разработать принципиальную комплексную схему, как совокупность системы целевых механизмов, системы их энергообеспечения и системы управления, связанных материальными, энергетическими и информационными потоками.
- Описать механический, энергетический и информационный интерфейс компонентов машины. Составить технические задания на проработку отдельных компонентов.
- На уровне эскизного и рабочего проекта проработать предложенный компонент САУ.
Содержание графической части:
1 лист – Процессная модель машины.
2 лист – Принципиальная комплексная схема.
3 лист – Укрупненная принципиальная комплексная схема .
4 лист – Счетчика циклов.
Содержание расчетно-пояснительной записки:
- Аннотация.
- Описание процессной модели. Выбор основных целевых, сервисных функций и функций коррекции цели.
- Описание принципиальной комплексной схемы.
- Технические задания на элементы и узлы машины.
- Блок преобразований.
Содержание:
Деление технологии на процессы. 4
КОМПЛЕКСНАЯ ПРИНЦИПИАЛЬНАЯ СХЕМА. 7
Описание работы установки очистки. 8
Описание работы установки по нанесению антикорозиционного покрытия. 9
Электрооборудование. Общие сведения. 11
Подача сжатого воздуха в ППБ для подачи абразива. 12
Подача сжатого воздуха в завихритель. 12
Подача сжатого воздуха в штангу. 12
Список используемой литературы: 16
Аннотация.
Цель проекта: провести проработку конструкции на уровне эскизного проекта, выдать четкое техническое задание на отдельные элементы (узлы), т.е. обговорить их механический, энергетический и информационный интерфейс.
В результате выполнения курсового проекта на тему: “Проектирование САУ установки по антикорозиционной обработке труб” было сделано:
- Обоснование выбора данной установки.
- Разработана и описана КПС установки.
- Описан принцип работы установки.
- Разработана и описана принципиальная электрическая схема счетчика циклов.
- Составлена необходимая спецификация.
На листах было выполнено:
1 лист – Процессная модель.
2 лист – КПС.
3 лист – Укрупненная КПС.
4 лист – Принципиальная схема счетчика циклов.
Процессная модель.
Назначение установки.
Установка предназначена для стуйно-абразивной очистки внутренней поверхности труб с последующим нанесением антикорозиционного покрытия (распыление цинкового покрытия холодным способом).
На установке осуществляются следующие работы:
- очистка от окалины
- удаление микрозаусенцев
- предварительная обработка внутренней поверхности под различные виды покрытия
- нанесение на внутреннюю поверхность трубы антикорозиционного покрытия, применяя при этом как жидкие, так и сыпучие вещества (медная дробь).
На установке обрабатываются трубы диаметром от 54 мм. до 89 мм. длиной до 15 м.
Труба, после прохождения всего цикла обработки на установке, получает антикорозиционное цинковое покрытие внутренней поверхности толщиной smax=20 мм. Это повышает в 4-5 раза срок службы трубы, что приводит к уменьшению затрат на обслуживание рабочих участков, где применяются обработанные трубы.
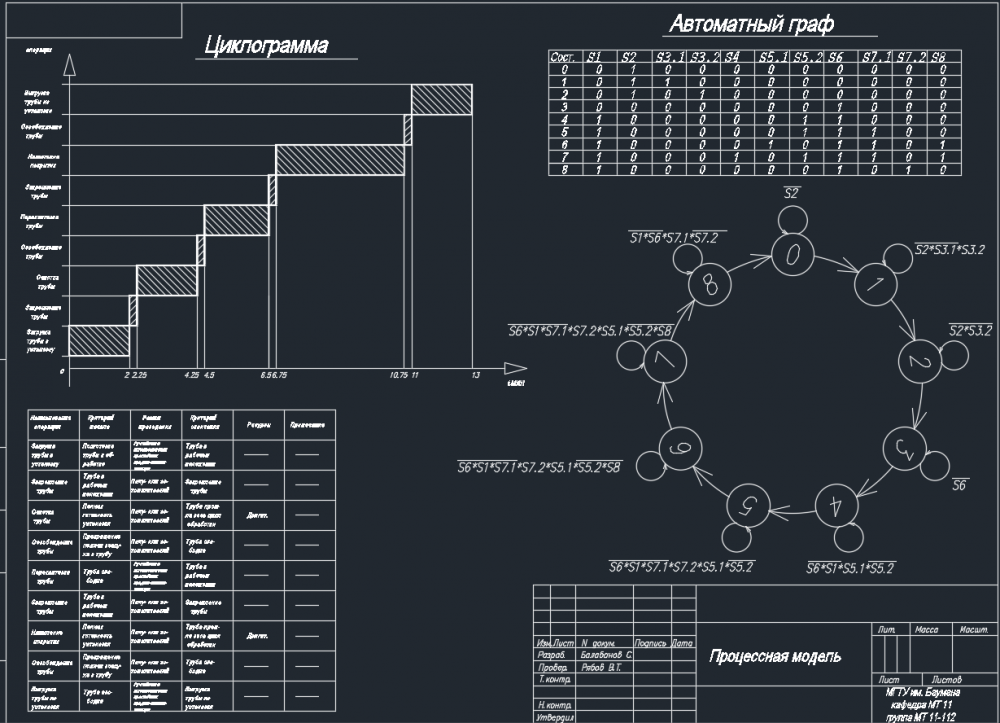
Деление технологии на процессы.
Все действия, происходящие с трубой при нанесения покрытия, по характеру выполняемых действий можно разделить на пять основных процессов:
а) загрузка – выгрузка трубы;
б) перемещение трубы с позиции на позицию;
в) абразивная очистка трубы;
д) нанесение антикорозиционного покрытия;
е) закрепление/освобождение трубы.
На рисунке 1 представлен полная технологическая схема участка.
В качестве среды, переносящей абразив для очистки из бункера к соплам и жидкость для нанесения антикорозиционного покрытия из бункера в распылительную форсунку, принимаем сжатый воздух, поступающий по заводской пневмосети.
Проанализируем данные процессы:
- Загрузка трубы в установку производится с загрузочного стеллажа.
Критерии начала:
Готовность трубы к обработке.
Критерий окончания:
Труба в рабочем положении.
- Закрепление трубы.
Критерии начала:
Труба в рабочем положении.
Критерий окончания:
Закрепление трубы.
- Очистка трубы.
Критерии начала:
Полная готовность установки к работе.
Критерий окончания:
Труба прошла весь цикл очистки.
- Освобождение трубы.
Критерии начала:
Прекращение подачи воздуха в трубу.
Критерий окончания:
Труба свободна.
- Перекантовка трубы
Критерии начала:
Труба свободна.
Критерий окончания:
Труба в рабочем положении.
- Закрепление трубы.
Критерии начала:
Труба в рабочем положении.
Критерий окончания:
Закрепление трубы.
- Нанесение цинкового покрытия трубы.
Критерии начала:
Полная готовность установки нанесения к работе.
Критерий окончания:
Окончание напыления.
- Освобождение трубы.
Критерии начала:
Отсутствие штанги в трубе.
Критерий окончания:
Труба свободна.
- Выгрузка трубы из установки производится на накопительный стеллаж.
Критерии начала:
Труба свободна.
Критерий окончания:
Труба на стеллаже.
Пройдя все эти операции, труба попадает или на склад, или на реализацию.
Выбор сервисных процессов.
Сервисные процессы необходимы для:
- облегчения работы наладчиков и операторов.
- предотвращения отказов оборудования и их последствий.
Для этих целей на пульте управления устанавливаются светодиоды, которые сигнализируют об аварии и блокировки привода и лампочки, сигнализирующие о наличии напряжений на позициях.
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel


















